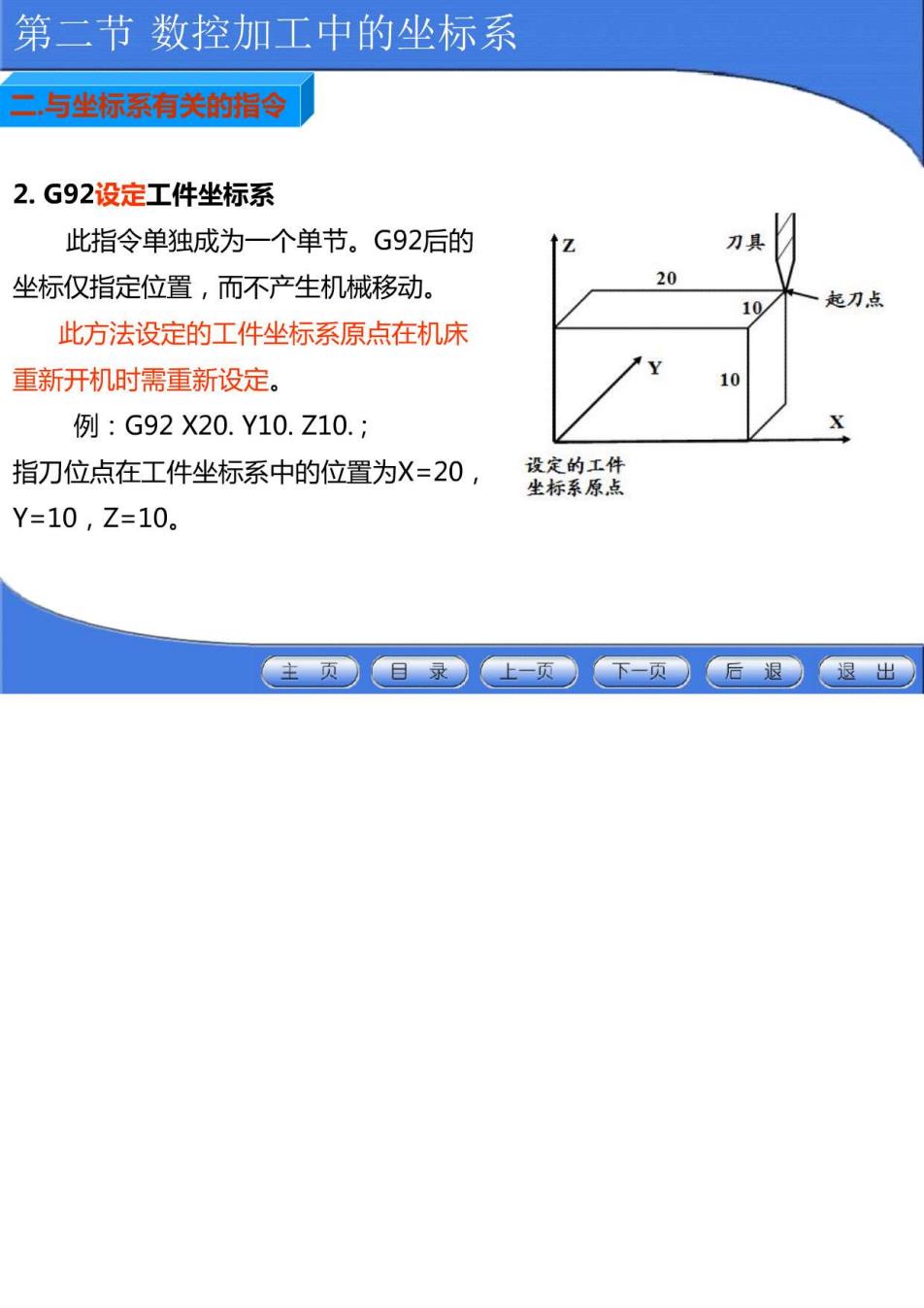
第二节数控加工中的坐标系 二与坐标系有关的指令 2.G92设定工件坐标系 此指令单独成为一个单节。G92后的 坐标仅指定位置,而不产生机械移动。 20 此方法设定的工件坐标系原点在机床 重新开机时需重新设定。 例:G92X20.Y10.Z10.: 指刀位点在工件坐标系中的位置为X=20, 垫赛架后姓 Y=10,Z=10。 主页日录。上一页●下-页●后退●退出

第二节数控加工中的坐标系 二与坐标系有关的指令 3.G54~G59调用工件坐标系 该方法将工件坐标系原点在在机床坐标系中的位置用手动数据输入 方式输入,事先存储到机床相应存储器中,使用时,用G54~G59指令调 用。 主页。日录上-页下页●后退●退出
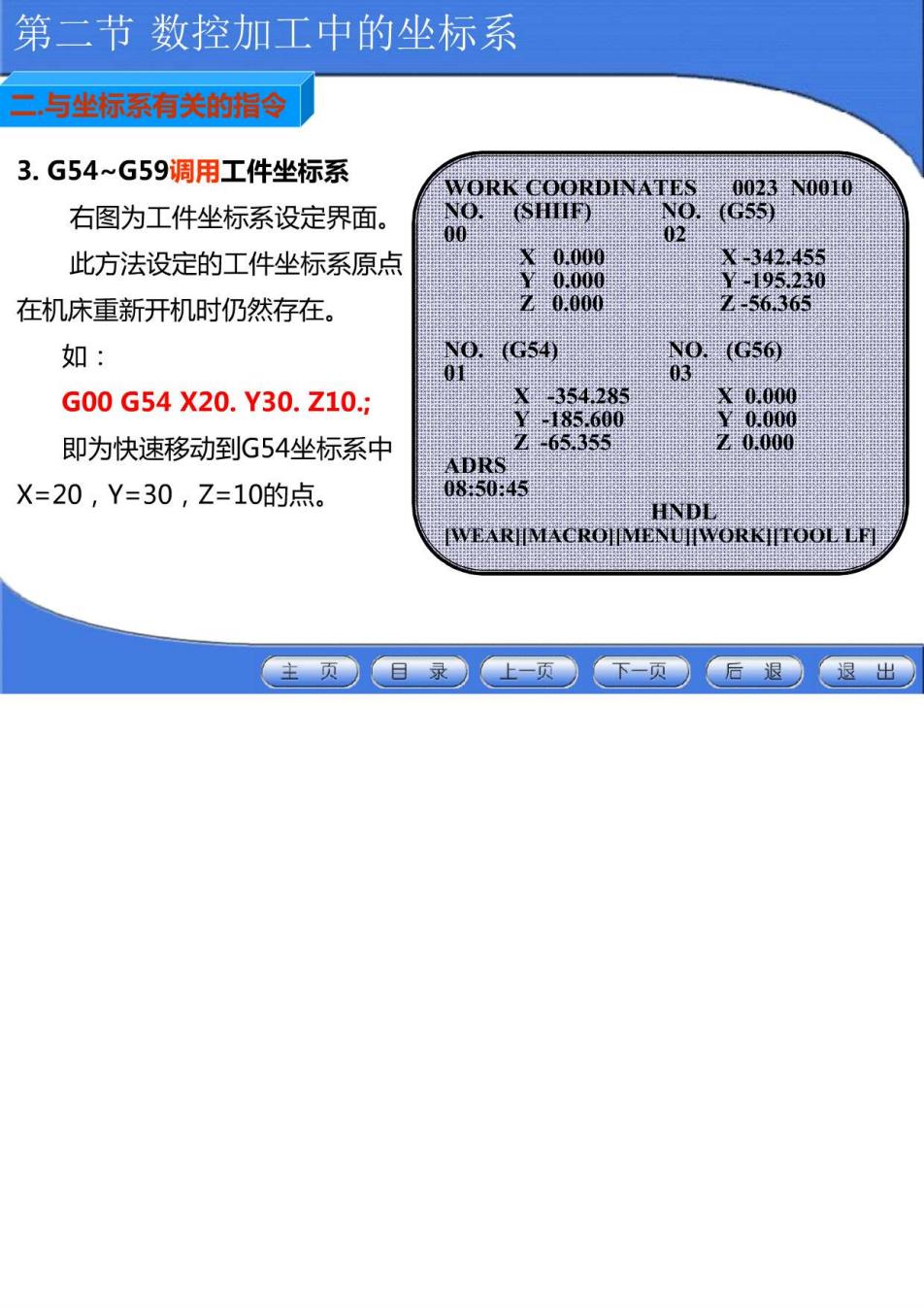
第二节数控加工中的坐标系 二与坐标系有关的指令 3.G54~G59调用工件坐标系 WORK COORDINATES 右图为工件坐标系设定界面。 (SHIIF) 此方法设定的工件坐标系原点 x0.000 342.455 Y0.000 在机床重新开机时仍然存在。 Z0.000 如: G56 G00G54X20.Y30.Z10.: 860 即为快速移动到G54坐标系中 ADRS X=20,Y=30,Z=10的点。 0850:45 HNDL WEARIMACROJMENUJWORKIITOOL LF 主页●日录上页●下一页后退●退出
第一节数控铣床常用编程指令 二与坐标系有关的指令 4.坐标平面选择指令(G17、G18、G19) G17、G18、G19指令分别表示在XOY、Z0X、YOZ坐标平面 内进行加工。其中,G17可缺省: 主页日录。上一页下页●后退 退出
第一节数控铣床常用编程指令 三运动控制指令 1.快速点定位指令(G00) G00指令刀具以点位控制方式从当前点快速移动到目标点。 指令格式:G00XY_Z一; 目标点坐标 主页日录。上一页●下-页●后退●退出