7.自位支承的作用是机械制造工艺学课程试卷五B.增加支承刚度D.夹紧A.定位C引导刀具是非题(10分)(正确”√"、错的打"×”)三、填空题(20×0.5=10分)1.机械加工中,工件定位的目的是()1.零件成组加工原理就是零件按相似性原理进行分组加工。)2.在车床上加工外圆时,床身导轨在水平面内的直线度对尺寸精度影响不大。夹紧的目的是2.成批生产中,零件单件时间定额包括)3.定位误差产生的原因是由于夹紧变形引起的。C)4.圆偏心的升角是变化的,故夹紧力也是变化的。休息和生理需要的时间。误差。C)5.工艺系统的刚度越大,误差复映系数越小。3.在点图X图中,反映了零件误差,R图中,反映了零件L)6.基准统一原则是指工序基准与定位基准统一4.通常加工误差由三部分组成,即组成,C)7.对车床面言,如采用滑动轴承,则主轴轴颈的圆度误差对加工精度影响大5..专用机床夹具是由而轴承孔的误差对加工精度影响不大。有时还有导向装置和对刀装置,分度和转位机构。条件下,所能保证的公差等级。)8.工件安装次数的多少与零件的加工精度无关。6.经济精度是在()9.工件在夹具定位中,凡是有六个定位支承点,即为完全定位,7.工序顺序安排的原则是8.CIMS的含义是CAPP的含义凡是超过六个定位支承点就是过定位。是()10.所谓机械加工表面质量的好坏,其实就是我们常说的加工表面粗糙度的高低,二者只是同一事情不同说法。四、有一批小轴,其直径尺寸要求为$18-8.吨mm,加工后尺寸属正态分布,测量二、选择题(8分)1.在对工艺方案进行技术经济分析时,必须以计算得一批工件直径的算术平均值=17.975mm,均方根差=0.01mn。试计A.保证提高劳动生产率为前提B.获得最大利润为前提算合格品率及废品率,分析废品产生的原因,指出减少废品率的措施。(10分)C.改善劳动条件为前提D.确保零件制造质量为前提联接。2.为了提高孔的精度,镗杆与机床主轴常采用ZFzFZFZFA.浮动B.固定C.铰链00.31.503.00.0000.11790.43320.498653.斜楔夹紧机构的自锁条件是圆偏心夹紧机构的自锁条0.10.50.03980.19152.00.47723.50.4997件是2.54.00.20.7931.00.34130.49380.49995Aa<中+中BaC D≤(14~20)eD≥(14~20)e4.精基准选择中,所谓基准重合原则,就是指A.粗基准和精基准重合B.定位基准和工序基准重C.定位基准和设计基准重合5.通常以改善切削性能,消除毛坏制造时的内应力为主要目的的预备热处理,应安排在A.半精加工之前B.精加工之前C.机械加工之前D.半精加工之后6.封闭环的公差是A.最大B.最小C.既不是最大也不是最小教研室主任签字:本达春共2张第1页年月日
