第三章机械加工精度练习题1.在车床上用两顶尖装夹车削一批零件的外圆,工件直径为Φ60mm,长度120mm,毛坏直径偏差±1mm,切削用量:切深a,=3mm,切削速度v=100m/min,进给量f=1mm/r,横向切削力F,=Crpa,J0.84=1640a,F0.84,机床系统刚度为12000N/mm,问一次走刀后,零件圆度误差有多大?如分成两次走刀将如何?2.车削图3-1所示零件的外圆后,发现有锥度误差,试指出产生此误差的可能原因3.在车床上加工端面时,有时会出现圆锥面或者端面凸轮似的形状误差(放大示意如图3-2),250试分析产生误差的原因。8.开A800图 3-1图3-24.图3-3中可能产生的加工误差的主要形式和原因是什么?a))在车床上粗车长轴;b)在车床上粗镗套筒内孔(设原内孔为Φ35土1,表面很粗糙);c)在车床上镗套筒内孔;d)在平面磨床上磨平面。oHE0800250(a)(b)80(d)(c)图 3-35.在自动车床上要加工一批直径尺寸要求为Φ8土0.090mm的工件,调整完毕后试车50件
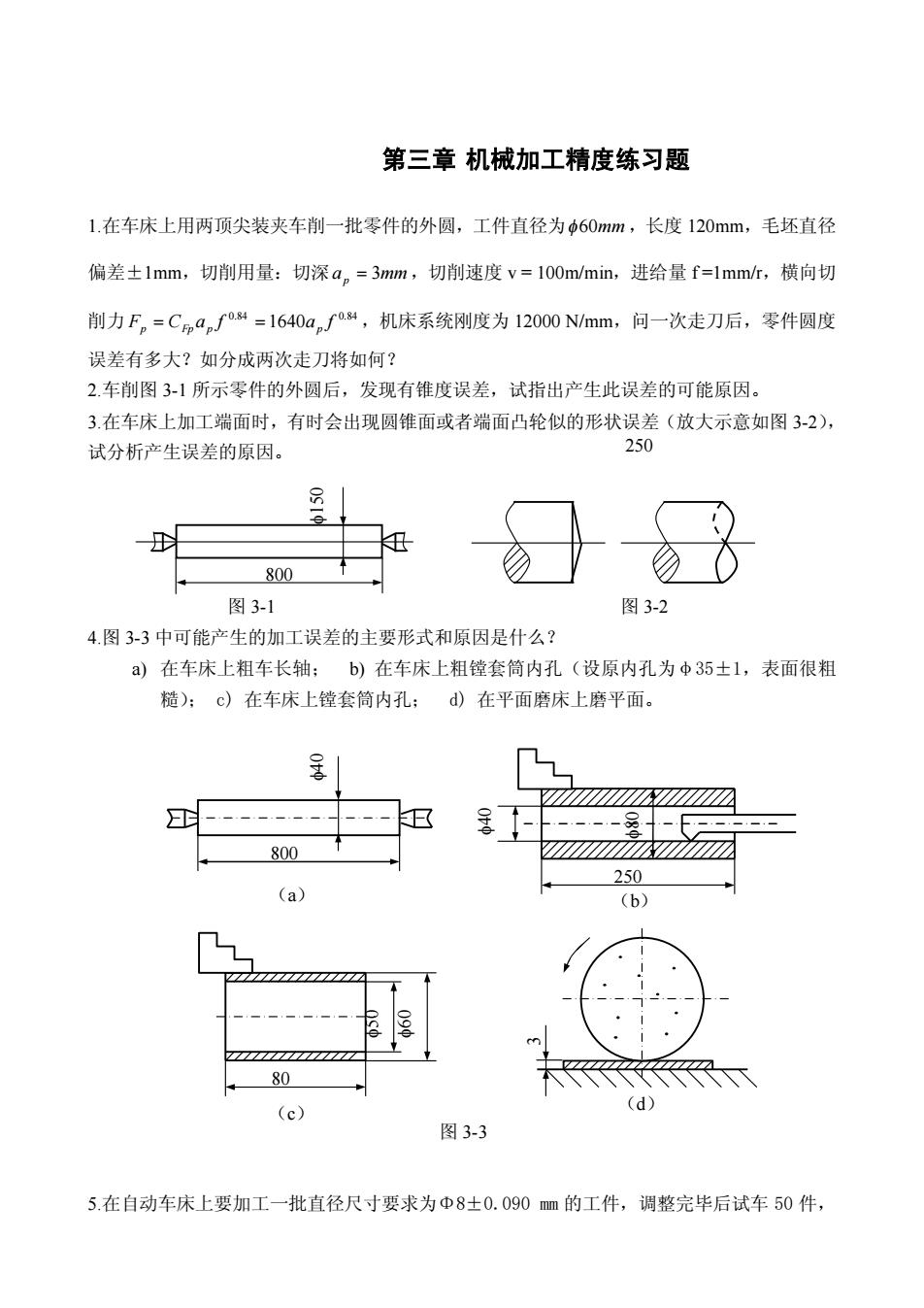
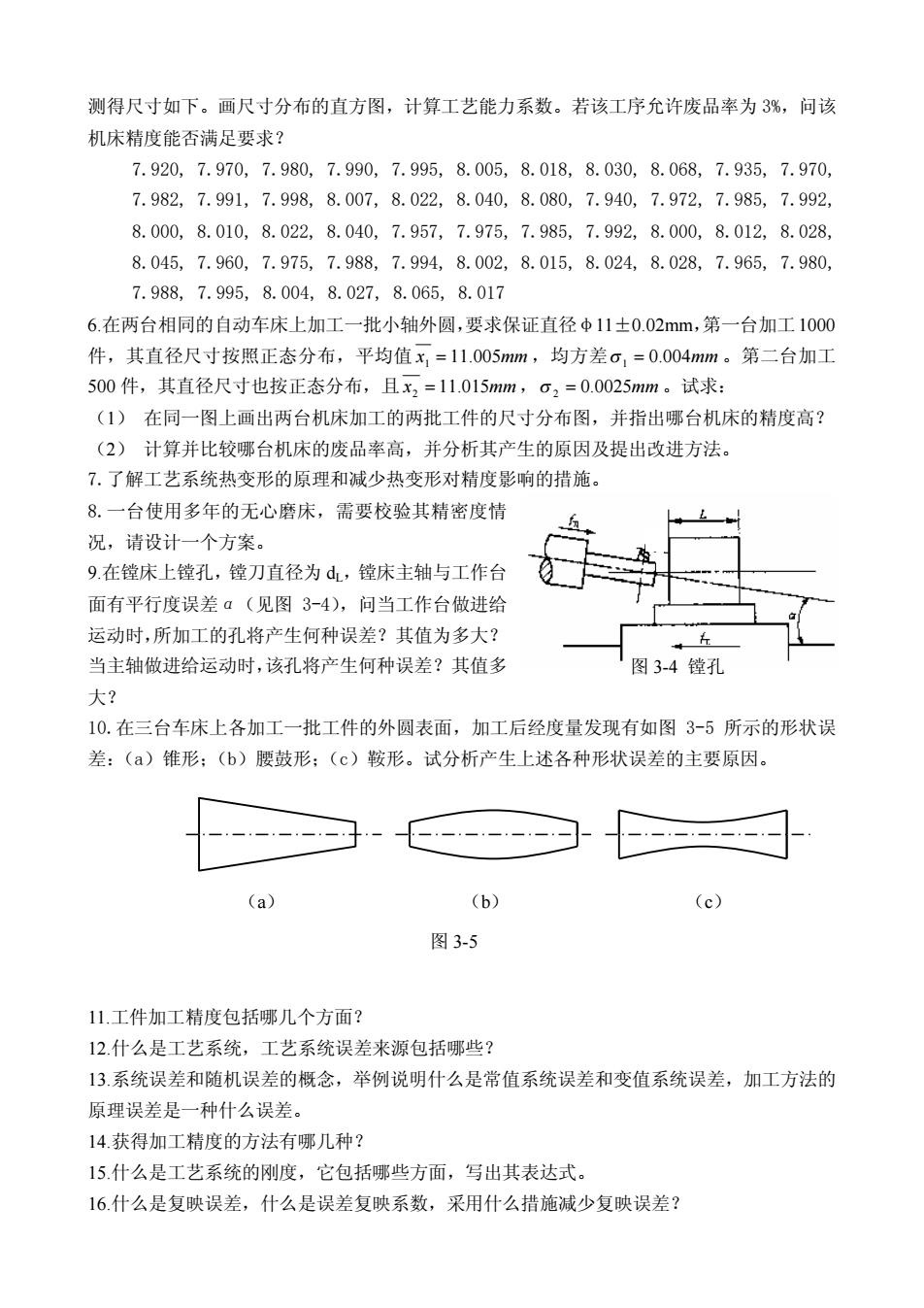
第三章 机械加工精度练习题 1.在车床上用两顶尖装夹车削一批零件的外圆,工件直径为f60mm ,长度 120mm,毛坯直径 偏差±1mm,切削用量:切深ap = 3mm,切削速度 v = 100m/min,进给量 f =1mm/r,横向切 削力 0.84 0.84 F C a f 1640a f p = Fp p = p ,机床系统刚度为 12000 N/mm,问一次走刀后,零件圆度 误差有多大?