三根据六点定位原理,分析下图定位方案中各个定位元件所消除的机械制造工艺学课程试卷二自由度,如果属于过定位或欠定位,请指出可能出现的不良后果,一是非题(对的打“V",错的打“×")(10×1分=10分)并提出改进方案。(10分)()1.设计机床夹具时,欠定位和过定位都是不允许的。)2.圆偏心夹紧机构自锁条件是D≥(14~20)e。)3.辅助支承不起限制自由度的作用。)4.粗加工时使用的定位基准是粗基准,精加工时使用的定位基准是精基准。)5.基准统一原则是指工序基准与定位基准统一。C)6.零件成组加工原理就是零件按相似性原理进行分组加工。()7.斜楔、圆偏心和螺旋夹紧机构中,增力倍数最大的是斜楔夹紧机构。四.计算题)8.粗基准因为其定位精度低,因此绝对不允许重复使用。()9.对普通机床来说,其导轨在水平面内的直线度误差可以忽略。1.有一批直径为中40土0.5的轴类零件,欲在端面钻孔,工件定位方案如图,试计()10.工艺规程制定的原则就是加工精度越高越好。算加工后,这批零件上的孔与外圆可能出现的最大同轴度误差,并确定最佳方案。二.填空题(26×0.5分=13分)(15分)1.机床夹具是有AE:1.5组成,有时还有对刀元件和引导元件、其它元件及装置。2.CAM的含义:FMS的含义是3.对夹紧机构的要求有a4.定位误差产生的原因5.工件以一面两孔定位时,其定位元件是一面两销,两销中的一个要做成销。销,另一个做成6.在单件生产条件下,单件工时定额包括Ict7.误差复映系数表示了加工后的工件误差和加工前的毛坏误差之间的比例关b系,工艺系统的刚度越高,则误差复映系数e2.如下图所示孔和键槽的加工顺序如下:先按工序尺寸中39.6mm锌孔再按工8.对于精度要求较高的零件,往往要把整个加工过程分+0.05mm磨孔。孔完工后要序尺寸A插键槽,热处理,然后按图样标注尺寸中40。为:和光整加工阶段。9.机械加工表面质量包括求键槽深度符合图样标注尺寸46.03mm的要求。试用极值法解尺寸链,确定工序10.产生残余应力的原因是尺寸A及其极限偏差。(15分)教研室主任签字:本试春共2张第1页年月日
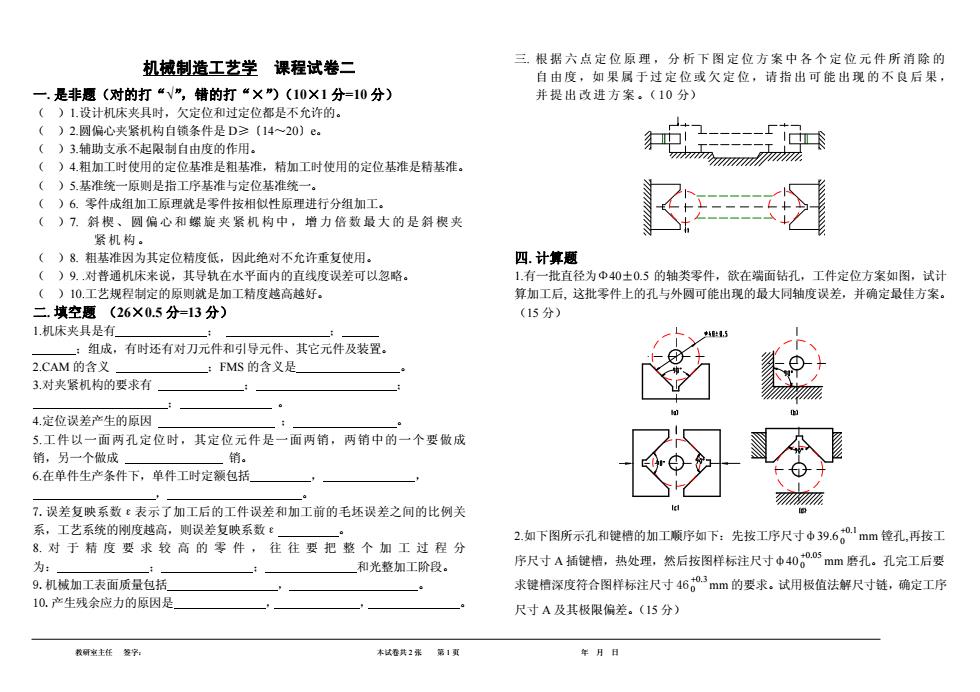
