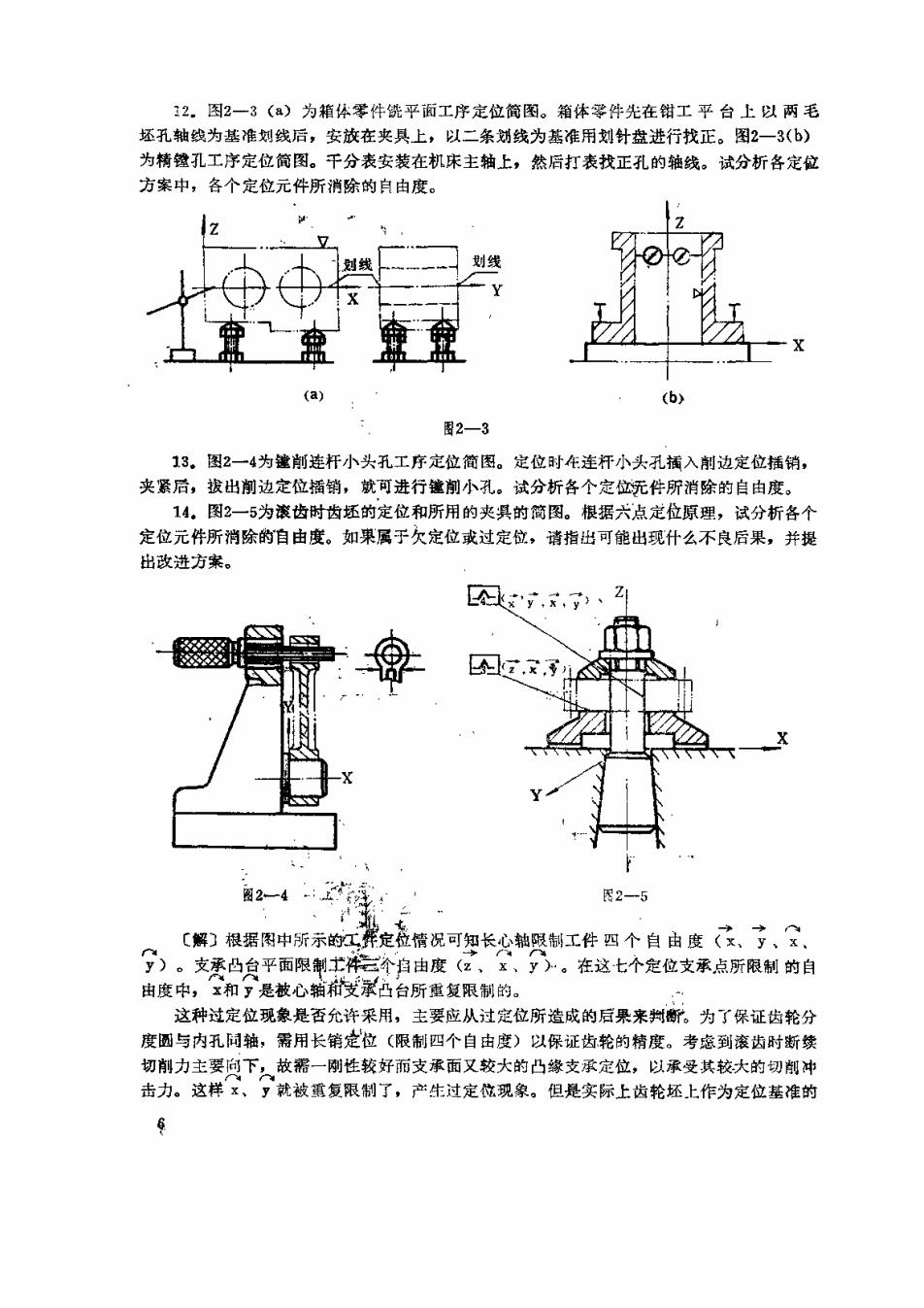
12.图2一3(a)为箱体零件铣平面工序定位简图。箱体零件先在钳工平台上以两毛坏孔轴线为基准划线后,安放在夹具上,以二条划线为基准用划针盘进行找正。图2一3(b)为精镗孔工序定位简图。干分表安装在机床主轴上,然后打表找正孔的轴线。试分析各定位方案中,各个定位元件所消除的自由度。z划线划线YT盒#(a)(b)图2—313。图2一4为键削连杆小头孔工序定位简图。定位时在连杆小头孔插入削边定位插销,夹紧后,拨出削边定位插销,就可进行键前小孔。试分析各个定位无件所消除的自由度。14。图2一5为滚齿时齿坏的定位和所用的夹具的简图。根据六点定位原理,试分析各个定位元件所消除的自由度。如果属于欠定位或过定位,请指出可能出现什么不良后果,并提出改进方案。A图2图2—5【解]根据图中所示的工辉定位情况可知长心轴限制工件四个自由度(x、了、Xy)。