和力学性能,常用的最终热处理方法有机械制造工艺学课程试卷八9.磨削加工时,提高砂轮速度可使加工表面粗糙度提高工件速度,增大砂轮粒度号数,可使加工表面粗糙度可使加工表面粗精度、是非题(对的打“V”,错的打“×")(10×1分=10分)提高砂轮修整时工作台速度,可使加工表面粗糙度员号:23456112789的10.若主轴轴承为滑动轴承,影响车床主轴径向跳动的主要因素,为圆度误差,影响键床主轴径向跳动的主要因素,则为的圆度误差。答素11.成批生产中,零件单件时间定额包括、休息和生理需要的时间。()1.工件在夹具定位中,凡是有六个定位支承点,即为完全定位,凡是超过12.经济精度是在条件下,所能保证的公差等级。六个定位支承点就是过定位。)2.钻床夹具也简称为钻模板。三、单项选择(10×1分=10分)()3.夹具的对定就是夹具定位表面相对刀具及切削成形运动处于正确的位置。()4,粗基准因为其定位精度低,因此绝对不允许重复使用。期号()5.对普通机床来说,其导轨在水平面内的直线度误差可以忽略。答景()6.工艺规程制定的原则就是加工精度越高越好。()7辅助支承只限制一个不定度,一般常用作第三基准。1.自位支承的作用是()()8.圆偏心的升角是变化的,故来紧力也是变化的。A.定位B.增加支承刚度C.引导刀具D.夹紧()9.工件在夹具中定位时,应尽量避免过定位及欠定位。2.封闭环的公差是()。)10.加工表面层产生的残余压应力,能提高零件的疲劳强度。A.最大B.最小C.既不是最大也不是最小二、填空题(36×0.5-18分)).3、重型机械或专用设备的制造属于(1.表现质量对零件使用性能的影响表现在四个方面,即对的影响,对A.单件生产B大量生产C成批生产的影响,对的影响,对的影响。4、误差复映系数表示了加工后的工件误差和加工前的毛坏误差之间的比例关和来衡量。2.机械加工表面质量常用系,工艺系统的刚度越高,则误差复映系数e()。3,将零件加工的全部工步尽可能集中在少数工序内完成,叫A.不变B.越大C.越小做将零件加工的全部工步分散在较多工序内完成,叫5、误差的敏感方向是(做A主运动方向B进给运动方向C过刀尖的加工表面的法向D过刀尖4.选择粗基准的出发点是为后续工序提供合适的,保证各加工表面的并的加工表面的切向5.对于有较多加工表面的工件,应选毛坏上的表面为粗基准,6、为以后的工序提供定位基准的阶段是()。以保证各加工表面都有A,粗加工阶段B半精加工阶段C.精加工阶段的6.选择加工方法时要考虑被加工材料的性质,例如:率火钢必须用7、为减小传动元件对传动精度的影响,应采用()传动。方法加工,有色金属则必须用的方法加工。A升速B降速C等速D变速7.排列切削加工工序时应遵循的原则是)。8、工艺系统刚度等于工艺系统各组成环节刚度(和A之和B倒数之和C之和的倒数D倒数之和的倒数和等8最终热处理的目的主要是提高零件材料的9、磨削加工中、大部分磨削热(教研室主任签字:本达春共2张第1页年月日
