目录、作产过程的英本摄念12《、工作的装程美具设计基础33兰、机碱加工特度--(24 ))科、机械奶工光面质量及振动".49),V五,机城加工工艺现内制订,()六、二艺尺寸链(69)七、典型专件工工艺…08)附R附丧1,力具的初始磨最量4,与单位帮损量K·-(101)附表2,常用金属材料的热参数.....(101)附表3,赏用测景工题测量方法的极限退差个品(102)附表4阅量方法精度系数K去"(103)f附表5:想积分表Y(-..(104)67附表白:各级衰面光洁度的在龙成值·--(105)
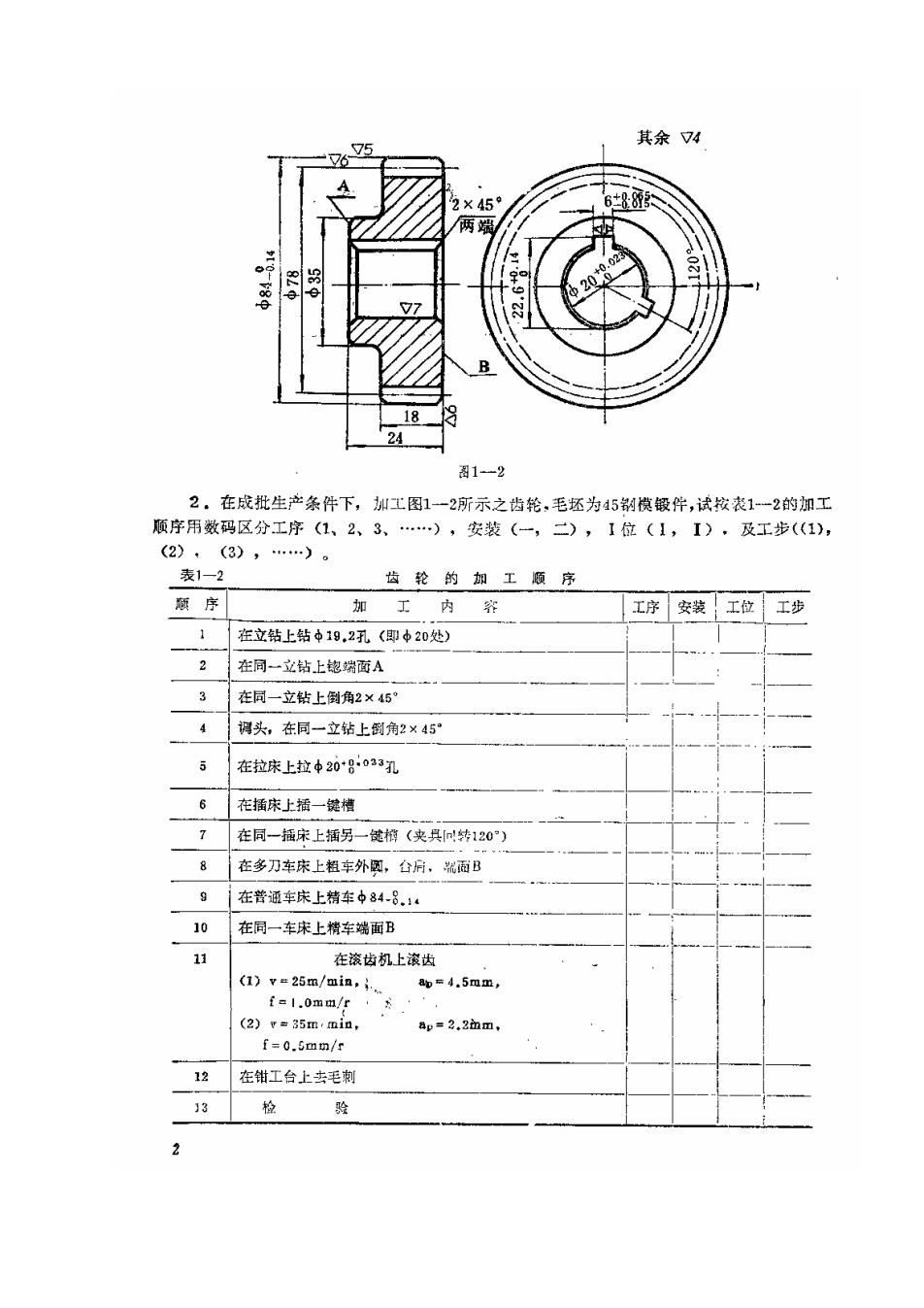
其余V47FA68852×45两端→200OQ1-8+925052V7B1824图122。在成批生产条件下,加工图1--2所示之齿轮,毛还为45钢模锻件,试按表1--2的加工顺序用数码区分工序(1、2、3、…),安装(一,二),I位(1,I),及工步((1),(2).