教研室主任 签字: 本试卷共 2 张 第 1 页 年 月 日 机械制造工艺学 课程试卷二 一. 是非题(对的打“√”,错的打“×”)(10×1 分=10 分) ( )1.设计机床夹具时,欠定位和过定位都是不允许的。 ( )2.圆偏心夹紧机构自锁条件是 D≥〔14~20〕e。 ( )3.辅助支承不起限制自由度的作用。 ( )4.粗加工时使用的定位基准是粗基准,精加工时使用的定位基准是精基准。 ( )5.基准统一原则是指工序基准与定位基准统一。 ( )6. 零件成组加工原理就是零件按相似性原理进行分组加工。 ( )7. 斜楔、圆偏心和螺旋夹紧机构中, 增力倍数最大 的是斜楔夹 紧机构。 ( )8. 粗基准因为其定位精度低,因此绝对不允许重复使用。 ( )9. .对普通机床来说,其导轨在水平面内的直线度误差可以忽略。 ( )10.工艺规程制定的原则就是加工精度越高越好。 二. 填空题 (26×0.5 分=13 分) 1.机床夹具是有 ; ; ;组成,有时还有对刀元件和引导元件、其它元件及装置。 2.CAM 的含义 ;FMS 的含义是 。 3.对夹紧机构的要求有 ; ; ; 。 4.定位误差产生的原因 ; 。 5.工件以一面两孔定位时,其定位元件是一面两销,两销中的一个要做成 销,另一个做成 销。 6.在单件生产条件下,单件工时定额包括 , , , 。 7.误差复映系数ε表示了加工后的工件误差和加工前的毛坯误差之间的比例关 系,工艺系统的刚度越高,则误差复映系数ε 。 8. 对 于 精 度 要求较高 的零件, 往 往 要把整个 加工过 程 分 为: ; ; 和光整加工阶段。 9.机械加工表面质量包括 , 。 10.产生残余应力的原因是 , , 。 三. 根据六点 定 位 原 理 , 分 析 下 图 定 位 方 案 中 各 个 定 位 元 件 所 消 除 的 自由度,如果属 于 过定位 或 欠定位,请 指 出 可 能出现 的 不 良 后 果 , 并提出改 进 方 案 。( 10 分) 四. 计算题 1.有一批直径为Φ40±0.5 的轴类零件,欲在端面钻孔,工件定位方案如图,试计 算加工后, 这批零件上的孔与外圆可能出现的最大同轴度误差,并确定最佳方案。 (15 分) 2.如下图所示孔和键槽的加工顺序如下:先按工序尺寸ф39.6 0.1 0 + mm 镗孔,再按工 序尺寸 A 插键槽,热处理,然后按图样标注尺寸ф40 0.05 0 + mm 磨孔。孔完工后要 求键槽深度符合图样标注尺寸 46 0.3 0 + mm 的要求。试用极值法解尺寸链,确定工序 尺寸 A 及其极限偏差。(15 分)
