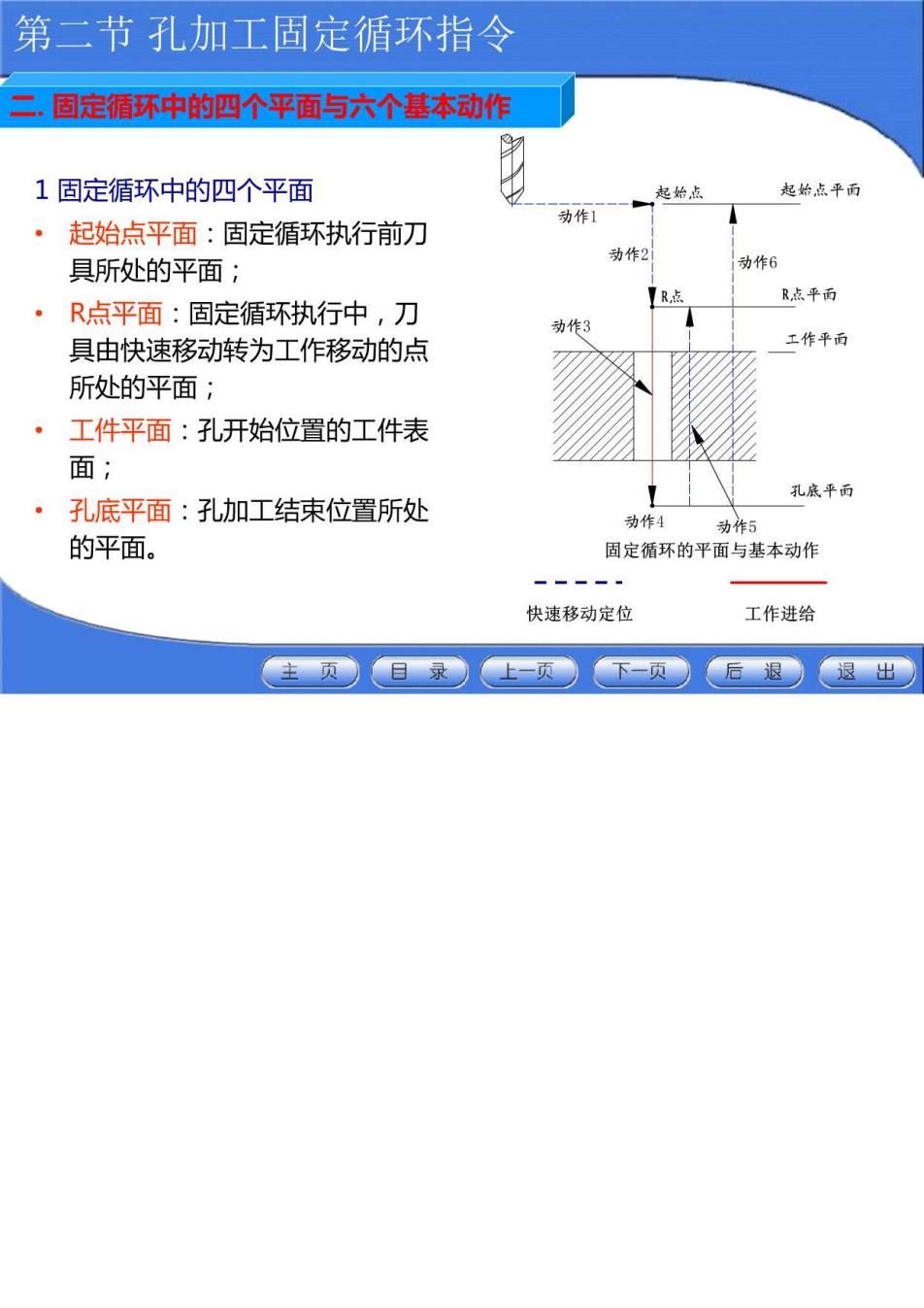
第三节孔加工固定循环指令 二固定循环中的四个平面与六个基本动作 1固定循环中的四个平面 起始点 起始点平而 动作1 ·起始点平面:固定循环执行前刀 动作2 具所处的平面: 动作 R点平面 R点平面:固定循环执行中,刀 功作 具由快速移动转为工作移动的点 工作平而 所处的平面: ·工件平面:孔开始位置的工件表 面; 孔底平面 ·孔底平面:孔加工结束位置所处 动作4 动5 的平面。 