性、性、4.表面质量影响零件的强度和零件机械制造工艺学课程试卷四性质。间的一、选择题(1×10=10分)5.磨削加工时,提高砂轮速度可使加工表面粗糙度提高工件速度可1. ()加工是一种易引起工件表面金相组织变化的加工方法。使加工表面粗糙度增大砂轮粒度号数,可使加工表面粗糙a.车削b.铣削c.磨削d.钻削,提高砂轮修整时工作台速度,可使加工表面粗糙度)的形状精度有影响。2.车床主轴的纯轴向审动对(6.在卧式镗床上对箱体零件进行镗孔加工,采用刚性镗杆时,由于镗杆与主轴是a.车削内外圆b.车削退刀槽c.车内外螺纹连接,镗杆的回转精度取决于的回转精度。采用浮动镗杆与模夹具时,3.自位支承的作用是()连接,鐘杆的回转精度不受回转精度的影由于镗杆与主轴为响,主要受a.定位b.增加支承刚度c.引导刀具d.夹紧孔形状精度的影响。4.封闭环的公差是()。7.在切削加工中,若切削热不多,加工表面以冷态塑性变形为主,将产生残余a.最大b.最小应力。c.既不是最大也不是最小等于5.为保证加工精度,选择加工方法必须保证定位误差()工件相应的公差。8.自激振动系统维持稳定振动的条件为b.小于精度和精度:a.大于c.大于等于d.小于等于9.机械加工精度主要包括精度:)。6.工件在夹具中定位时,过定位是(10.因毛坏尺寸不一致而导致的误差属于因机床导轨偏斜而导致的夹a.正确的尽量避免b.不正确的c.紧误差属于:加工过程中,因刀具磨损而导致的误差属于).7.斜模,圆偏心,螺旋夹紧机构中,增力倍数最大的是(三、在卧式床上加工箱体内孔时,可采用图示的各种方案:如镗杆进给(图b):a.斜模b.圆偏心c.螺旋夹紧机构工件进给,镗杆加后支承(图c):镗杆进给,并加后支承(图d):采用镗模夹具8.定位误差产生的原因是由于()引起的工件进给(图e)等。若只考虑镗杆受切削力变形的影响时,试分析各种方案加工a.夹紧变形b.基准不统一c.基准不重合和基准的制造误差d.热变形后箱体孔的加工误差。(4×2.5=10分))9.圆偏心夹紧机构自锁条件是(b.D≥(14~20)eD≤(14~20)ea.贵d.iC.10.误差复映系数表示了加工后的工件误差和加工前的毛坏误差之间的比例关K系,工艺系统的刚度越高:则误差复映系数().a.不变b.越大c.越小二、填空题(30×0.5=15分)1.正态分布曲线的决定于均方差o,愈大,加工精度愈可以用。值的大小代表加工方法和加工设备的2.成组技术的原理是变形产3.加工表面层的物理、机械性能的变化,主要有加工表面层因生的硬化:由切削或磨削引起的组织变化:因力。力或热作用产生的第1页教研室主任签字:本试看其2张年月日
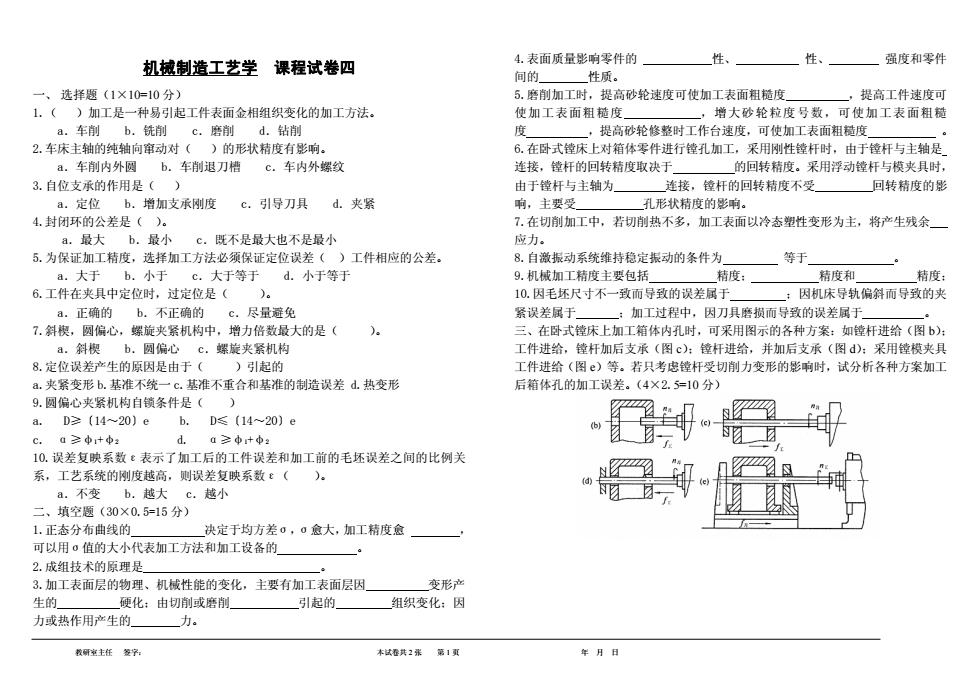
