第二章机床夹具设计原理练习题1:什么是工序、安装、工位、工步?2:精基准、粗基准的选择原则有哪些?如何处理在选择时出现的矛盾?3:如图3-49所示零件,若按调整法加工时,试在图中指出:(1)加工平面2时的设计基准、定位基准、工序基准和测量基准:(2)镗孔4时的设计基准、定位基准、工序基准和测量基准。Ph))4:一小轴,毛坏为热轧棒料,大量生产的工艺路线为粗车-精车-淬火-粗磨-精磨,外圆设计尺寸为Φ30~0.013mm,已知各工序的加工余量和经济精度,试确定各序尺寸及其偏差、毛坏尺寸及粗车余量,并填入下表:工序工序余量工序尺寸工序名称工序余量工序尺寸经济精度经济精度名称及偏差及偏差粗车6精磨0.10.013 (IT6)0.21 (IT12)毛坏尺寸±1.2粗磨0.40.033 (IT8)1.5精车0.084(IT10)5:加工图所示零件,要求保证尺寸6+0.1mm。但该尺寸不便测量,要通过测量尺寸L来间接保证。试求测量尺寸L及其上、下偏差,并分析有无假废品存在?若有,可采取什么办法来解决假废品的问题?6:加工套筒零件,其轴向尺寸及有关工序简图如图3-5226±0.05所示,试求工序尺寸L,和L及其极限偏差。36.1.05
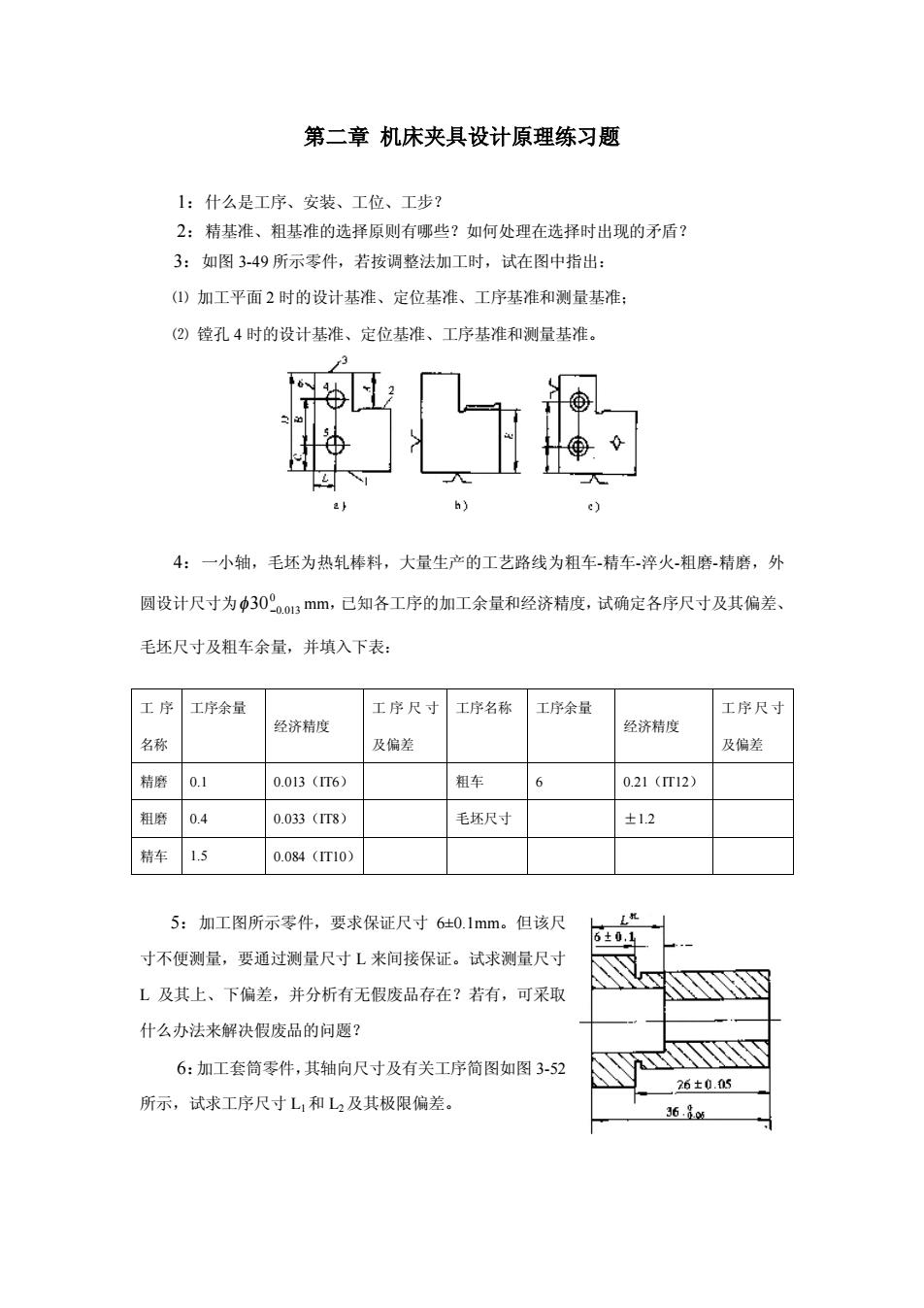
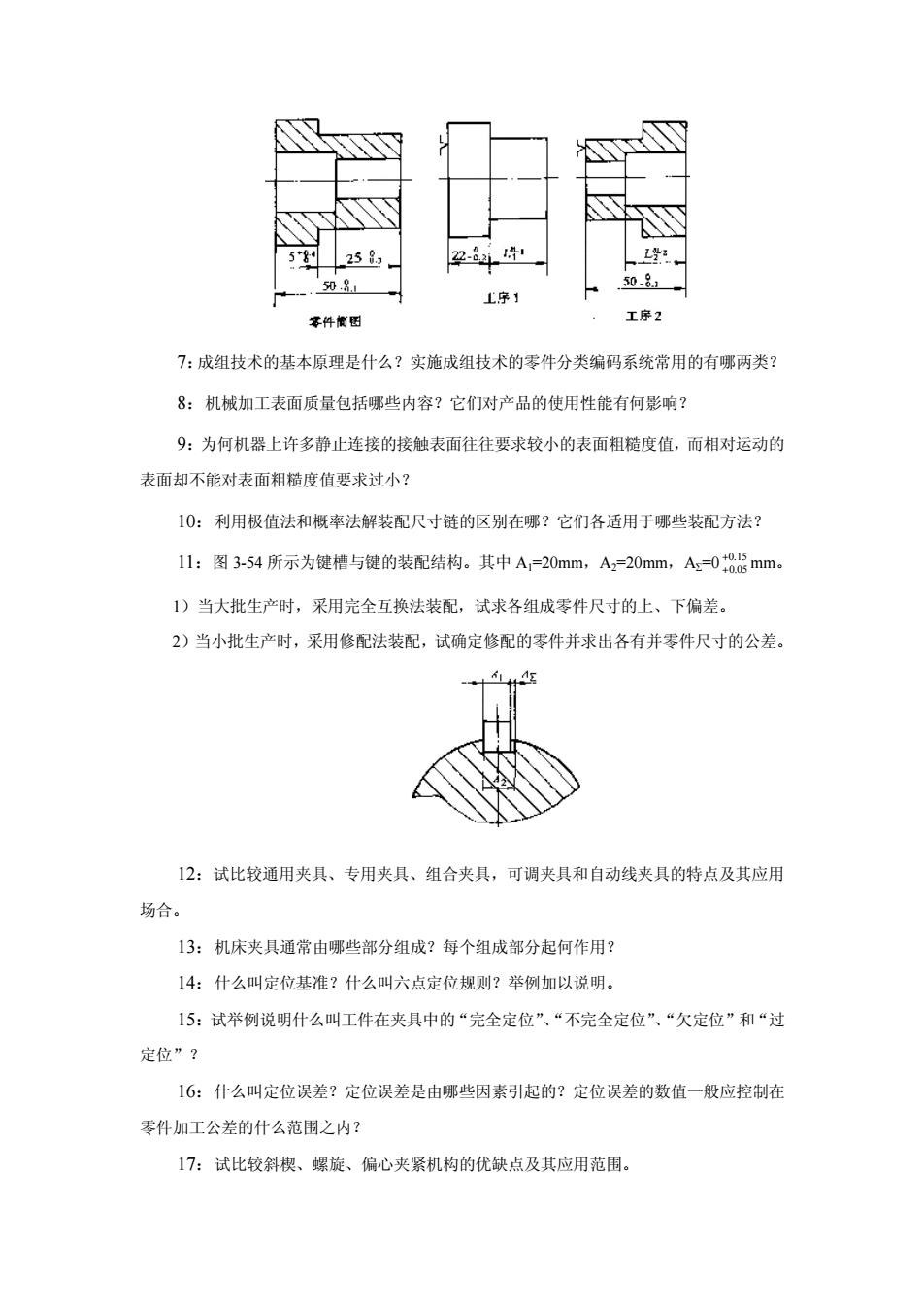