(3),....)表1—2齿轮的加工顺序顺序工容加内工序安装工位工步在立钻上钻中19.2孔(即中20处)2在同一立钻上钩端面A在同一立钻上倒角2×45调头,在同一立钻上倒角2×45°在拉床上拉中20+g033孔5在插床上插一键槽H7在同一插床上插另一键样(夹具转120°)8在多刀车床上粗车外脑,台月,就面B9在普通车床上精车中84-8.110在同一车床上精车端面B11在滚齿机上滚齿(1) ve25m/min,i..apm4.5mm,f-1.0mm/r(2)=35m min,ap=2.2mm,f=0.5mm/r12在钳工台上专毛刺检验J32
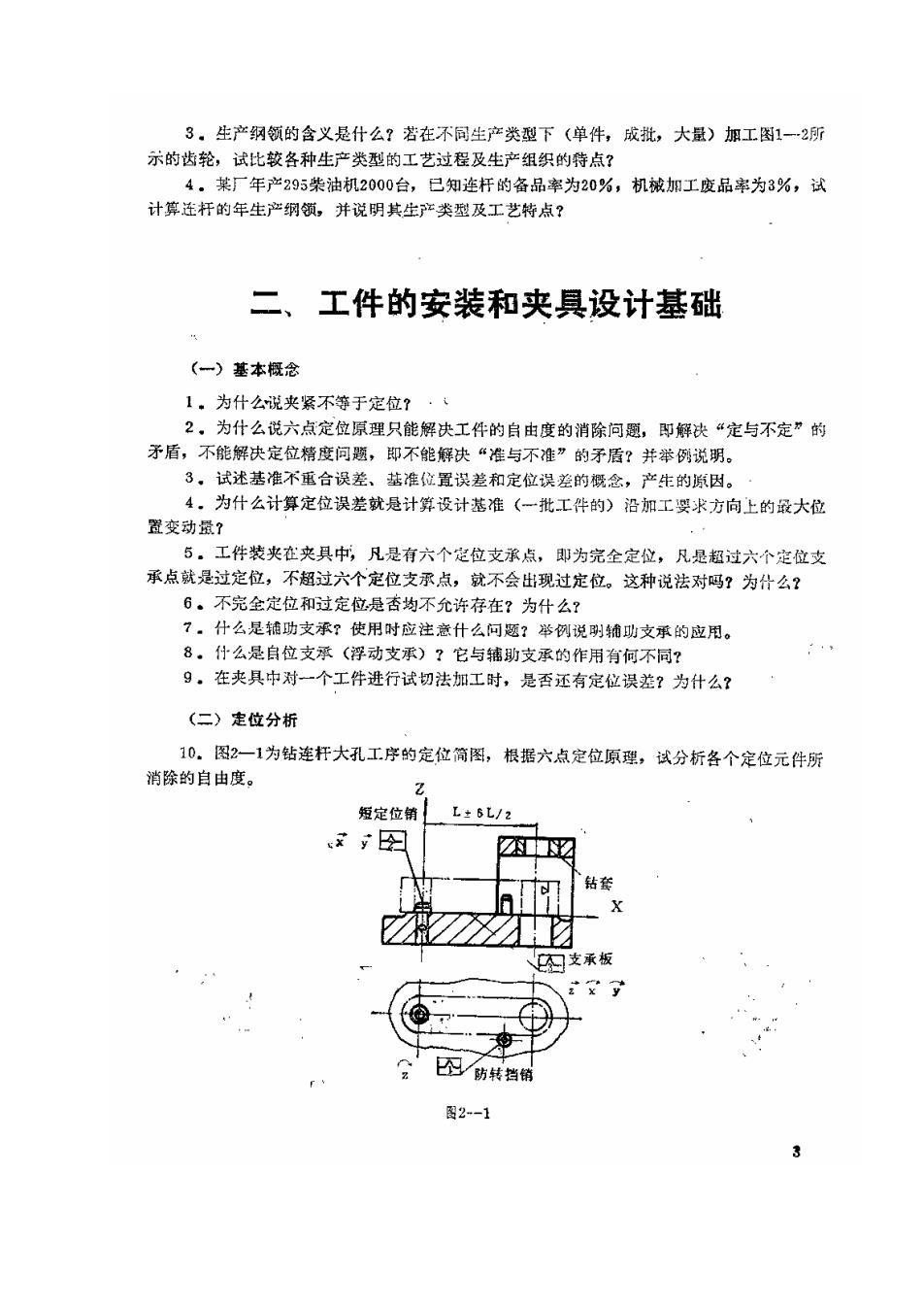