支承凸台平面限制士件三个白由度(z、、y)。在这七个定位支承点所限制的自由度中,和是被心辅和支承凸台所重复限制的。这种过定位现象是否允许采用,主要应从过定位所造成的后果来判断。为了保证齿轮分度圆与内孔同轴,需用长销定位(限制四个自由度)以保证齿轮的精度。考虑到滚齿时断续切削力主要向下,故需一刚性较好而支承面又较大的凸缘支承定位,以承受其较大的切削冲击力。这样x、就被重复限制了,产生过定位现象。但是实际上齿轮坏上作为定位基准的6
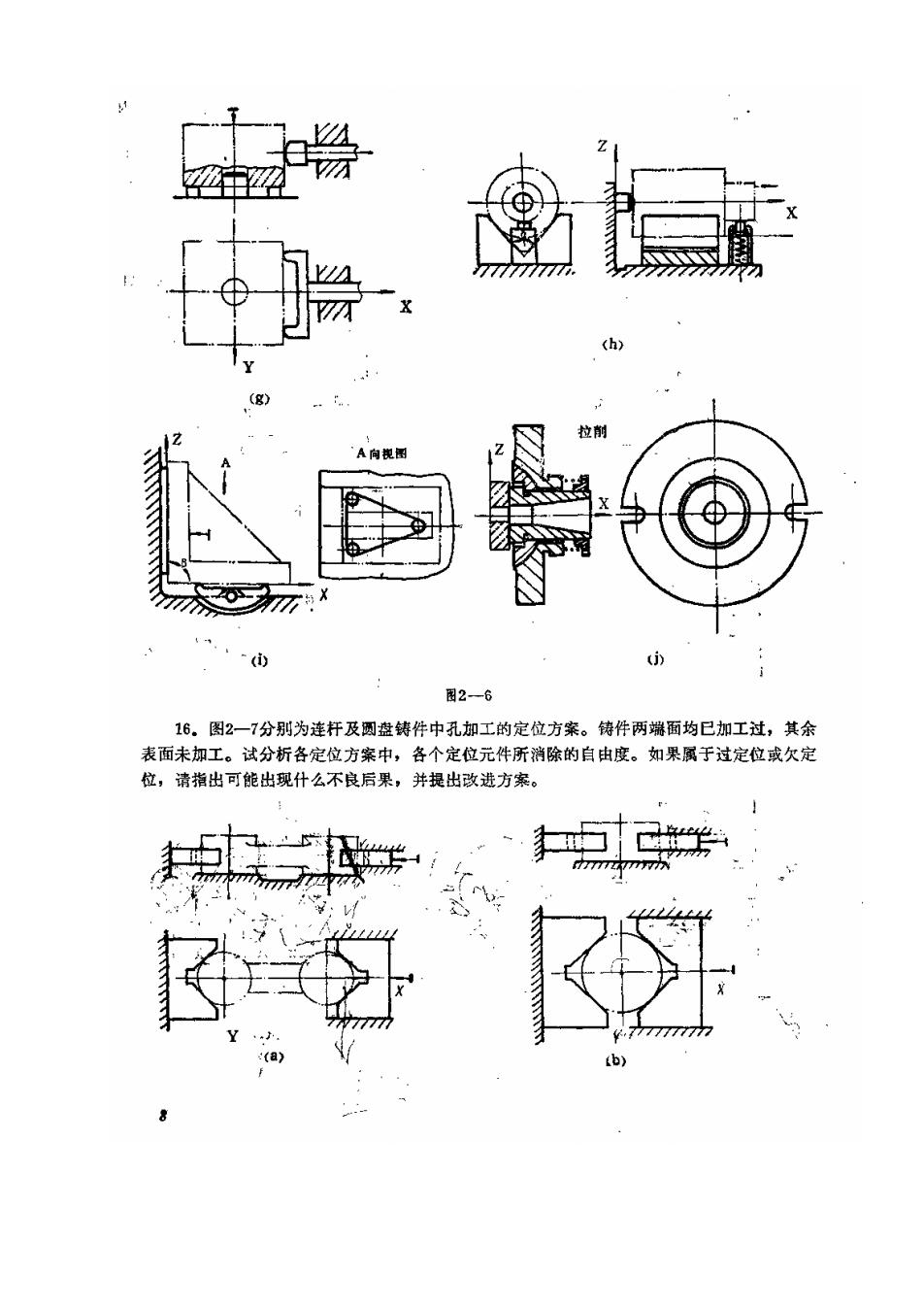
b(g)拉削A向视图(j)(i).-图2-616。图2一7分别为连杆及圆盘铸件中孔加工的定位方案。铸件两端面均已加工过,其余表面未加工。试分析各定位方案中,各个定位元件所消除的自由度。如果属于过定位或欠定位,请指出可能出现什么不良后果,并提出改进方家(a)(b)
