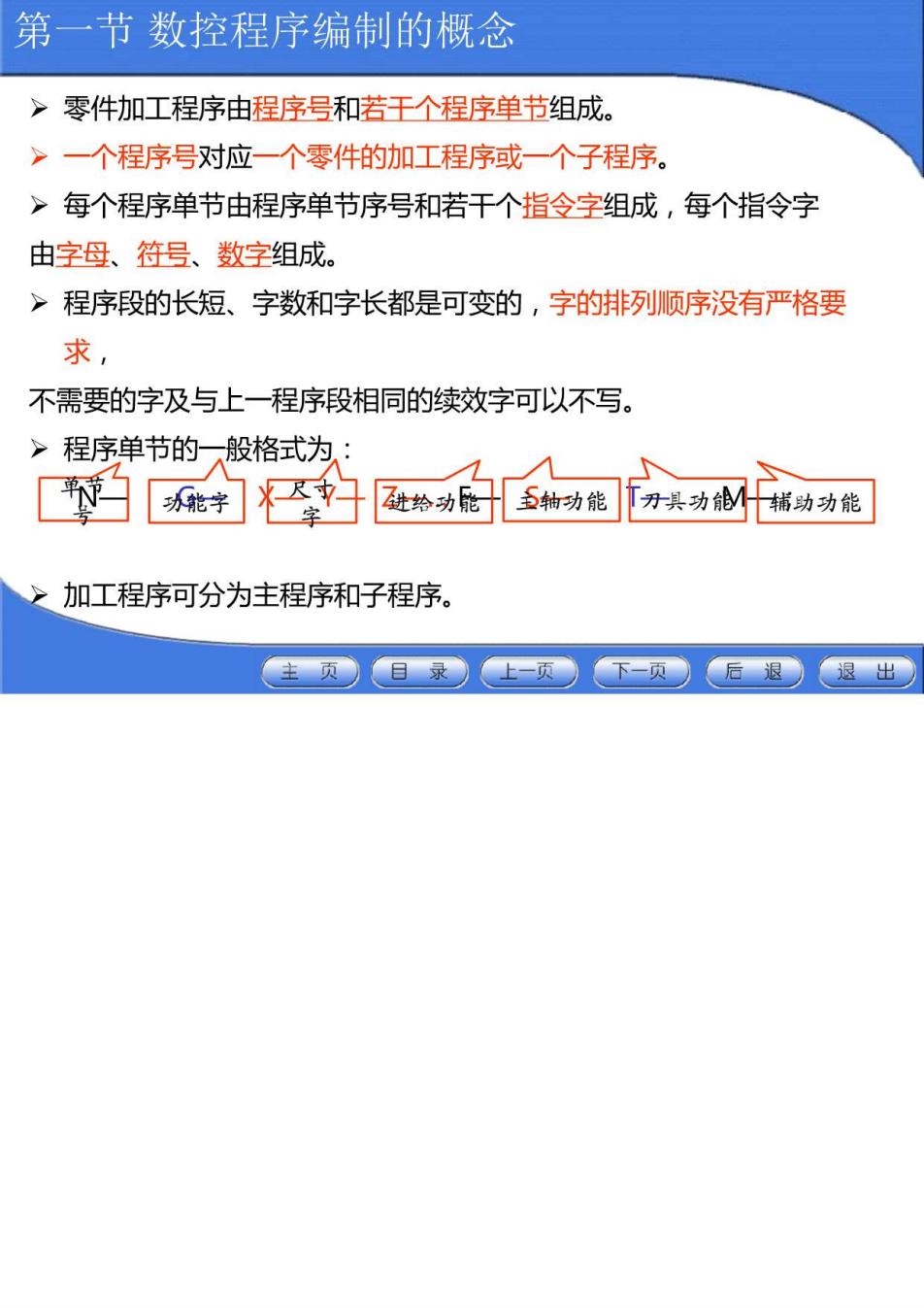
第一节数控程序编制的概念 >零件加工程序由程序号和若王个程序单节组成。 ,一个程序号对应一个零件的加工程序或一个子程序。 >每个程序单节由程序单节序号和若干个指令字组成,每个指令字 由字母、符号、数字组成。 >程序段的长短、字数和字长都是可变的,字的排列顺序没有严格要 求, 不需要的字及与上一程序段相同的续效字可以不写。 >程序单节的一般格式为, 白能字打白欧给功白轴功能分异功指助功能 父加工程序可分为主程序和子程序! 主页日录。上一页●下-页●后退●退出
第一节数控程序编制的概念 四。子程序 在程序中把某些固定顺序或重复出现的程序单独抽出来、编成一个可 完成一个(或一系列)特定加工动作、可供其它程序调用的独立程序段。 格式:与主程序同。 调用方法:M98P(子程序号)L(调用次数)* 如: N50…i N60M98P1002L5;%调用1002子程序,且重复调用5次 N70 主页●日录●上一页●下-页●后退退出
第一节数控程序编制的概念 五.功能指令 >程序段中的指令字可分为尺寸字和功能字(功能指令)。 》功能指令 可分为:准备功能G指令、辅助功能M指令,以及进给功能指令、 主轴功能S指令、刀具功能T指令。 5.1准备功能G指令 准备功能G指令是使机床或数控系统建立起某种加工方式的指令。 主页日录。上一页●下-页●后退●退出
第一节数控程序编制的概念 五,功能指令 5.1准备功能G指令 准备功能G指令分为模态代码(续效代码)和非模态代码(非续效代 码)。 >模态代码(续效代码)在一个程序段中被使用后就一直有效,直到出 现同组中的其它任一G代码时才失效。 >非模态代码(非续效代码)只在有该代码的程序段中有效的代码。 G指令通常位于程序段中尺寸字之前。 例:N010G90G00X16.S600T01M03; N020G01X8.Y6.F100; N030X0Y0: 主页。日录上一页●下-页●后退 退出
第一节数控程序编制的概念 五,功能指令 5.2辅助功能M指令 (1)程序停止指令(M00) (2)选择停止指令(M01) (3)程序结束指令(M02、M30) (4)与主轴有关的指令(M03、M04、M05) (5)换刀指令(M06) (6)切削液启停指令(M07、M08、M09) (7)运动部件夹紧与松开指令(M10、M11) 主页日录。上一页●下-页●后退●退出