教研室主任 签字: 本试卷共 2 张 第 1 页 年 月 日 机械制造工艺学 课程试卷四 一、 选择题(1×10=10 分) 1.( )加工是一种易引起工件表面金相组织变化的加工方法。 a.车削 b.铣削 c.磨削 d.钻削 2.车床主轴的纯轴向窜动对( )的形状精度有影响。 a.车削内外圆 b.车削退刀槽 c.车内外螺纹 3.自位支承的作用是( ) a.定位 b.增加支承刚度 c.引导刀具 d.夹紧 4.封闭环的公差是( )。 a.最大 b.最小 c.既不是最大也不是最小 5.为保证加工精度,选择加工方法必须保证定位误差( )工件相应的公差。 a.大于 b.小于 c.大于等于 d.小于等于 6.工件在夹具中定位时,过定位是( )。 a.正确的 b.不正确的 c.尽量避免 7.斜楔,圆偏心,螺旋夹紧机构中,增力倍数最大的是( )。 a.斜楔 b.圆偏心 c.螺旋夹紧机构 8.定位误差产生的原因是由于( )引起的 a.夹紧变形 b.基准不统一 c.基准不重合和基准的制造误差 d.热变形 9.圆偏心夹紧机构自锁条件是( ) a. D≥〔14~20〕e b. D≤〔14~20〕e c. α≥φ1+φ2 d. α≥φ1+φ2 10.误差复映系数ε表示了加工后的工件误差和加工前的毛坯误差之间的比例关 系,工艺系统的刚度越高,则误差复映系数ε( )。 a.不变 b.越大 c.越小 二、填空题(30×0.5=15 分) 1.正态分布曲线的 决定于均方差σ,σ愈大,加工精度愈 , 可以用σ值的大小代表加工方法和加工设备的 。 2.成组技术的原理是 。 3.加工表面层的物理、机械性能的变化,主要有加工表面层因 变形产 生的 硬化;由切削或磨削 引起的 组织变化;因 力或热作用产生的 力。 4.表面质量影响零件的 性、 性、 强度和零件 间的 性质。 5.磨削加工时,提高砂轮速度可使加工表面粗糙度 ,提高工件速度可 使加工表面粗糙度 ,增大砂轮粒度号数,可使加工表面粗糙 度 ,提高砂轮修整时工作台速度,可使加工表面粗糙度 。 6.在卧式镗床上对箱体零件进行镗孔加工,采用刚性镗杆时,由于镗杆与主轴是 连接,镗杆的回转精度取决于 的回转精度。采用浮动镗杆与模夹具时, 由于镗杆与主轴为 连接,镗杆的回转精度不受 回转精度的影 响,主要受 孔形状精度的影响。 7.在切削加工中,若切削热不多,加工表面以冷态塑性变形为主,将产生残余 应力。 8.自激振动系统维持稳定振动的条件为 等于 。 9.机械加工精度主要包括 精度; 精度和 精度; 10.因毛坯尺寸不一致而导致的误差属于 ;因机床导轨偏斜而导致的夹 紧误差属于 ;加工过程中,因刀具磨损而导致的误差属于 。 三、在卧式镗床上加工箱体内孔时,可采用图示的各种方案:如镗杆进给(图 b); 工件进给,镗杆加后支承(图 c);镗杆进给,并加后支承(图 d);采用镗模夹具 工件进给(图 e)等。若只考虑镗杆受切削力变形的影响时,试分析各种方案加工 后箱体孔的加工误差。(4×2.5=10 分)