教研室主任 签字: 本试卷共 2 张 第 1 页 年 月 日 机械制造工艺学 课程试卷五 一、 是非题(10 分)(正确〝√〞、错的打〝×〞) ( )1. 零件成组加工原理就是零件按相似性原理进行分组加工。 ( )2.在车床上加工外圆时,床身导轨在水平面内的直线度对尺寸精度影响不大。 ( )3. 定位误差产生的原因是由于夹紧变形引起的。 ( )4. 圆偏心的升角是变 化 的 , 故 夹 紧 力 也 是 变 化 的 。 ( )5.工艺系统的刚度越大,误差复映系数越小。 ( )6.基准统一原则是指工序基准与定位基准统一。 ( )7.对车床而言,如采用滑动轴承,则主轴轴颈的圆度误差对加工精度影响大, 而轴承孔的误差对加工精度影响不大。 ( )8.工件安装次数的多少与零件的加工精度无关。 ( )9. 工件在夹 具 定 位 中 ,凡 是 有六个 定 位 支承点 ,即为完全 定位, 凡 是 超过六个 定 位 支承点 就 是 过 定位。 ( )10. 所谓机械加工表面质量的好坏,其实就是我们常说的加工表面粗糙度的 高低,二者只是同一事情不同说法。 二、选择题(8 分) 1.在对工艺方案进行技术经济分析时,必须以 A.保证提高劳动生产率为前提 B.获得最大利润为前提 C. 改善劳动条件为前提 D.确保零件制造质量为前提 2.为 了 提 高 镗 孔 的精度, 镗 杆 与 机 床 主 轴 常 采 用 联 接 。 A. 浮 动 B. 固 定 C.铰 链 3.斜 楔 夹 紧 机 构 的 自 锁 条 件 是 ; 圆 偏 心 夹 紧 机 构 的 自 锁 条 件 是 。 A α≤φ1+φ2 B α≥φ1+φ2 C D≤(14~20)e D ≥(14~20)e 4.精基准选择中,所谓基准重合原则,就是指 。 A.粗基准和精基准重合 B.定位基准和工序基准重 C.定位基准和设计基准重合 5.通常以改善切削性能,消除毛坏制造时的内应力为主要目的的预备热处理,应安 排在 。 A.半精加工之前 B.精加工之前 C.机械加工之前 D.半精加工之后 6. 封闭环的公差是 。 A.最大 B.最小 C.既不是最大也不是最小 7.自位支承的作用是 A.定位 B.增加支承刚度 C.引导刀具 D.夹紧 三、填空题(20×0.5=10 分) 1. 机 械 加 工 中 ,工件定位的 目 的 是 , 夹紧的 目 的 是 。 2.成批生产中,零件单件时间定额包括 、 、 、休息和生理需要的时间。 3.在点图 X 图中,反映了零件 误差,R 图中,反映了零件 误差。 4.通常加工误差由三部分组成,即 、 、 。 5. 专 用 机 床 夹 具 是 由 , , 组成, 有 时 还 有 导 向 装 置 和 对 刀 装 置 ,分 度 和 转 位 机 构 。 6.经济精度是在 条件下,所能保证的公差等级。 7.工序顺序安排的原则是 , , , ` 。 8.CIMS 的 含 义 是 , CAPP 的 含 义 是 。 四、有一批小轴,其直径尺寸要求为 mm,加工后尺寸属正态分布,测量 计算得一批工件直径的算术平均值 =17.975 mm,均方根差σ=0.01 mn。