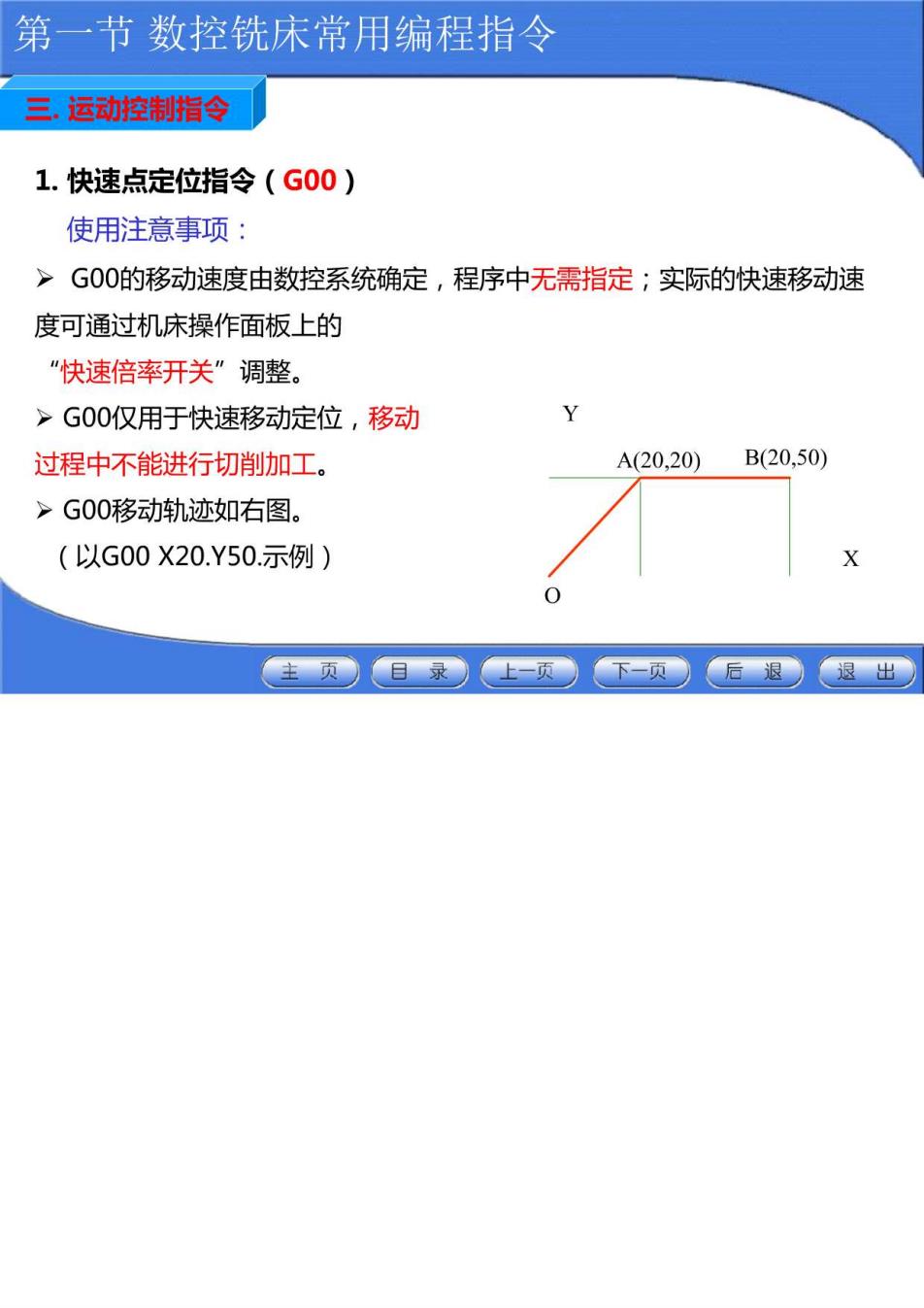
第一节数控铣床常用编程指令 三运动控制指令】 1.快速点定位指令(G00) 使用注意事项: >G00的移动速度由数控系统确定,程序中无需指定;实际的快速移动速 度可通过机床操作面板上的 ”快速倍率开关”调整。 >G00仅用于快速移动定位,移动 Y 过程中不能进行切削加工。 A(20,20)B(20,50) >G00移动轨迹如右图。 (以G00X20.Y50.示例) 主页目录上一页下页 后退 退出
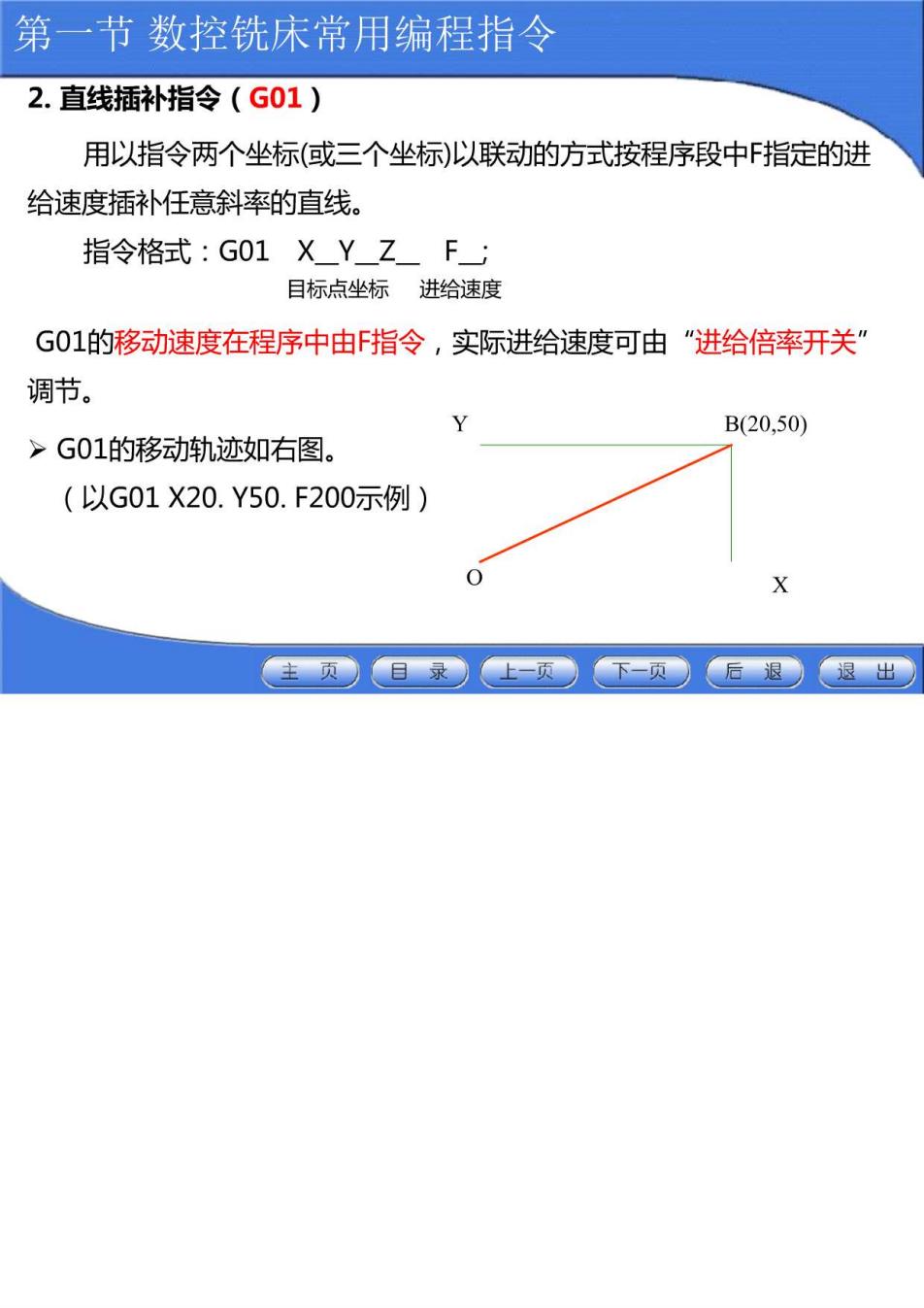
