11.车外圆时导轨水平面内的直线度误差对零件加工精度的影响较垂直面内的直机械制造工艺学课程试卷六线度误差影响,,故称水平方向为车削加工的误差方向。、是非题(对的打“”,错的打“×")(10×1分-10分)12.机械加工中,主要的振动有振动和报动。()1.辅助支承只限制一个不定度,一般常用作第三基准。三、在两台相同的自动车床上加工一批小轴的外圆,要求保证直径中11土()2.钻床夹具也简称为钻模板。0.02mm,第一台加工1000件,其直径尺寸按正态分布,平均值,=11.005mm()3.为保证加工精度,选择的加工方法,必须保证加工误差4≤T均方差0=-0.004mm。第二台加工500件,其直径尺寸也按正态分布:且)4.镗内孔时,镗刀尖安装偏低,抗振性较好。x=11.015mm,0z=0.025mm。试求C()5.孔的位置精度要求高时,钻套与工件的距离为零。(1)在同一图上画出两台机床加工的两批工件的尺寸分布图,并指出哪台机()6.工件在夹具定位中,凡是有六个定位支承点,即为完全定位,凡是超过床的精度高?(6)六个定位支承点就是过定位。(2)计算并比较哪台机床的废品率高,并分析其产生的原因及提出改进的办)7.粗加工时使用的定位基准是粗基准,精加工时使用的定位基准是精基法。(6+3分)准。zFZFZFLF()8,对普通机床来说,其导轨在水平面内的直线度误差可以忽略。00.0000.30.11791.500.43323.00.49865()9工艺规程制定的原则就是加工精度越高越好。0.10.52.03.50.03980.19150.47720.4997()10.斜楔,圆偏心,螺旋夹紧机构中,增力倍数最大的是螺旋夹紧机构。二、填空题(30×0.5-15分)0.22.54.00.7931.00.34130.49380.499951.CIMS的含义是CAPP的含义是2.磨削时,提高工件的速度带来的好处是既能又能提高四、图示为轴类零件加工的儿种装夹情况。试分析各属于何种定位?都限制增高。但会导致了工件的哪些不定度?有无不合理之处?如何改进?(3×3=9分)3.机床夹具是有:组成,有时还有对刀+$3元件和引导元件、其它元件及装置。(a)精度和精度:4.机械加工精度主要包括精度:5.对夹紧机构的要求有16.定位误差产生的原因"07.通常加工误差由三部分组成,即8.精密磨削时,在其最后阶段,一般均应进行儿次以便提高减小9.零件加工表面层的残余应力对其疲劳强度影响很大,若表面层的残余应力为力,会降低零件的疲劳强度,采用工艺可使表面疲劳强度得到改善的10.影响车床主轴径向跳动的主要因素,若主轴轴承为滑动轴承,则为圆度误差,影响镗床主轴径向跳动的主要因素,若主轴轴承为滑动轴承,则为的圆度误差。第1页教研室主任签字:本达春共2张年月日