如分成两次走刀将如何? 2.车削图 3-1 所示零件的外圆后,发现有锥度误差,试指出产生此误差的可能原因。 3.在车床上加工端面时,有时会出现圆锥面或者端面凸轮似的形状误差(放大示意如图 3-2), 试分析产生误差的原因。 图 3-1 图 3-2 4.图 3-3 中可能产生的加工误差的主要形式和原因是什么? a) 在车床上粗车长轴; b) 在车床上粗镗套筒内孔(设原内孔为φ35±1,表面很粗 糙); c) 在车床上镗套筒内孔; d) 在平面磨床上磨平面。 5.在自动车床上要加工一批直径尺寸要求为Φ8±0.090 mm 的工件,调整完毕后试车 50 件, 250 800 f15 0 图 3-3 800 f 4 0 f 4 0 f 8 0 250 80 f 5 0 f 6 0 (a) (b) (c) 3 (d)
测得尺寸如下。画尺寸分布的直方图,计算工艺能力系数。若该工序允许废品率为3%,问该机床精度能否满足要求?7.920,7.970,7.980,7.990,7.995,8.005,8.018,8.030,8.068,7.935,7.9707.982,7.991,7.998,8.007,8.022,8.040,8.080,7.940,7.972,7.985,7.9928.0008.010,8.022,8.040,7.957、7.975,7.985,7.992,8.0008.012、8.0288.045,7.960,7.975,7.988,7.994,8.002,8.015,8.024,8.028,7.965,7.980,7.988,7.995,8.004,8.027,8.065,8.0176.