第一节数控铣床常用编程指令 2.直线插补指令(G01) 用以指令两个坐标(或三个坐标)以联动的方式按程序段中「指定的进 给速度插补任意斜率的直线。 指令格式:G01XYZF 目标点坐标进给速度 G01的移动速度在程序中由F指令,实际进给速度可由“进给倍率开关” 调节。 B(20,50) >G01的移动轨迹如右图。 (以G01X20.Y50.F200示例) 0 主页日录。上一页●下-页●后退●退出
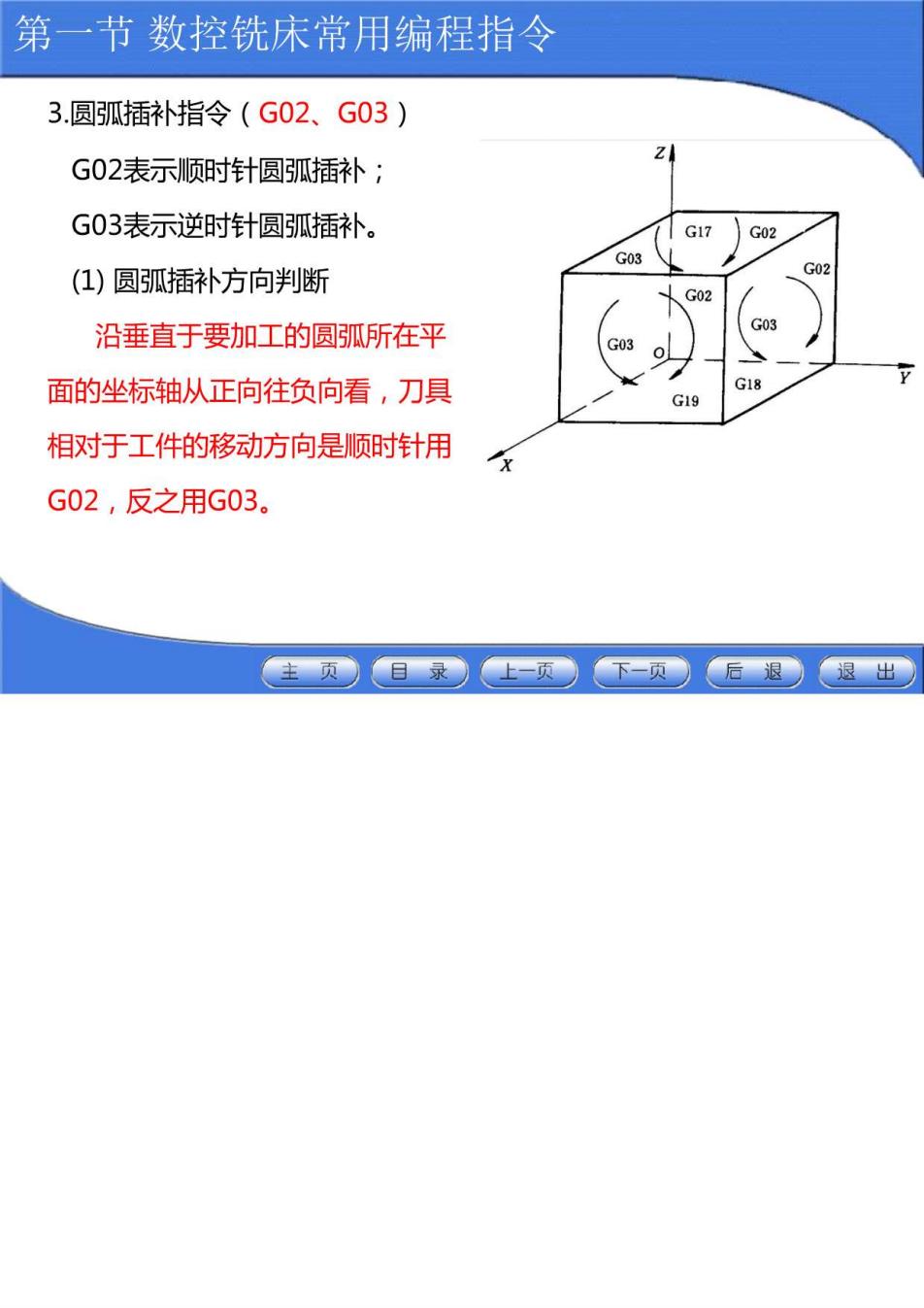
第一节数控铣床常用编程指令 3.圆弧插补指令(G02、G03) G02表示顺时针圆弧插补; G03表示逆时针圆弧插补。 