第一节数控程序编制的概念 五。功能指令 5.3F、S、T指令 进给速度指令「:用于在数控程序中指令移动部件的进给速度。 用字母F及其后面的若干位数字表示,单位为mm/min或mm/r。 主轴转速指令S:用于在数控程序中指令主轴的旋转速度。用字 母s及其后面的若干位数字来表示,单位为r/min。 刀具号指令T:在自动换刀的数控机床中用以指定所需交换到机 床主轴的刀具编号或需要进行刀具补偿的刀具的编号。 主页●目录●上一页下-页●后退 退出
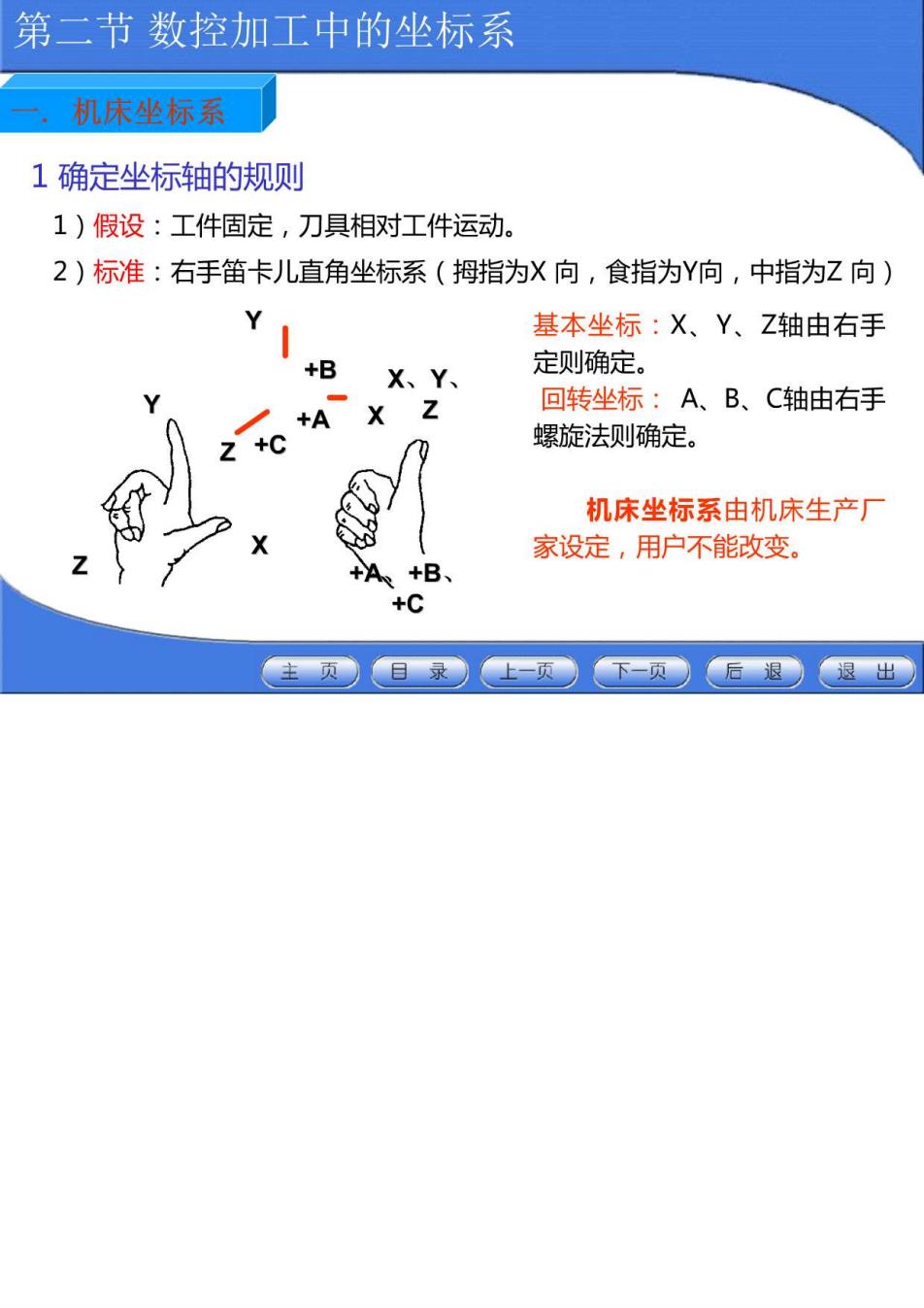
第二节数控加工中的坐标系 机床坐标系 1确定坐标轴的规则 1)假设:工件固定,刀具相对工件运动。 2)标准:右手笛卡儿直角坐标系(拇指为X向,食指为Y向,中指为Z向) Y 基本坐标:X、Y、Z轴由右手 +B 定则确定 回转坐标:A、B、C轴由右手 螺旋法则确定。 