提高砂轮修整时工作台速度,可使加工表面粗度机械制造工艺学课程试卷七8.选择粗基准的出发点是为后续工序提供合适的水保证各加工表面的、是非题(对的打“/”,错的打“×")(11×1分-11分)的表面为粗基准,9.对于有较多加工表面的工件,应选毛坏上以保证各加工表面都有员号:11234567819和10.排列切削加工工序时应遵循的原则是答11.经济精度是在条件下,所能保证的公差等级。()1.零件表面残余应力为压应力时,可提高零件的疲劳强度。三、单项选择(20×1分=20分)()2.多品种、中小批量生产日渐成为制造业的主流生产方式。()3.在加工工序中用作工件定位的基准称为工序基准。路号()4.抛光加工的目的主要是减小加工表面的粗糙度。答章()5.过定位系指工件实际被限制的自由度数多于工件加工所必须限制的自由度数。号1115192012161718K14C)6工件加工时,采用完全定位、不完全定位都是允许的。答章()7.在工艺成本中可变费用是与年产量无关的费用。)卡片。1.简要说明零件加工所经过的工艺路线的是(C)8附加基准是起辅助定位作用的基准。A机械加工工艺过程B.机械加工工序C。机床调整D。检验)9..工艺规程制定的原则就是加工精度越高越好。2.车床主轴的纯轴向窜动对()的形状精度没有影响。)10.工件的内应力不影响加工精度A.车削内外圆B.车削端平面C.车内外螺纹()11.零件表面粗糙度值越小,表面磨损越小。3.自位支承的作用是()二、填空题(30×0.5=15分)A.定位B.增加支承刚度C.引导刀具D.夹紧1.常见的定位方式主要有:工件以定位,工件以4.封闭环的公差是()。定位,工件以定位,工件以定位。2.工件以圆柱孔定位时,常见的定位元件有B.最小A.最大C.既不是最大也不是最小四种。5.工件在夹具中定位时,过定位是()。3.辅助支承是在加工时用来增加工件的和A.正确的B.不正确的C.尽量避免工件的自由度。的活动元件,它7.斜楔,圆偏心,螺旋夹紧机构中,增力倍数最大的是()。和当加工精4.外圆表面常用的加工方法是A.斜楔B.圆偏心C.螺旋夹紧机构度要求较高和表面粗糙度要求较小时,则应采用加工方法。8、误差复映系数e表示了加工后的工件误差和加工前的毛坏误差之间的比例关精车后尺寸精度可达5,粗车后工件的尺寸精度可达系,工艺系统的刚度越高,则误差复映系数e()。6.将原始误差对加工精度影响最大的方向称为方向,A.不变B.越大C.越小般说来,也是被加工表面廓形的方向。9、原始误差是指产生加工误差的"源误差”,即()。7磨削加工时,提高砂轮速度可使加工表面粗糙度提高工件速度可A机床误差B夹具误差C刀具误差D工艺系统误差使加工表面粗糙度增大砂轮粒度号数,可使加工表面粗糙度)10、误差的敏感方向是(年月日教研室主任签字:本试看其2张第1页
教研室主任 签字: 本试卷共 2 张 第 1 页 年 月 日 机械制造工艺学 课程试卷七 一、是非题(对的打“√”,错的打“×”)(11×1 分=11 分) ( )1. 零件表面残余应力为压应力时,可提高零件的疲劳强度。 ( )⒉多品种、中小批量生产日渐成为制造业的主流生产方式。 ( )3. 在加工工序中用作工件定位的基准称为工序基准。 ( )4. 抛光加工的目的主要是减小加工表面的粗糙度。 ( )⒌过定位系指工件实际被限制的自由度数多于工件加工所必须限制的自由 度数。 ( )6.工件加工时,采用完全定位、不完全定位都是允许的。 ( )7. 在工艺成本中可变费用是与年产量无关的费用。 ( )8 附加基准是起辅助定位作用的基准。 ( )9. .工艺规程制定的原则就是加工精度越高越好。 ( )⒑工件的内应力不影响加工精度 ( )11. 零件表面粗糙度值越小,表面磨损越小。 