第二章 机床夹具设计原理练习题 1:什么是工序、安装、工位、工步? 2:精基准、粗基准的选择原则有哪些?如何处理在选择时出现的矛盾? 3:如图 3-49 所示零件,若按调整法加工时,试在图中指出: ⑴ 加工平面 2 时的设计基准、定位基准、工序基准和测量基准; ⑵ 镗孔 4 时的设计基准、定位基准、工序基准和测量基准。 4:一小轴,毛坯为热轧棒料,大量生产的工艺路线为粗车-精车-淬火-粗磨-精磨,外 圆设计尺寸为 0 0.013 30 f - mm,已知各工序的加工余量和经济精度,试确定各序尺寸及其偏差、 毛坯尺寸及粗车余量,并填入下表: 工 序 名称 工序余量 经济精度 工 序 尺 寸 及偏差 工序名称 工序余量 经济精度 工 序尺寸 及偏差 精磨 0.1 0.013(IT6) 粗车 6 0.21(IT12) 粗磨 0.4 0.033(IT8) 毛坯尺寸 ±1.2 精车 1.5 0.084(IT10) 5:加工图所示零件,要求保证尺寸 6±0.1mm。但该尺 寸不便测量,要通过测量尺寸 L 来间接保证。试求测量尺寸 L 及其上、下偏差,并分析有无假废品存在?若有,可采取 什么办法来解决假废品的问题? 6:加工套筒零件,其轴向尺寸及有关工序简图如图 3-52 所示,试求工序尺寸 L1和 L2及其极限偏差
2iLY50-8.150.1.上字1工序2零件橱图7:成组技术的基本原理是什么?实施成组技术的零件分类编码系统常用的有哪两类?8:机械加工表面质量包括哪些内容?它们对产品的使用性能有何影响?9:为何机器上许多静止连接的接触表面往往要求较小的表面粗糙度值,而相对运动的表面却不能对表面粗糙度值要求过小?10:利用极值法和概率法解装配尺寸链的区别在哪?