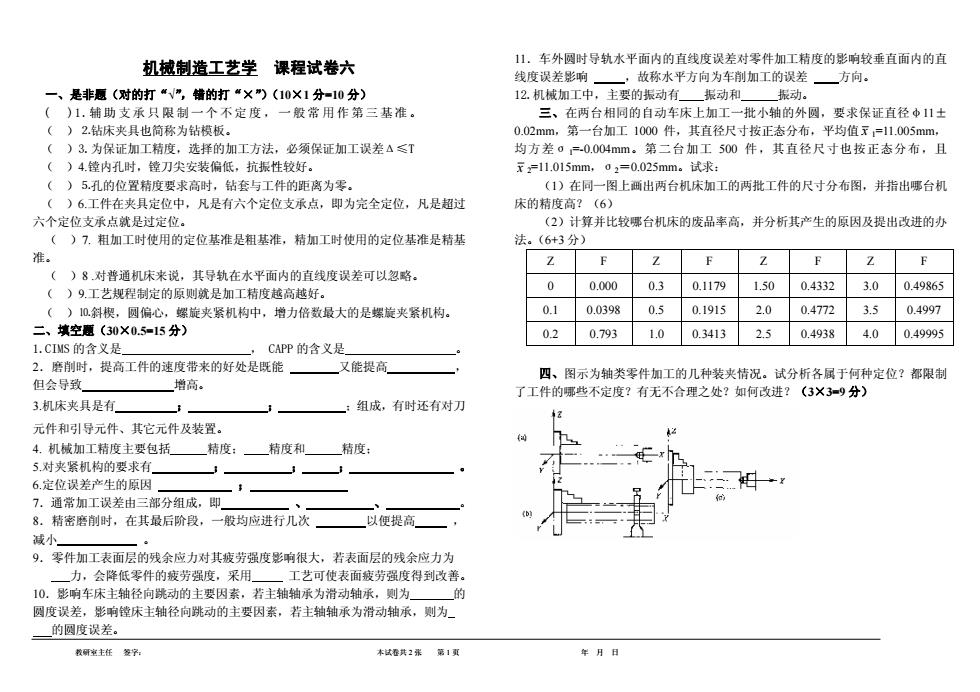
教研室主任 签字: 本试卷共 2 张 第 1 页 年 月 日 机械制造工艺学 课程试卷六 一、是非题(对的打“√”,错的打“×”)(10×1 分=10 分) ( )1.辅助支承只限制一个不定 度 ,一般 常 用作第三基准。 ( )⒉钻床夹具也简称为钻模板。 ( )3.为保证加工精度,选择的加工方法,必须保证加工误差Δ≤T ( )4.镗内孔时,镗刀尖安装偏低,抗振性较好。 ( )⒌孔的位置精度要求高时,钻套与工件的距离为零。 ( )6.工件在夹具定位中,凡是有六个定位支承点,即为完全定位,凡是超过 六个定位支承点就是过定位。 ( )7. 粗加工时使用的定位基准是粗基准,精加工时使用的定位基准是精基 准。 ( )8 .对普通机床来说,其导轨在水平面内的直线度误差可以忽略。 ( )9.工艺规程制定的原则就是加工精度越高越好。 ( )⒑斜楔,圆偏心,螺旋夹紧机构中,增力倍数最大的是螺旋夹紧机构。 二、填空题(30×0.5=15 分) 1.CIMS 的含义是 , CAPP 的含义是 。 2.磨削时,提高工件的速度带来的好处是既能 又能提高 , 但会导致 增高。 3.机床夹具是有 ; ; ;组成,有时还有对刀 元件和引导元件、其它元件及装置。 4. 机械加工精度主要包括 精度; 精度和 精度; 5.对夹紧机构的要求有 ; ; ; 。 6.定位误差产生的原因 ; 7.通常加工误差由三部分组成,即 、 、 。 8.精密磨削时,在其最后阶段,一般均应进行几次 以便提高 , 减小 。 9.零件加工表面层的残余应力对其疲劳强度影响很大,若表面层的残余应力为 力,会降低零件的疲劳强度,采用 工艺可使表面疲劳强度得到改善。 10.影响车床主轴径向跳动的主要因素,若主轴轴承为滑动轴承,则为 的 圆度误差,影响镗床主轴径向跳动的主要因素,若主轴轴承为滑动轴承,则为 的圆度误差。 11.车外圆时导轨水平面内的直线度误差对零件加工精度的影响较垂直面内的直 线度误差影响 ,故称水平方向为车削加工的误差 方向。 12.机械加工中,主要的振动有 振动和 振动。 三、在两台相同的自动车床上加工一批小轴的外圆,要求保证直径φ11± 0.02mm,第一台加工 1000 件,其直径尺寸按正态分布,平均值 x 1=11.005mm, 均方差σ1=-0.004mm。第二台加工 500 件,其直径尺寸也按正态分布,且 x 2=11.015mm,σ2=0.025mm。试求: (1)在同一图上画出两台机床加工的两批工件的尺寸分布图,并指出哪台机 床的精度高?(6) (2)计算并比较哪台机床的废品率高,并分析其产生的原因及提出改进的办 法。