$466*3其伞沙W44072160639.6701五车床上加工一批光轴的外圆如图b,加工后度量整批工件,发现有下列儿何形工序号定位基准机床工序内容(写到工步)状误差,1)锥形,2)鞍形,3)腰鼓形,4)喇叭形,试分析说明可能产生上述误差的各种因素?/(12分=4×3)六.在生产现场测量一批小轴的外圆尺寸其最大极限尺寸Dmax=25.030mm,最小尺ta寸Dmin=25.000mm,整批尺寸按正态分布,图纸要求该轴的外径尺寸为Φ+0.025250.005m求这批零件的废品率?将分布曲线与公差带的位置用图形表示出来。(15分)AA已知X/oX/o1.61.90.94520. 97131.70. 95542.00.97721.82. 10. 96410.9821七.试拟订成批生产加工轴(如图)的机械加工工艺路线,并确定各工序的定位基准及机床等将其填入表中。(10分)教研室主任签字:本试春共2张第2页年月日
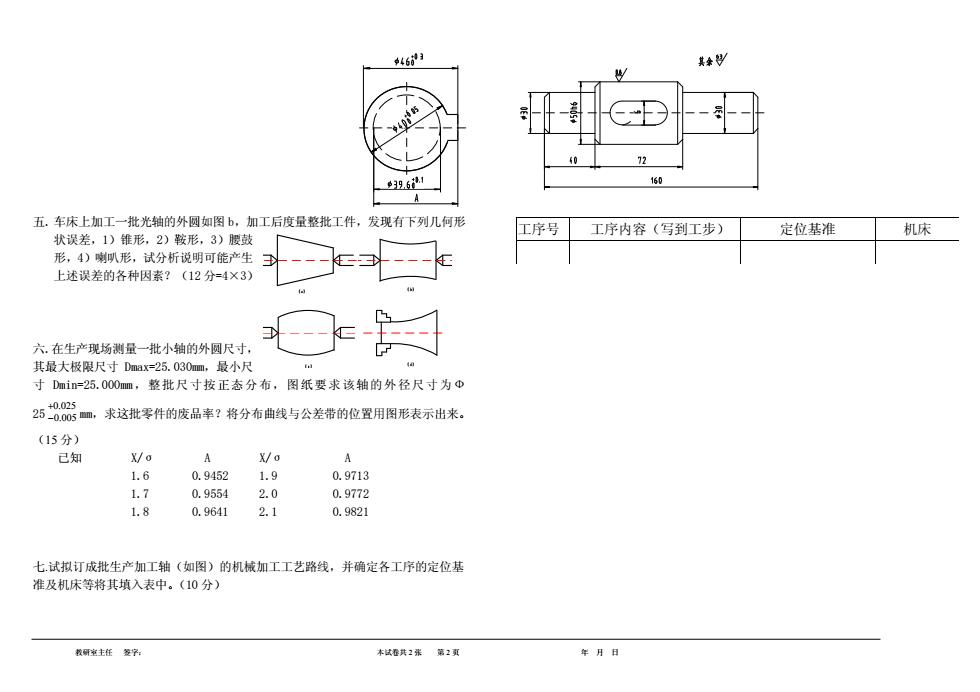
教研室主任 签字: 本试卷共 2 张 第 2 页 年 月 日 五. 车床上加工一批光轴的外圆如图 b,加工后度量整批工件,发现有下列几何形 状误差,1)锥形,2)鞍形,3)腰鼓 形,4)喇叭形,试分析说明可能产生 上述误差的各种因素?(12 分=4×3) 六.在生产现场测量一批小轴的外圆尺寸, 其最大极限尺寸 Dmax=25.030mm,最小尺 寸 Dmin=25.000mm,整批尺寸按正态分布,图纸要求该轴的外径尺寸为Ф 25 0.025 0.005 + - mm,求这批零件的废品率?将分布曲线与公差带的位置用图形表示出来。 (15 分) 已知 X/σ A X/σ A 1.6 0.9452 1.9 0.9713 1.7 0.9554 2.0 0.9772 1.8 0.9641 2.1 0.9821 七.试拟订成批生产加工轴(如图)的机械加工工艺路线,并确定各工序的定位基 准及机床等将其填入表中。(10 分) 工序号 工序内容(写到工步) 定位基准 机床 (a) ( b ) ( c ) ( d )