机床坐标系由机床生产厂 家设定,用户不能改变。 +B +C 主页●日录●上-页●下-页●后退●退出

第二节数控加工中的坐标系 机床坐标系 2确定坐标轴的方法 确定坐标轴的顺序:先确定Z轴 再确定X轴,最后确定Y轴。 (1)Z轴的确定 有主轴的机床:以平行于主轴 的方向为Z坐标轴。通常规定机床 的主轴作为Z坐标轴。 无主轴的机床:以垂直于工件 装夹面的方向为Z坐标,刀具远离 工件的方向为Z轴的正方向。 主页日录 上一页】 下页●后退退出
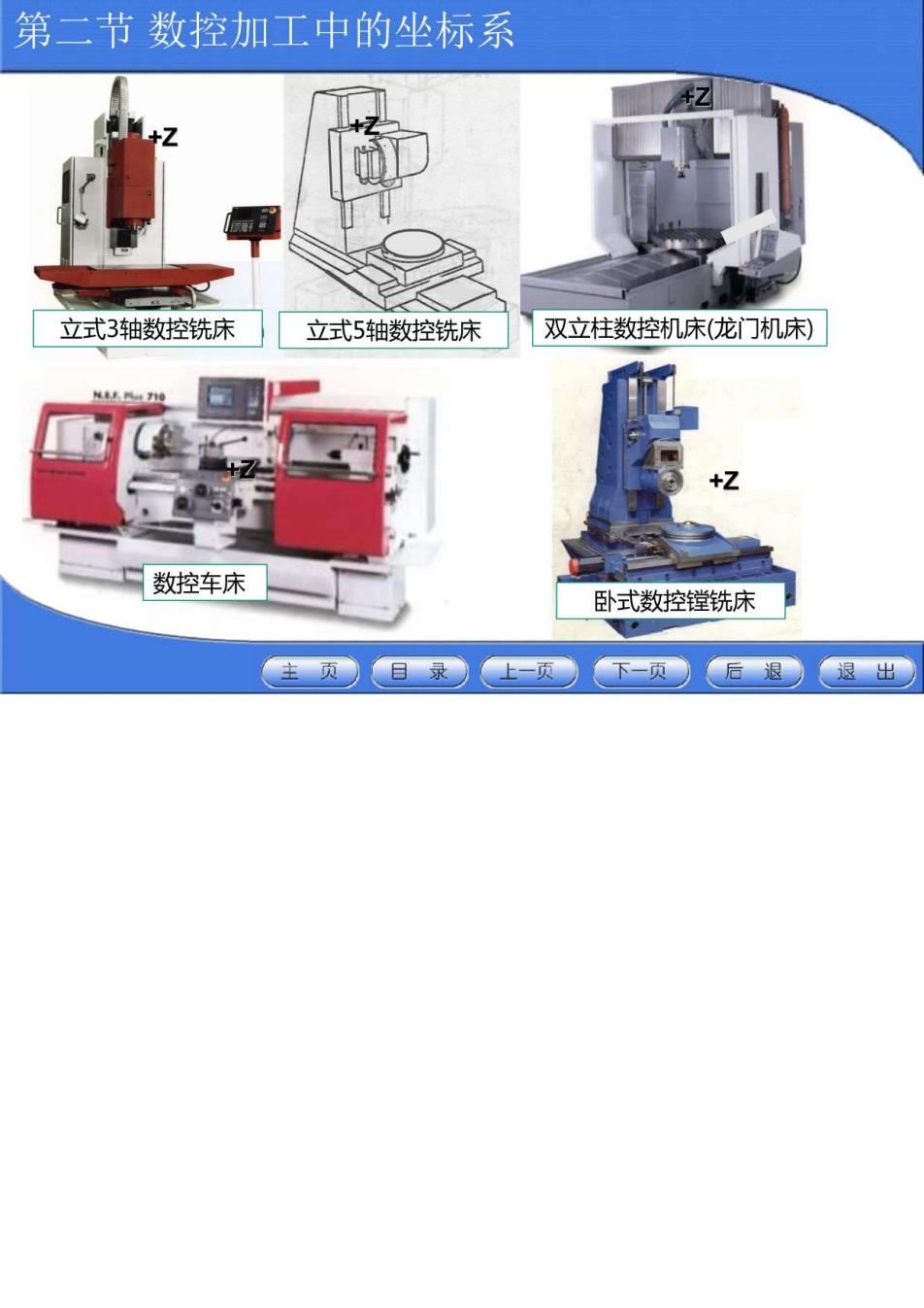
第二节数控加工中的坐标系 立式3轴数控铣床 立式5轴数控铣床 双立柱数控机床(龙门机床) 一数控车床 卧式数控镗铣床 主页日录上一页●下-页●后退●退出