它们各适用于哪些装配方法?11:图3-54所示为键槽与键的装配结构。其中A,=20mm,Az=20mm,A=0+0.05mm。1)当大批生产时,采用完全互换法装配,试求各组成零件尺寸的上、下偏差。2)当小批生产时,采用修配法装配,试确定修配的零件并求出各有并零件尺寸的公差。A12:试比较通用夹具、专用夹具、组合夹具,可调夹具和自动线夹具的特点及其应用场合。13:机床夹具通常由哪些部分组成?每个组成部分起何作用?14:什么叫定位基准?什么叫六点定位规则?举例加以说明。15:试举例说明什么叫工件在夹具中的“完全定位”、“不完全定位”“欠定位”和“过定位”?16:什么叫定位误差?定位误差是由哪些因素引起的?定位误差的数值一般应控制在零件加工公差的什么范围之内?17:试比较斜、螺旋、偏心夹紧机构的优缺点及其应用范围
7:成组技术的基本原理是什么?实施成组技术的零件分类编码系统常用的有哪两类? 8:机械加工表面质量包括哪些内容?它们对产品的使用性能有何影响? 9:为何机器上许多静止连接的接触表面往往要求较小的表面粗糙度值,而相对运动的 表面却不能对表面粗糙度值要求过小? 10:利用极值法和概率法解装配尺寸链的区别在哪?它们各适用于哪些装配方法? 11:图 3-54 所示为键槽与键的装配结构。其中 A1=20mm,A2=20mm,AΣ=0 0.15 0.05 + + mm。 1)当大批生产时,采用完全互换法装配,试求各组成零件尺寸的上、下偏差。 2)当小批生产时,采用修配法装配,试确定修配的零件并求出各有并零件尺寸的公差。 