教研室主任 签字: 本试卷共 2 张 第 1 页 年 月 日 机械制造工艺学 课程试卷八 一、是非题(对的打“√”,错的打“×”)(10×1 分=10 分) ( )⒈工件在夹具定位中,凡是有六个定位支承点,即为完全定位,凡是超过 六个定位支承点就是过定位。 ( )⒉钻床夹具也简称为钻模板。 ( )⒊夹具的对定就是夹具定位表面相对刀具及切削成形运动处于正确的位置。 ( )4. 粗基准因为其定位精度低,因此绝对不允许重复使用。 ( )5. .对普通机床来说,其导轨在水平面内的直线度误差可以忽略。 ( )6.工艺规程制定的原则就是加工精度越高越好。 ( )7 辅助支承只限制一个不定度,一般常用作第三基准。 ( )⒏圆偏心的升角是变化的,故夹紧力也是变化的。 ( )⒐工件在夹具中定位时,应尽量避免过定位及欠定位。 ( )⒑加工表面层产生的残余压应力,能提高零件的疲劳强度。 二、填空题(36×0.5=18 分) 1.表现质量对零件使用性能的影响表现在四个方面,即对 的影响,对 的影响,对 的影响,对 的影响。 2.机械加工表面质量常用 和 来衡量。 3 . 将 零 件 加 工的全 部 工 步 尽 可 能 集 中 在 少 数 工 序 内 完 成 , 叫 做. ,将零件加工的全部工步分散在较多工序内完成,叫 做 。 4.选择粗基准的出发点是为后续工序提供合适的 ,保证各加工表面 的 并 。 5.对于有较多加工表面的工件,应选毛坯上 的表面为粗基准, 以保证各加工表面都有 。 6.选择加工方法时要考虑被加工材料的性质,例如:淬火钢必须用 的 方法加工,有色金属则必须用 的方法加工。 7.排列切削加工工序时应遵循的原则是 、 、 和 。 8.最终热处理的目的主要是提高零件材料的 、 和 等 力学性能 ,常用的最终热处理方法有_ 、 、 和 。 9.磨削加工时,提高砂轮速度可使加工表面粗糙度 ,提高工件速度 可使加工表面粗糙度 ,增大砂轮粒度号数,可使加工表面粗糙度 , 提高砂轮修整时工作台速度,可使加工表面粗糙度 。 10.若主轴轴承为滑动轴承,影响车床主轴径向跳动的主要因素,为 的 圆度误差,影响镗床主轴径向跳动的主要因素,则为 的圆度误差。 11.成批生产中,零件单件时间定额包括 、 、 、休 息和生理需要的时间。 12.经济精度是在 条件下,所能保证的公差等级。 三、单项选择(10×1 分=10 分) 1. 自位支承的作用是( ) A.定位 B.增加支承刚度 C.引导刀具 D.夹紧 2.封闭环的公差是( )。 A.最大 B.最小 C.既不是最大也不是最小 3、重型机械或专用设备的制造属于( )。 A.单件生产 B 大量生产 C 成批生产 4、误差复映系数ε表示了加工后的工件误差和加工前的毛坯误差之间的比例关 系,工艺系统的刚度越高,则误差复映系数ε( )。 A.不变 B.越大 C.越小 5、误差的敏感方向是( )。 A 主运动方向 B 进给运动方向 C 过刀尖的加工表面的法向 D 过刀尖 的加工表面的切向 6、为以后的工序提供定位基准的阶段是( )。 A.粗加工阶段 B.半精加工阶段 C.精加工阶段 7、为减小传动元件对传动精度的影响,应采用( )传动。 A 升速 B 降速 C 等速 D 变速 8、工艺系统刚度等于工艺系统各组成环节刚度( )。 A 之和 B 倒数之和 C 之和的倒数 D 倒数之和的倒数 9、磨削加工中,大部分磨削热( )。 题号 1 2 3 4 5 6 7 8 9 10 答案 题号 1 2 3 4 5 6 7 8 9 10 答案