G17 G02 (1)圆弧插补方向判断 G02 沿垂直于要加工的圆弧所在平 G03 0 面的坐标轴从正向往负向看,刀具 G18 G19 相对于工件的移动方向是顺时针用 G02,反之用G03。 主页●日录上一页下一页●后退●退出
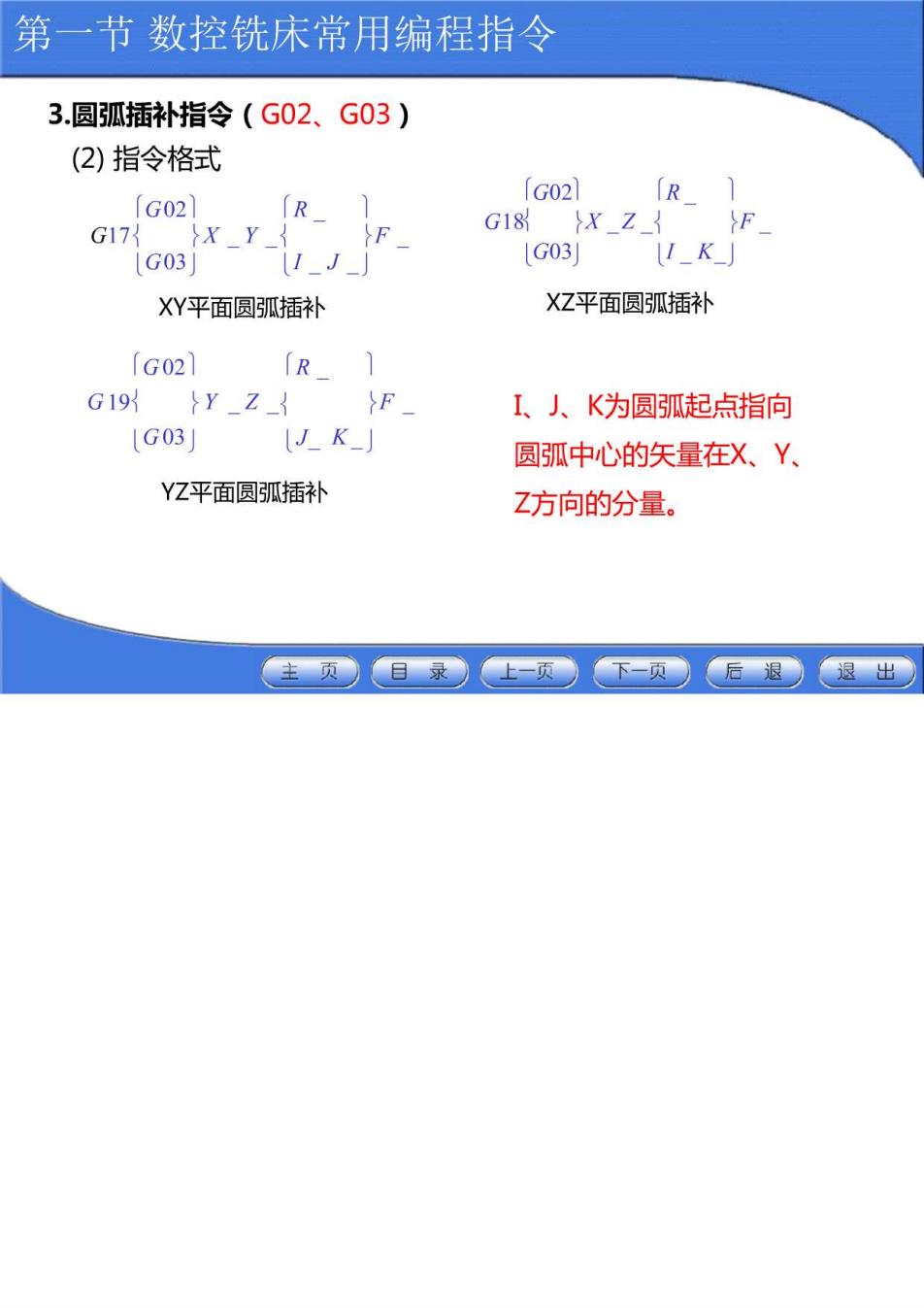
第一节数控铣床常用编程指令 3.圆弧插补指令(G02、G03) (2)指令格式 「G021 (R 「G02lR1 GI7X Y F G18X Z F 03-1_J-j 1G031 U_K Y平面圆弧插补 XZ平面圆弧插补 「G021 G19 Y_Z F 【、人、K为圆弧起点指向 1G03 UK」 圆弧中心的矢量在X、Y、 YZ平面圆弧插补 Z方向的分量。 主页●日录上-页●下-页●后退●退出
第一节数控铣床常用编程指令 3.圆弧插补指令(G02、G03) (3)圆弧插补中的注意事项 ※G17、G18、G19分别指定XOY、XOZ、YOZ插补平面,当插补平面 为XOY平面时,G17可以省略; ※用G02或G03指定圆弧的插补方向,用F指定圆弧插补速度。 ※用X、Y或Z指定插补圆弧的终点坐标; ※用L、人、K指定圆弧的中心坐标或用R指定圆弧半径; 主页●日录●上一页●下-页●后退退出