在两台相同的自动车床上加工一批小轴外圆,要求保证直径Φ11土0.02mm,第一台加工1000件,其直径尺寸按照正态分布,平均值x,=11.005mm,均方差,=0.004mm。第二台加工500件,其直径尺寸也按正态分布,且x,=11.015mm,,=0.0025mm。试求:(1)在同一图上画出两台机床加工的两批工件的尺寸分布图,并指出哪台机床的精度高?(2)计算并比较哪台机床的废品率高,并分析其产生的原因及提出改进方法。7.了解工艺系统热变形的原理和减少热变形对精度影响的措施。8.一台使用多年的无心磨床,需要校验其精密度情质况,请设计一个方案。9.在床上镗孔,镗刀直径为d,镗床主轴与工作台面有平行度误差α(见图3-4),问当工作台做进给运动时,所加工的孔将产生何种误差?其值为多大?H当主轴做进给运动时,该孔将产生何种误差?其值多图3-4镗孔大?10.在三台车床上各加工一批工件的外圆表面,加工后经度量发现有如图3-5所示的形状误差:(a)锥形:(b)腰鼓形:(c)鞍形。试分析产生上述各种形状误差的主要原因。(b)(c)(a)图3-511.工件加工精度包括哪几个方面?12.什么是工艺系统,工艺系统误差来源包括哪些?13.系统误差和随机误差的概念,举例说明什么是常值系统误差和变值系统误差,加工方法的原理误差是一种什么误差。14.获得加工精度的方法有哪几种?15.什么是工艺系统的刚度,它包括哪些方面,写出其表达式。16.什么是复映误差,什么是误差复映系数,采用什么措施减少复映误差?