四、如图所示用螺杆夹紧直径中100mm工件,已知切削力矩M=3N.m,A、B、C点处七、下图所示为滚齿时齿坏的定位及夹具简图。试分析各定位元件所限制的不定度(自由度),并分析的摩擦系数为μ=μ=μc=0.18,定位工件的V形块α=90°。者夹紧螺杆为M12×1.75(中径d=10.86mm)手柄直径为Φ62mm:施于手柄上的力P=80N,螺钉螺母间摩该定位方案是否合理。(10分)擦系数μ,=0.15,试分析此夹紧力是否可靠[三角形螺纹的中,=arctg(1.15tg中)1(15分)八、试拟定下图所示零件的机械加工艺路线(包括每道工序含儿个工步)。112×1.75生产规模为成批生产。(10分)已知该工件的毛坏为铸件(孔未铸出),+159*8uT023五、工件定位如图所示,已知D~mD02e8d~试分析计算工序尺寸A的定位误30差。(15分)[0.A六、图示轴套零件,在车床上已加工好外圆,内孔及各面,现须在铣床上铣工序号机床工序内容(写到工步)定位基准出右端槽,并保证尺寸5~00及26±0.2,试求切槽的工序尺寸A、H。(15分)26 ± 0. 22.3410'0.0520±0.150-0.1教研室主任签字:本试春共2张第2页年月日
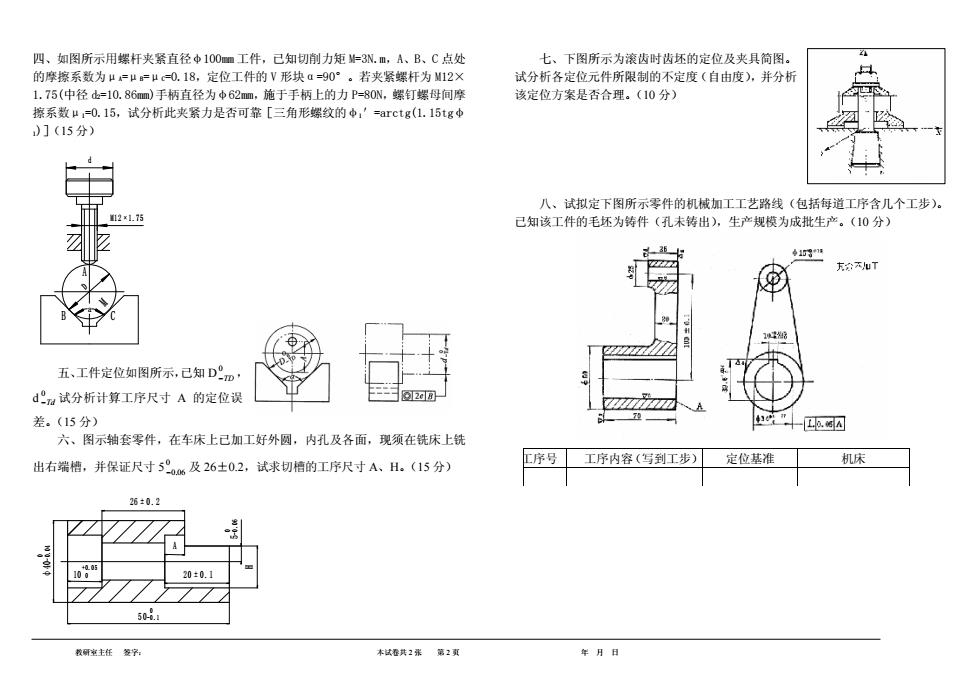
教研室主任 签字: 本试卷共 2 张 第 2 页 年 月 日 四、如图所示用螺杆夹紧直径φ100mm 工件,已知切削力矩 M=3N.m,A、B、C 点处 的摩擦系数为μA=μB=μC=0.18,定位工件的 V 形块α=90°。若夹紧螺杆为 M12× 1.75(中径 d2=10.86mm)手柄直径为φ62mm,施于手柄上的力 P=80N,螺钉螺母间摩 擦系数μ1=0.15,试分析此夹紧力是否可靠[三角形螺纹的φ1'=arctg(1.15tgφ 1)](15 分) d M12×1.75 D a M A B C 五、工件定位如图所示,已知 D 0 -TD , d 0 -Td 试分析计算工序尺寸 A 的定位误 差。(15 分) 六、图示轴套零件,在车床上已加工好外圆,内孔及各面,现须在铣床上铣 出右端槽,并保证尺寸 5 0 -0.06 及 26±0.2,试求切槽的工序尺寸 A、H。(15 分) 1 0 2 0±0 . 1 + 0.05 φ 0 40 0 -0 .04 H 5 0 0 -0 . 1 A 26±0.2 5 0 -0.06 七、下图所示为滚齿时齿坯的定位及夹具简图。 试分析各定位元件所限制的不定度(自由度),并分析 该定位方案是否合理。(10 分) 八、试拟定下图所示零件的机械加工工艺路线(包括每道工序含几个工步)。 已知该工件的毛坯为铸件(孔未铸出),生产规模为成批生产。(10 分) 工序号 工序内容(写到工步) 定位基准 机床