3。生产纲领的含义是什么?若在不同生产类型下(单件,成批,大量)加工图1一2所示的齿轮,试比较各种生产类型的工艺过程及生产组织的特点?4。某厂年产295柴油机2000台,已知连杆的备品率为20%,机械加工废品率为3%,试计算连杆的年生产纲领,并说明其生产类型及工艺特点?、工件的安装和夹具设计基础(一)基本概念1,为什么说夹紧不等于定位?2。为什么说六点定位原理只能解决工件的自由度的消除问题,即解决“定与不定”的矛盾,不能解决定位精度问题,即不能解决“准与不准”的矛盾?并举例说明。3。试述基准不重合误差、基准位置误差和定位误差的概念,产生的原因。4。为什么计算定位误差就悬计算设计基准(一批工件的)沿加工要求方向上的设大位置变动最?5,工件装夹在夹具中,凡是有六个定位支承点,即为完全定位,凡是超过六个定位支承点就是过定位,不超过六个定位支承点,就不会出现过定位。这种说法对吗?为么?6。不完全定位和过定位是否均不允许存在?为什么?7。什么是辅功支承?使用时应注意什么问题?举例说明辅功助支承的应用。8。付么是自位支承(浮动支承)?它与辅助支承的作用有何不同?9,在夹具中对一个工件进行试切法加工时,是否还有定位误差?为什么?(二)定位分析10。图2一1为钻连杆大孔工序的定位筒图,根据六点定位原理,试分析各个定位元件所消除的自由度。2L+6L/2短定位销Z钻套X支承板/防转挡销CN图2--13
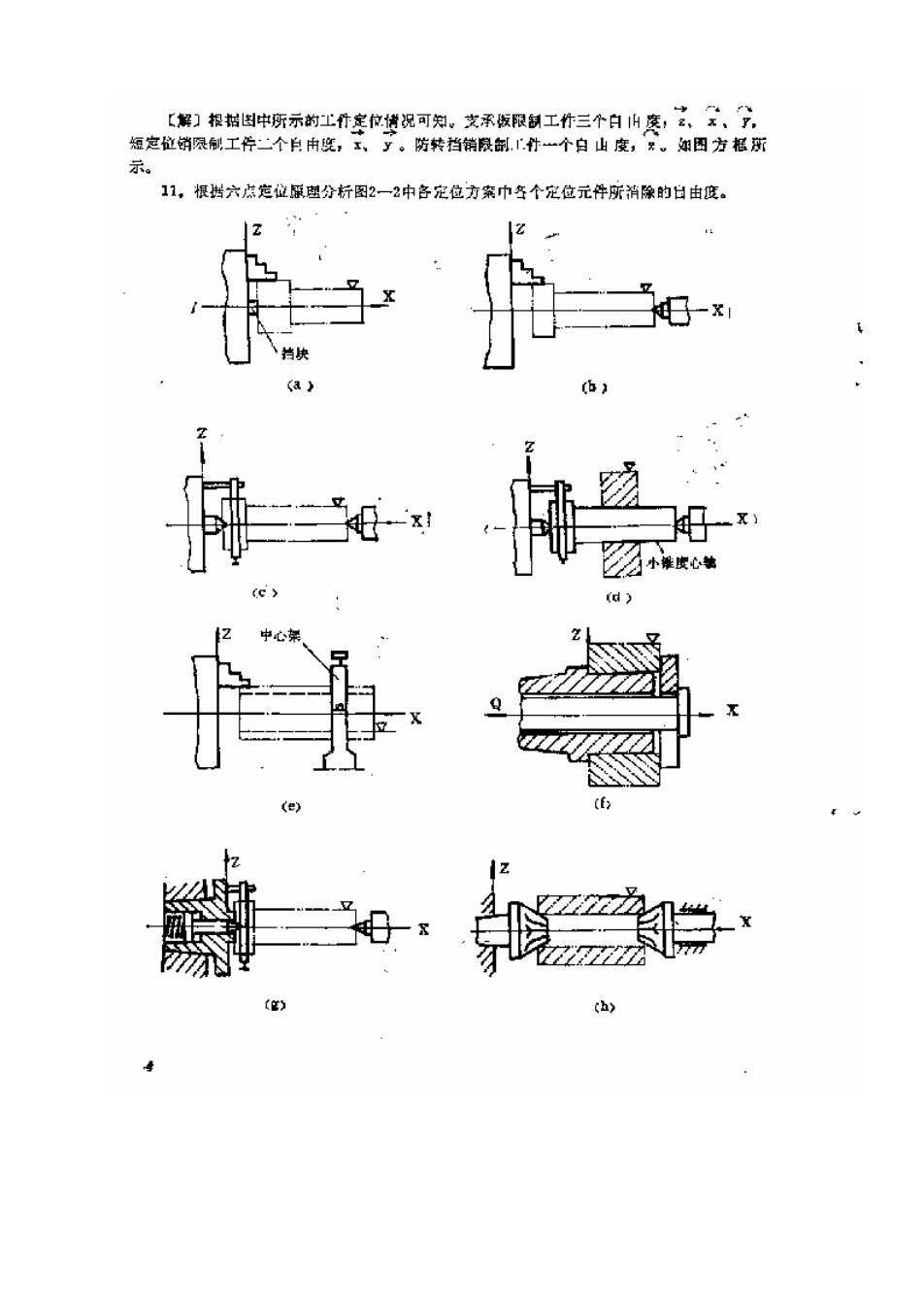
【解】根错图中所示的工什定位借况可知。支承扳限制工件三个白H度,、,,短定过销限制工停二个自由宽,、。防转档销限制!竹一个白出度,。如图方框所示。11,根潜六点定位愿盟分析图2一2中各定位方案巾夺个定位元件所消除的日由度。请快S小维度心地(d)(房(h)
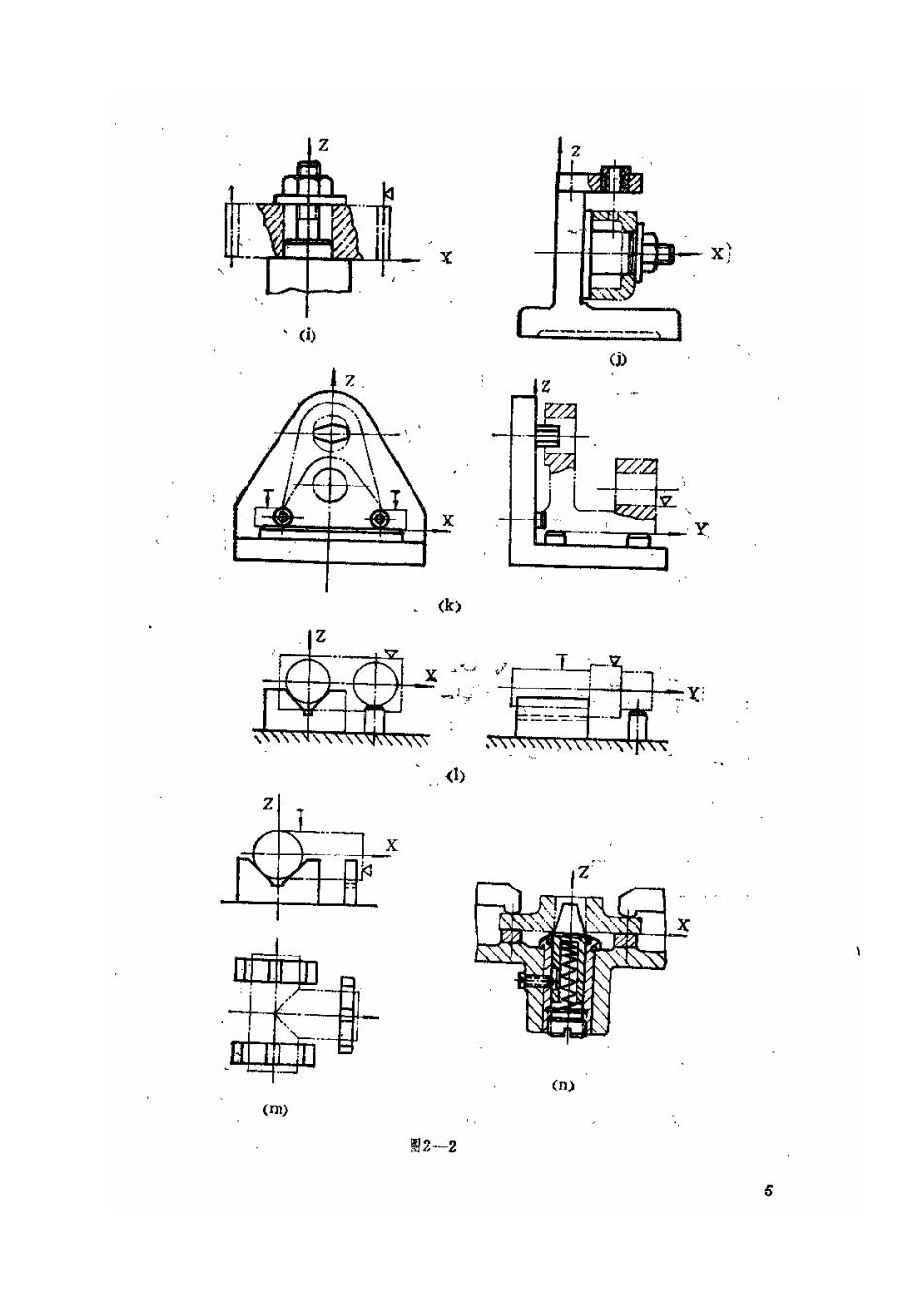
(ix(i)k()(n)m)图2-—2