12:试比较通用夹具、专用夹具、组合夹具,可调夹具和自动线夹具的特点及其应用 场合。 13:机床夹具通常由哪些部分组成?每个组成部分起何作用? 14:什么叫定位基准?什么叫六点定位规则?举例加以说明。 15:试举例说明什么叫工件在夹具中的“完全定位”、“不完全定位”、“欠定位”和“过 定位”? 16:什么叫定位误差?定位误差是由哪些因素引起的?定位误差的数值一般应控制在 零件加工公差的什么范围之内? 17:试比较斜楔、螺旋、偏心夹紧机构的优缺点及其应用范围
18:试分析如图b、c所示的夹紧方案是否合理?如不合理?如何改进?-(e)(a)(6)19:试述钻床夹具的分类及其特点。钻套分为哪几种?各用在什么场合?20:说明数控机床夹具的特点。简述数控铣床、数控钻床和加工中心机床常用夹具是哪些?21:试分别设计图所示零件某工序的夹具方案。1)铣28H11槽工序的铣床夹具。2)钻Φ6mm钻铰Φ10H7孔的钻床夹具。56 ±0.15_26H1+80.107g+20H33003
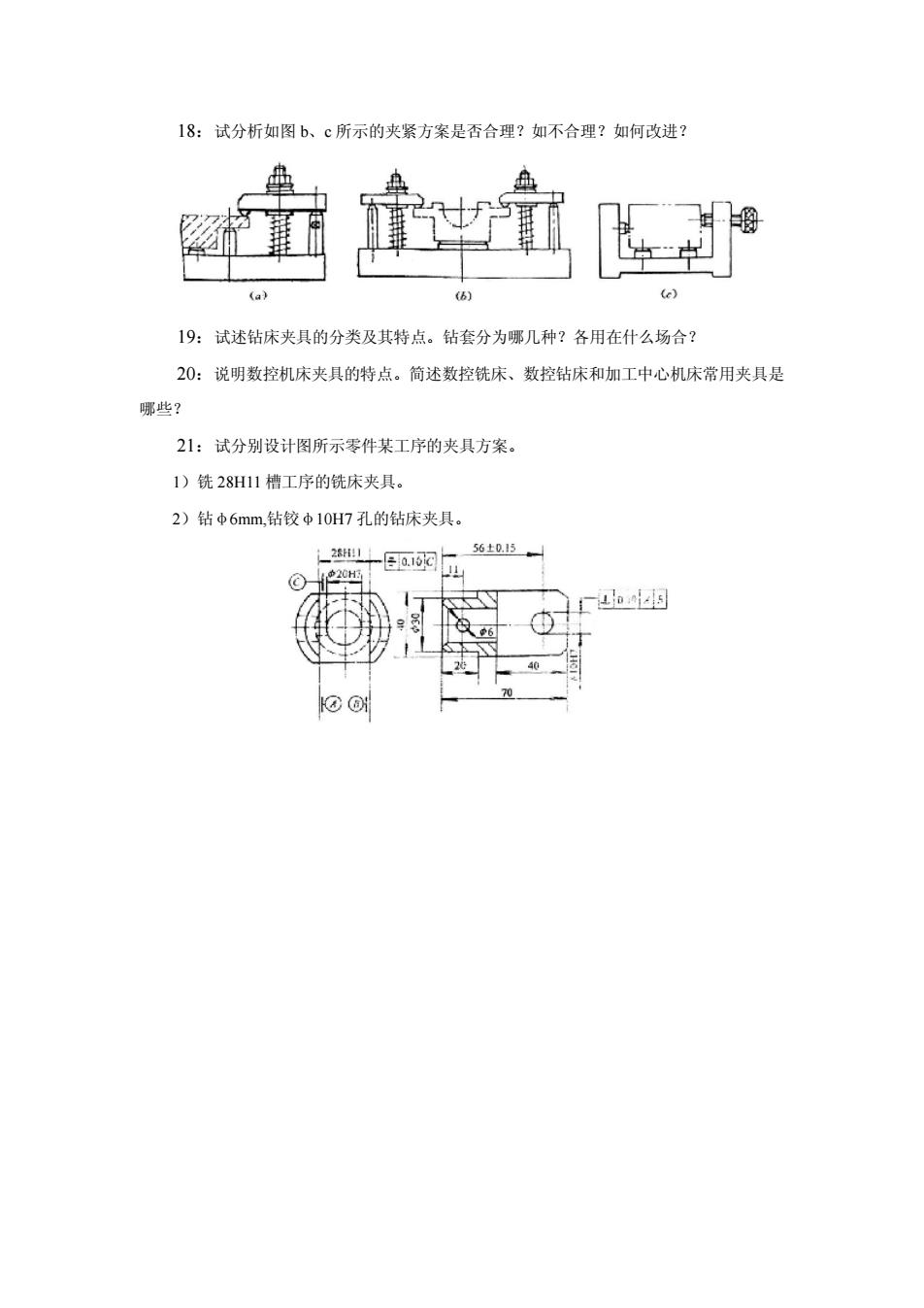
18:试分析如图 b、c 所示的夹紧方案是否合理?如不合理?如何改进? 19:试述钻床夹具的分类及其特点。钻套分为哪几种?各用在什么场合? 20:说明数控机床夹具的特点。简述数控铣床、数控钻床和加工中心机床常用夹具是 哪些? 21:试分别设计图所示零件某工序的夹具方案。 1)铣 28H11 槽工序的铣床夹具。 2)钻φ6mm,钻铰φ10H7 孔的钻床夹具