(6+3 分) Z F Z F Z F Z F 0 0.000 0.3 0.1179 1.50 0.4332 3.0 0.49865 0.1 0.0398 0.5 0.1915 2.0 0.4772 3.5 0.4997 0.2 0.793 1.0 0.3413 2.5 0.4938 4.0 0.49995 四、图示为轴类零件加工的几种装夹情况。试分析各属于何种定位?都限制 了工件的哪些不定度?有无不合理之处?如何改进?(3×3=9 分)
五、(15分)在图中所示的偏心零件中,表面八、写出小批生产如图所示螺钉零件的机械加工工艺过程(包括工序、安装、A要求渗碳处理,渗碳层深度规定为0.5-工步、走刀、工位),工件的毛坏为圆棒料。(12分)0.8mm,零件上与此有关的加工过程如下:0(1)精车A面,保证尺寸中26.2~0.1mm:(2)渗碳处理,控制渗碳层深度为H1:(3)精磨A面,保证尺寸中25.8-8.016mm同时保证渗碳层深度达到规定的要求。试确定H1的数值。先刀拉Tr.步零aTE六、有一批工件,如图(a)所示,采用钻模夹具钻削工件上中5mm和Φ8mm两孔除保证图纸尺寸要求外,还要求保证两孔联心线通过60-%mm的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(a=90°)(d(b七、试分析下图各螺旋一杠杆夹紧机构错误之处,并指出改进措施(2×4=8分)H(s)[e](r)ote)我研率主任签字,本达春共2张第2页年月日
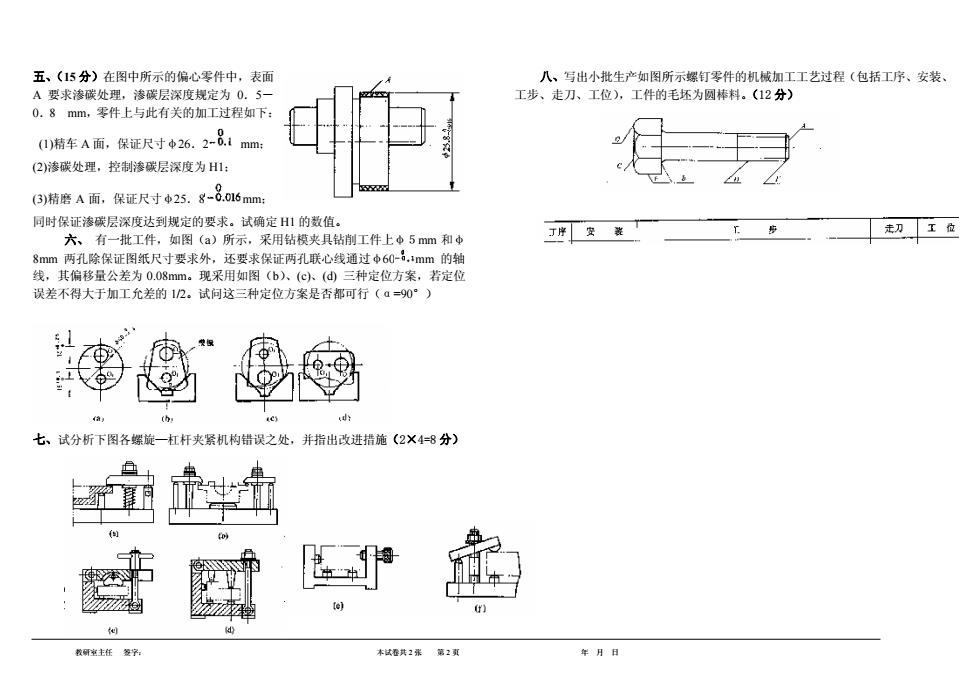
教研室主任 签字: 本试卷共 2 张 第 2 页 年 月 日 五、(15 分)在图中所示的偏心零件中,表面 A 要求渗碳处理,渗碳层深度规定为 0.5- 0.8 mm,零件上与此有关的加工过程如下: (1)精车 A 面,保证尺寸φ26.2 mm; (2)渗碳处理,控制渗碳层深度为 H1; (3)精磨 A 面,保证尺寸φ25.8 mm; 同时保证渗碳层深度达到规定的要求。试确定 H1 的数值。 六、 有一批工件,如图(a)所示,采用钻模夹具钻削工件上φ5mm 和φ 8mm 两孔除保证图纸尺寸要求外,还要求保证两孔联心线通过φ60 mm 的轴 线,其偏移量公差为 0.08mm。现采用如图(b)、(c)、(d) 三种定位方案,若定位 误差不得大于加工允差的 1/2。试问这三种定位方案是否都可行(α=90°) 七、试分析下图各螺旋—杠杆夹紧机构错误之处,并指出改进措施(2×4=8 分) 八、写出小批生产如图所示螺钉零件的机械加工工艺过程(包括工序、安装、 工步、走刀、工位),工件的毛坯为圆棒料。(12 分)