二、填空题(30×0.5=15 分) 1.常见的定位方式主要有:工件以 定位,工件以 定位,工件以 定位,工件以 定位。 2.工件以圆柱孔定位时,常见的定位元件有 、___ _______、___________、_________四种。 3.辅助支承是在加工时用来增加工件的_______和________ __的活动元件,它__________工件的自由度。 4.外圆表面常用的加工方法是 和 ,当加工精 度要求较高和表面粗糙度要求较小时,则应采用 加工方法。 5.粗车后工件的尺寸精度可达________,精车后尺寸精度可达__ ___。 6.将原始误差对加工精度影响最大的方向称为 方向,一 般说来,也是被加工表面廓形的 方向。 7.磨削加工时,提高砂轮速度可使加工表面粗糙度 ,提高工件速度可 使加工表面粗糙度 ,增大砂轮粒度号数,可使加工表面粗糙度 , 提高砂轮修整时工作台速度,可使加工表面粗糙度 。 8.选择粗基准的出发点是为后续工序提供合适的___________ _,保证各加工表面的_____________并___________。 9.对于有较多加工表面的工件,应选毛坯上 的表面为粗基准, 以保证各加工表面都有 。 10.排列切削加工工序时应遵循的原则是 、 、 和 。 11.经济精度是在 条件下,所能保证的公差等级。 三、单项选择(20×1 分=20 分) 1. 简要说明零件加工所经过的工艺路线的是( )卡片。 A.机械加工工艺过程 B.机械加工工序 C。机床调整 D。检验 2.车床主轴的纯轴向窜动对( )的形状精度没有影响。 A.车削内外圆 B.车削端平面 C.车内外螺纹 3.自位支承的作用是( ) A.定位 B.增加支承刚度 C.引导刀具 D.夹紧 4.封闭环的公差是( )。 A.最大 B.最小 C.既不是最大也不是最小 5. 工件在夹具中定位时,过定位是( )。 A.正确的 B.不正确的 C.尽量避免 7.斜楔,圆偏心,螺旋夹紧机构中,增力倍数最大的是( )。 A.斜楔 B.圆偏心 C.螺旋夹紧机构 8、误差复映系数ε表示了加工后的工件误差和加工前的毛坯误差之间的比例关 系,工艺系统的刚度越高,则误差复映系数ε( )。 A.不变 B.越大 C.越小 9、原始误差是指产生加工误差的“源误差”,即( )。 A 机床误差 B 夹具误差 C 刀具误差 D 工艺系统误差 10、误差的敏感方向是( )。 题号 1 2 3 4 5 6 7 8 9 10 答案 题号 1 2 3 4 5 6 7 8 9 10 答案 题号 11 12 13 14 15 16 17 18 19 20 答案
A主运动方向B进给运动方向C过刀尖的加工表面的法向D过刀尖五、图示齿轮轴截面图,要求保证轴径尺寸的加工表面的切向28mm和键深4g0mm。其工y11、镗床主轴采用滑动轴承时,影响主轴回转精度的最主要因素是(A轴承孔的圆度误差B主轴轴径的圆度误差C轴径与轴承孔的间隙X艺过程为;1)车外圆至28%o.omm:2)铣D切削力的大小)传动。12、为减小传动元件对传动精度的影响,应采用(键槽槽深至尺寸H:3)热处理:4)磨外圆A升速B降速C等速D变速$28二3F04)元件误差对加工误差影响最大。13、通常机床传动链的(至尺寸28mm。试求工序尺寸 H 及A首端B末端C中间D两端)14、工艺系统刚度等于工艺系统各组成环节刚度(其极限偏差。(16分)A之和B倒数之和C之和的倒数D倒数之和的倒数)按实体所估算的刚度。15、机床部件的实际刚度(六、图示小轴工序尺寸及公差的确定,加工过程:下料一车端面一钻中A大于B等于C小于D远小于心一一租车外圆一一精车外圆一一磨削外圆。试确定各工序尺寸及其偏差、手).16、车削加工中,大部分切削热(坏尺寸及粗车余量,并填入表中。