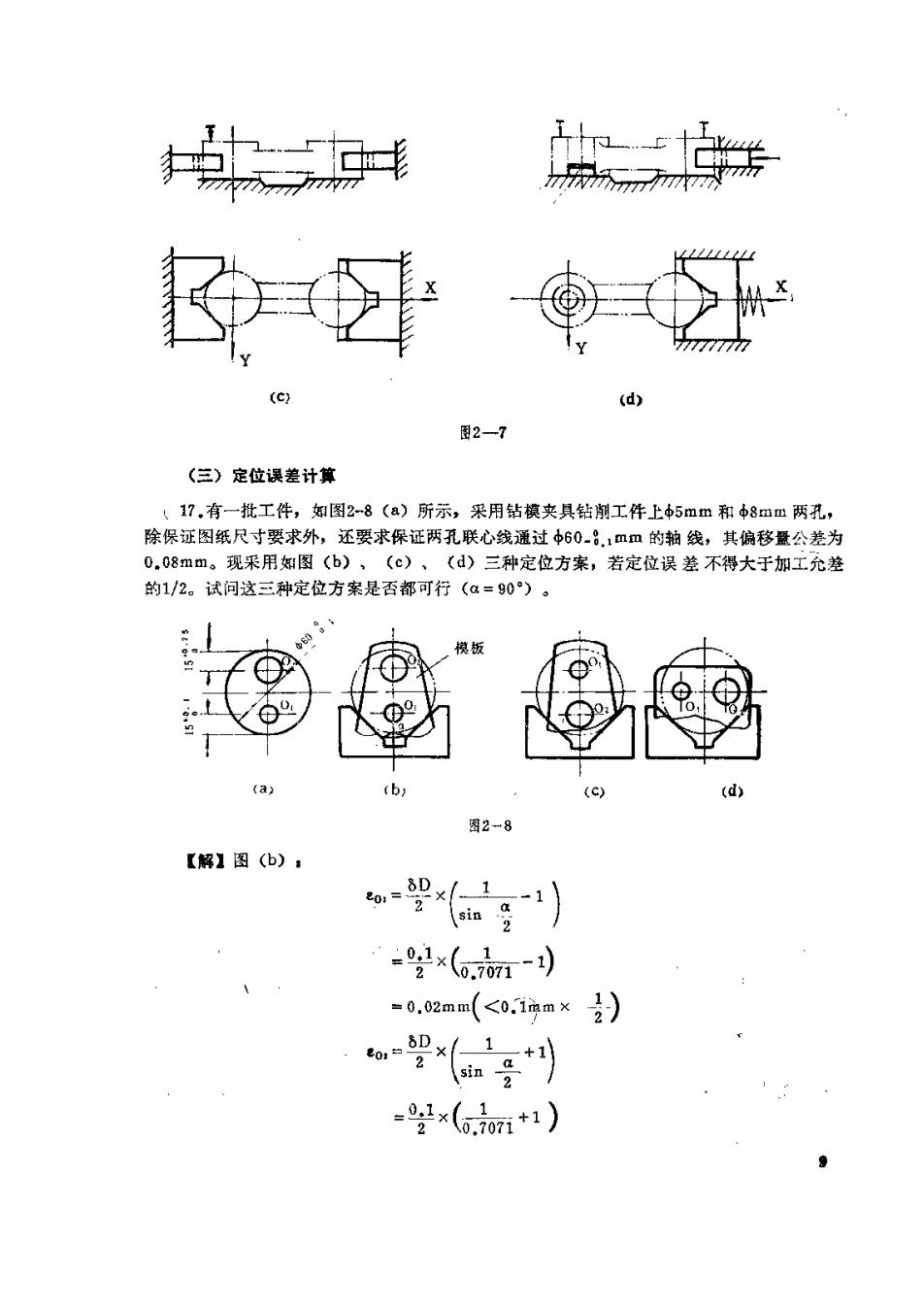
(C)(d)图2—7(三)定位误差计算(17.有一批工件,如图2-8(a)所示,采用钻模夹具钻削工件上$5mm和$8mm两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过60-.1mm的轴线,其偏移公差为0.08mm。现来用如图(b),(d)三种定位方案,若定位误差不得大于加工允差()的1/2。试问这三种定位方案是否都可行(α=90°)模板(b)(a)(d)(c)图28【解】图(b):8DE010.02m.immx8D2707

=0.12mm(<0,25mm×e偏移量=0mm(<0.08mm×号)图(C):8D1+1)eor2(sin-a20.1x×(0.7071 +1)2=0.12mm(>0.1mm)D×/1.