测得尺寸如下。画尺寸分布的直方图,计算工艺能力系数。若该工序允许废品率为 3%,问该 机床精度能否满足要求? 7.920, 7.970, 7.980, 7.990, 7.995, 8.005, 8.018, 8.030, 8.068, 7.935, 7.970, 7.982, 7.991, 7.998, 8.007, 8.022, 8.040, 8.080, 7.940, 7.972, 7.985, 7.992, 8.000, 8.010, 8.022, 8.040, 7.957, 7.975, 7.985, 7.992, 8.000, 8.012, 8.028, 8.045, 7.960, 7.975, 7.988, 7.994, 8.002, 8.015, 8.024, 8.028, 7.965, 7.980, 7.988, 7.995, 8.004, 8.027, 8.065, 8.017 6.在两台相同的自动车床上加工一批小轴外圆,要求保证直径φ11±0.02mm,第一台加工1000 件,其直径尺寸按照正态分布,平均值 x1 = 11.005mm ,均方差s1 = 0.004mm 。第二台加工 500 件,其直径尺寸也按正态分布,且 x2 = 11.015mm ,s 2 = 0.0025mm 。试求: (1) 在同一图上画出两台机床加工的两批工件的尺寸分布图,并指出哪台机床的精度高? (2) 计算并比较哪台机床的废品率高,并分析其产生的原因及提出改进方法。 7.了解工艺系统热变形的原理和减少热变形对精度影响的措施。 8.一台使用多年的无心磨床,需要校验其精密度情 况,请设计一个方案。 9.在镗床上镗孔,镗刀直径为 dL,镗床主轴与工作台 面有平行度误差α(见图 3-4),问当工作台做进给 运动时,所加工的孔将产生何种误差?其值为多大? 当主轴做进给运动时,该孔将产生何种误差?其值多 大? 10.在三台车床上各加工一批工件的外圆表面,加工后经度量发现有如图 3-5 所示的形状误 差:(a)锥形;(b)腰鼓形;(c)鞍形。试分析产生上述各种形状误差的主要原因。 11.工件加工精度包括哪几个方面? 12.什么是工艺系统,工艺系统误差来源包括哪些? 13.系统误差和随机误差的概念,举例说明什么是常值系统误差和变值系统误差,加工方法的 原理误差是一种什么误差。 14.获得加工精度的方法有哪几种? 15.什么是工艺系统的刚度,它包括哪些方面,写出其表达式。 16.什么是复映误差,什么是误差复映系数,采用什么措施减少复映误差? (a) (b) (c) 图 3-5 图 3-4 镗孔

17.什么是工艺能力系数,它的意义是什么,如何根据工艺能力系数调整加工工艺方法及设备?
17.什么是工艺能力系数,它的意义是什么,如何根据工艺能力系数调整加工工艺方法及设 备?