(8分)A传给工件B传给刀具C传给机床D被切屑所带走工经济17、磨削加工中,大部分磨削热()。工库名称工序余承工序基本尺寸工序尺寸及偏差加工精度A传给工件B传给刀具C传给机床D被磨屑所带走).18、为了减小机床零部件的热变形,在零部件设计上应注意(ORA加大截面积B减小长径比C采用开式结构D采用热对称结构E19、为以后的工序提供定位基准的阶段是()。A.粗加工阶段B.半精加工阶段C.精加工阶段L320、重型机械或专用设备的制造属于()。C成批生产A:单件生产B大量生产0.3磨削IT7 (0.021)四、简答题(3×10分=30分)1.试说明磨削外圆时使用死顶尖的目的是什么?精车0.8IT10 (0.084)粗车1.9IT12(0.210)2.简述“毛坏误差复映规律”和减小毛坏误差时加工精度影响的措施。毛还3.0IT14 (1.0)3.什么是工序?工序是由哪些工艺过程组成的?划分工序的依据是什么?t教研室主任签字:本达春共2张第2页年月
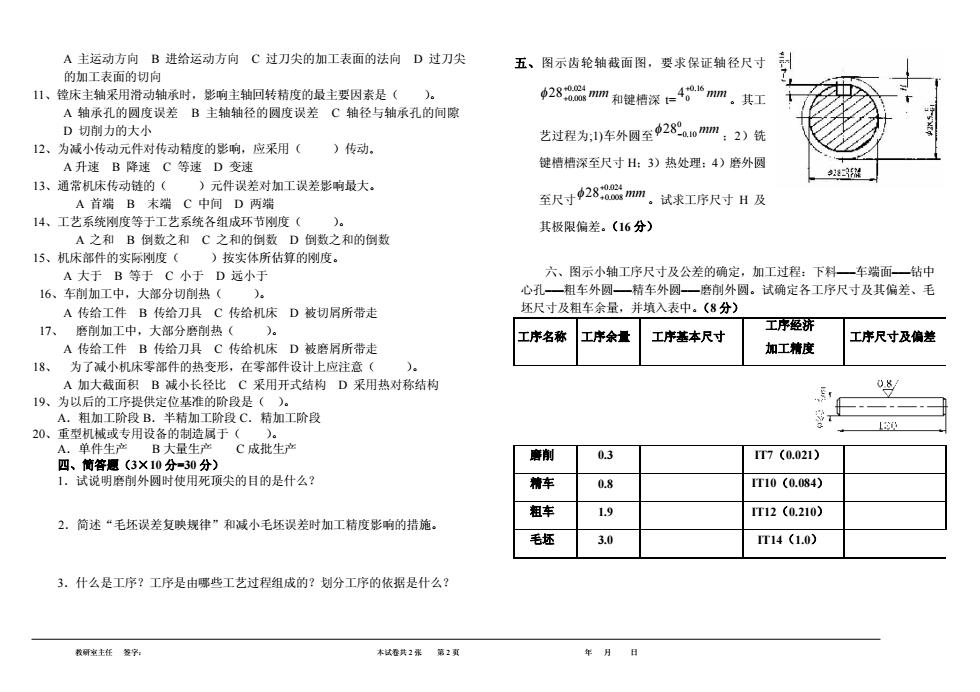
教研室主任 签字: 本试卷共 2 张 第 2 页 年 月 日 A 主运动方向 B 进给运动方向 C 过刀尖的加工表面的法向 D 过刀尖 的加工表面的切向 11、镗床主轴采用滑动轴承时,影响主轴回转精度的最主要因素是( )。 A 轴承孔的圆度误差 B 主轴轴径的圆度误差 C 轴径与轴承孔的间隙 D 切削力的大小 12、为减小传动元件对传动精度的影响,应采用( )传动。 A 升速 B 降速 C 等速 D 变速 13、通常机床传动链的( )元件误差对加工误差影响最大。 A 首端 B 末端 C 中间 D 两端 14、工艺系统刚度等于工艺系统各组成环节刚度( )。 A 之和 B 倒数之和 C 之和的倒数 D 倒数之和的倒数 15、机床部件的实际刚度( )按实体所估算的刚度。 A 大于 B 等于 C 小于 D 远小于 16、车削加工中,大部分切削热( )。 A 传给工件 B 传给刀具 C 传给机床 D 被切屑所带走 17、 磨削加工中,大部分磨削热( )。 A 传给工件 B 传给刀具 C 传给机床 D 被磨屑所带走 18、 为了减小机床零部件的热变形,在零部件设计上应注意( )。 A 加大截面积 B 减小长径比 C 采用开式结构 D 采用热对称结构 19、为以后的工序提供定位基准的阶段是( )。 A.粗加工阶段 B.半精加工阶段 C.精加工阶段 20、重型机械或专用设备的制造属于( )。 A.单件生产 B 大量生产 C 成批生产 四、简答题(3×10 分=30 分) 1.试说明磨削外圆时使用死顶尖的目的是什么? 2.简述“毛坯误差复映规律”和减小毛坯误差时加工精度影响的措施。 3.什么是工序?工序是由哪些工艺过程组成的?划分工序的依据是什么? 五、图示齿轮轴截面图,要求保证轴径尺寸 mm 0.024 0.008 28+ f + 和键槽深 t= mm 0.16 0 4 + 。其工 艺过程为;1)车外圆至 mm 0 0.10 28 f - ;2)铣 键槽槽深至尺寸 H;3)热处理;4)磨外圆 至尺寸 mm 0.024 0.008 28+ f + 。试求工序尺寸 H 及 其极限偏差。(16 分) 六、图示小轴工序尺寸及公差的确定,加工过程:下料–––车端面–––钻中 心孔–––粗车外圆–––精车外圆–––磨削外圆。试确定各工序尺寸及其偏差、毛 坯尺寸及粗车余量,并填入表中。(8 分) 工序名称 工序余量 工序基本尺寸 工序经济 加工精度 工序尺寸及偏差 磨削 0.3 IT7(0.021) 精车 0.8 IT10(0.084) 粗车 1.9 IT12(0.210) 毛坯 3.0 IT14(1.0)