-180:2(sin.g-1 (6.01-1)(<0.25mmx-1)#0.02mm((<0.08mm x-号e偏移量=0mm图(d):8D20180220.1m0.05mm!=0.1mmx21<0.25mmx2SD0.18偏移量2sin-2x0.707120.07mm(>0.08mm ×-只有图(b)定位方案可行,其定位误差满足要求。18.有批直径为d±一轴类铸坏零件,欲在两端面同时打中心孔,工件定位方案如2图2-9所示,试计算加工后这批毛坏上的中心孔与外圆可能出现的最大同轴度误差。并确定最佳定位方案。19有一批d=60=8:8mm的轴件,欲铣一键槽,工件定位如图2一10所示,保证b=10=8:8m、h=55.5-8.0smm,槽宽对称于轴的中心线,其对称度公差为0.08mm。试计算定位误差。50
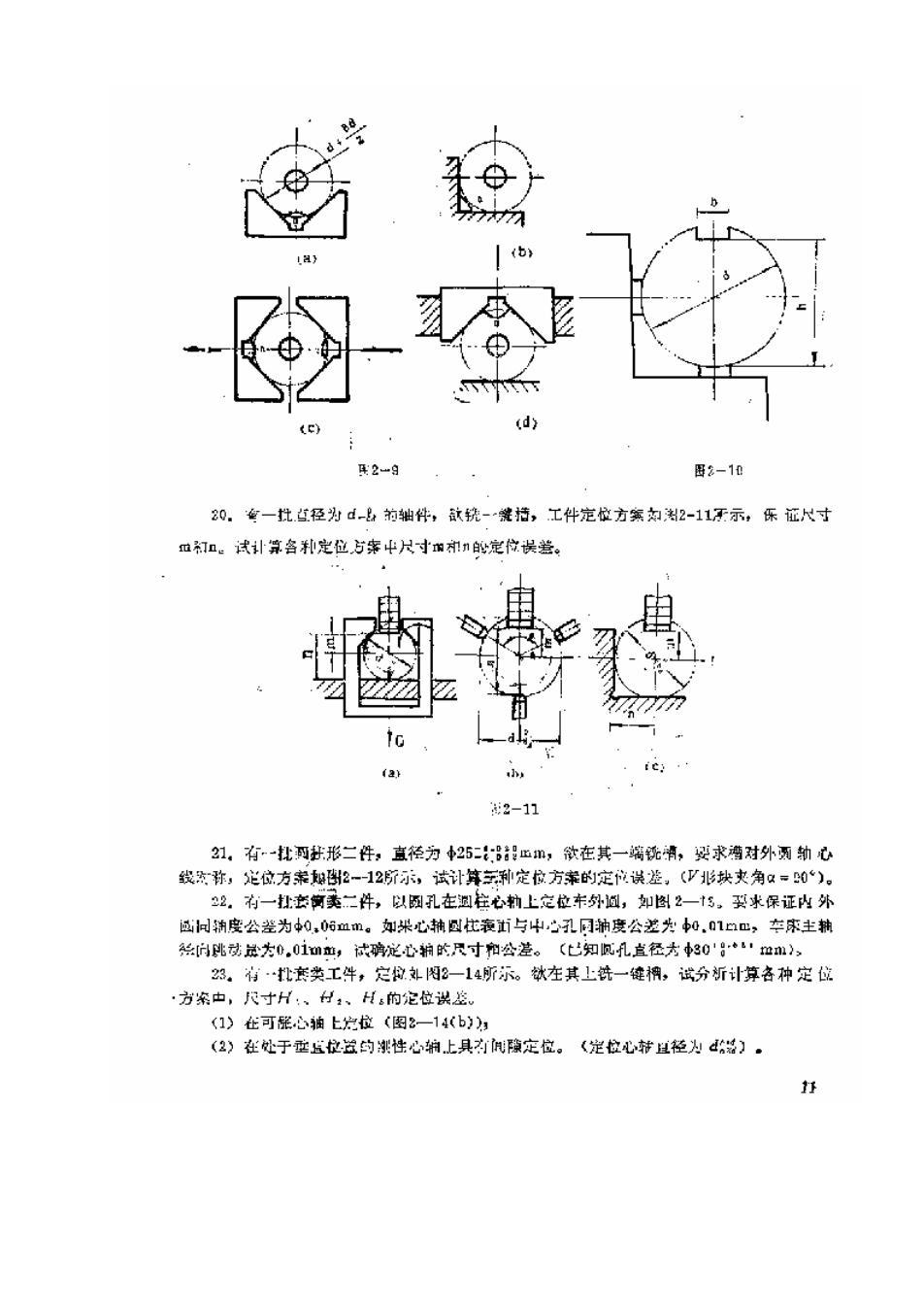
(d)2-9图2-1020,查一批点径为d-的轴件,款铣-辨持,工件定位方案效2-11下示,保证人寸位初。试计算各和定位方案中尺寸机的定位误差。:2-1131,有-一批两托形二性,直径为25起正m,欲在其一端说调,要求遭对外测钟心然称,延位方案好到2--12所示,试计算三种定位方案的定位误差,(V形块更角α=0°)。22,有一批简类二件,以国孔在在心上定位车外过,如图2一15。要求保证内外感间拍度公为,mm。如果心抽圆比衰与中心孔抽度公差为,01mm,车床主抽然间跳动最为001效,试确定心拍的尺寸和公差。(知孔直径30"9mm)23,有·批衰类工牛,定位处图2一14所乐。欲在其上链一键棉,试分析计算各种定位方案中,尺寸H:,寸、H的定位识差(1)在可能心轴上宽位(图2—14(b)(2)在处于型五快益的潮性心辅上具有间隙定位。(定位心转直径为4器),打