试计 算合格品率及废品率,分析废品产生的原因,指出减少废品率的措施。(10 分) Z F Z F Z F Z F 0 0.000 0.3 0.1179 1.50 0.4332 3.0 0.49865 0.1 0.0398 0.5 0.1915 2.0 0.4772 3.5 0.4997 0.2 0.793 1.0 0.3413 2.5 0.4938 4.0 0.49995
五、(15分)如图所示的齿轮箱部件,根据使八、简答题1、在一面两销定位中,为什么采用削边销?它用要求,齿轮轴肩与轴承端面间的轴向间隙应在C1~1.75mm范围内。着已知各零件的基本尺寸为:AI限制了哪一个方向的不定度?如图示零件,定O=101mm,A2=50mm,A3=A5=5mm,A4=140mm,位方案为零件上两个孔,试画出两定位销。(8分)采用互换法装配,试确定这些尺寸的公差及偏差。2、试述机械加工中的误差复映规律?减少误差复映系数的办法有哪些?(8分)九、(10分)六、(9分)1工件定位如要图所示,本工序欲站孔0,和O2,并保证尺立A在三台车床上各加工一批工件的外圆表面,加工后经度量发现有如所示的形和知=100-5md,=4601mm=0.01mA=100.6.0mm状误差:(a)锥形:(b)腰鼓形:(c)鞍形。试分析产生上述各种形状误差的主要原A,=30-IGmma。试分析汁算该定忙方案的定依误差,并舞断能否是工序要求。因。(0)(c)(b)七、如下图所示零件,毛坏为铸件,单件生产,试决定其工艺过程(必须说明每道工序含几个工步)(12分)美食中84ee241机床工序号工序内容(写到工步)定位基准教研室主在签字:本试春共2张第2页年月日
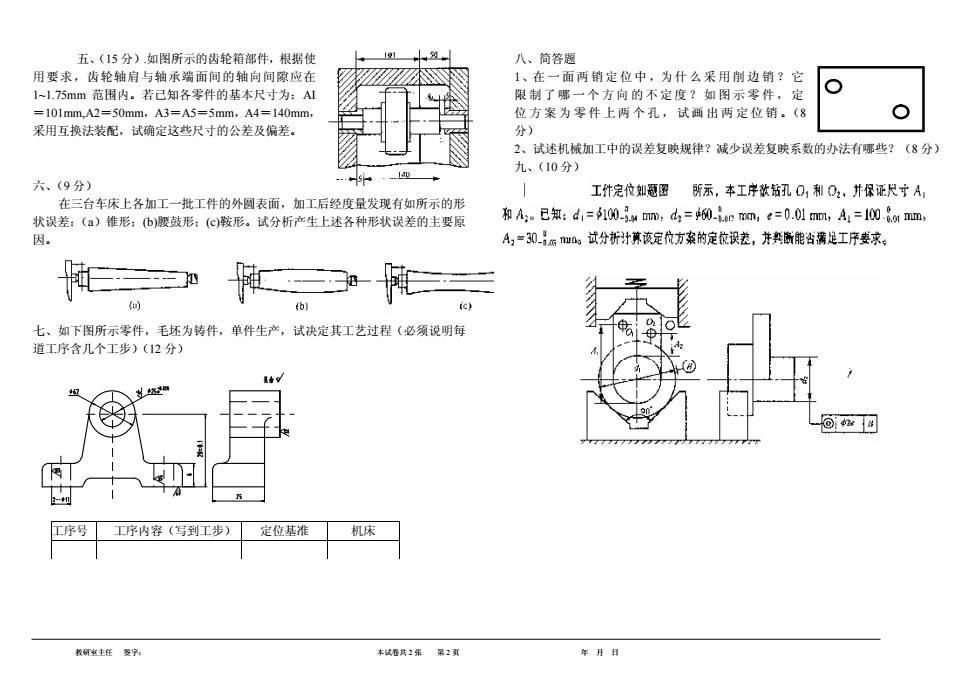
教研室主任 签字: 本试卷共 2 张 第 2 页 年 月 日 五、(15 分).如图所示的齿轮箱部件,根据使 用要求,齿轮轴肩与轴承端面间的轴向间隙应在 1~1.75mm 范围内。若已知各零件的基本尺寸为:AI =101mm,A2=50mm,A3=A5=5mm,A4=140mm, 采用互换法装配,试确定这些尺寸的公差及偏差。 六、(9 分) 在三台车床上各加工一批工件的外圆表面,加工后经度量发现有如所示的形 状误差:(a)锥形;(b)腰鼓形;(c)鞍形。试分析产生上述各种形状误差的主要原 因。 七、如下图所示零件,毛坯为铸件,单件生产,试决定其工艺过程(必须说明每 道工序含几个工步)(12 分) 八、简答题 1、在一面 两 销 定 位 中 ,为 什 么 采 用 削 边 销?它 限 制 了 哪 一 个 方 向 的不定度 ? 如 图 示 零 件,定 位 方案为 零件上 两 个 孔 , 试 画出两 定 位 销 。(8 分) 2、试述机械加工中的误差复映规律?减少误差复映系数的办法有哪些?(8 分) 九、(10 分) 工序号 工序内容(写到工步) 定位基准 机床