A传给工件:B传给刀具C传给机床D被磨屑所带走)。10、原始误差是指产生加工误差的“源误差”,即(六、主轴工序尺寸及公差的确定,加工过程:粗锌→半精→精→浮A机床误差B夹具误差C刀具误差D工艺系统误差动镗,试确定各工序尺寸及其偏差、毛坏尺寸及粗车余量,并填入表中。(10分)四、简答题(4×7分=28分)1.简述平面创削加工的特点和应用范围。表主轴孔工序尺寸及公差的确定工序加工工序基表面加工经济工序尺寸2.什么是加工精度?主要包括哪几个方面?名称余量本尺寸精度(IT)及公差粗糙度浮动镗0.1IT7 (0.035)Ra0.8精镗0.5IT 8 (0.064)Ra1.63.试说明磨削外圆时使用死项尖的目的是什么?半精镗2.4IT 10(0.14)Ra3.2粗镗5IT12(0.35)Ra 6.34.什么是加工硬化?影响加工硬化的因素有哪些???毛坏孔五、图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以七、已知一工艺系统的误差复映系数为0.20,工件在本工序前有椭圆度0.3mm,若本工序形状精度规定公差0.01mm。问至少进给几次方能使形状精度端面A定位铣出表面C,保证尺寸20~02mm,试计算铣此缺口时的工序尺寸。合格?(8分)(16分)40":(a)教研室主任签字:本试春共2张第2页年月日
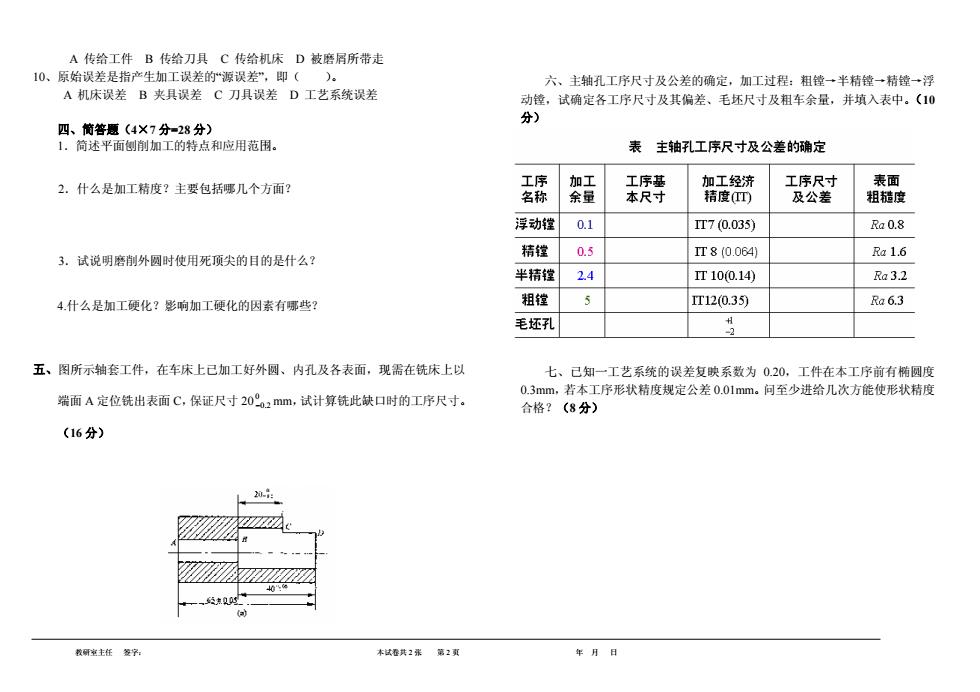
教研室主任 签字: 本试卷共 2 张 第 2 页 年 月 日 A 传给工件 B 传给刀具 C 传给机床 D 被磨屑所带走 10、原始误差是指产生加工误差的“源误差”,即( )。 A 机床误差 B 夹具误差 C 刀具误差 D 工艺系统误差 四、简答题(4×7 分=28 分) 1.简述平面刨削加工的特点和应用范围。 2.什么是加工精度?主要包括哪几个方面? 3.试说明磨削外圆时使用死顶尖的目的是什么? 4.什么是加工硬化?影响加工硬化的因素有哪些? 五、图所示轴套工件,在车床上已加工好外圆、内孔及各表面,现需在铣床上以 端面 A 定位铣出表面 C,保证尺寸 20 0 -0.2 mm,试计算铣此缺口时的工序尺寸。 (16 分) 六、主轴孔工序尺寸及公差的确定,加工过程:粗镗→半精镗→精镗→浮 动镗,试确定各工序尺寸及其偏差、毛坯尺寸及粗车余量,并填入表中。(10 分) 七、已知一工艺系统的误差复映系数为 0.20,工件在本工序前有椭圆度 0.3mm,若本工序形状精度规定公差 0.01mm。问至少进给几次方能使形状精度 合格?(8 分)