固定循环的平面与基本动作 快速移动定位 工作进给 主页●日录上页●下-页● 后退● 退出
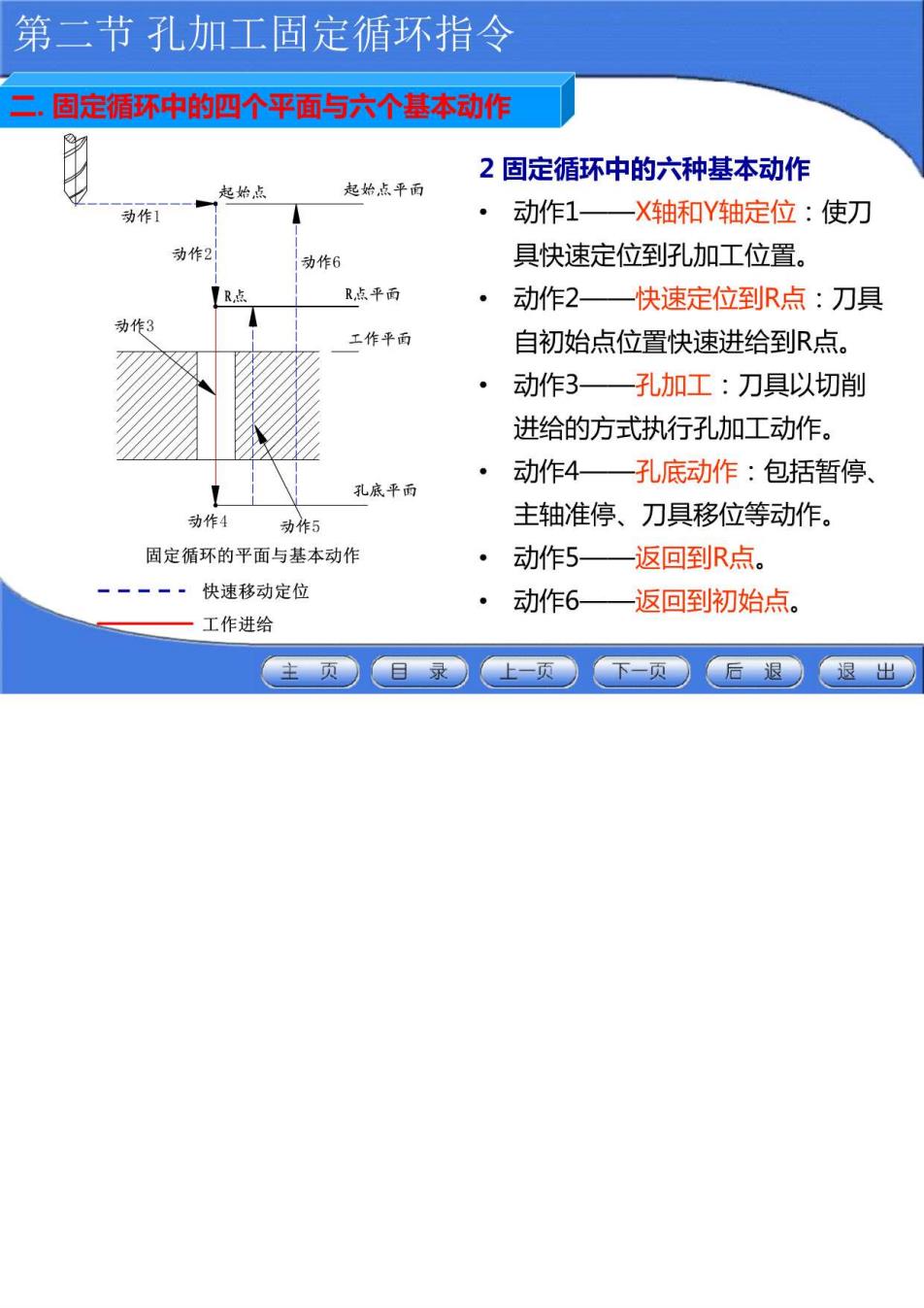
第二节孔加工固定循环指令 二,固定循环中的四个平面与六个基本动作 2固定循环中的六种基本动作 起始点 起始点平而 动作1 ·动作1一X轴和Y轴定位:使刀 动作2 动作6 具快速定位到孔加工位置。 【R R点平面 。 动作2—快速定位到R点:刀具 幼作3 工作平面 自初始点位置快速进给到R点。 动作3—孔加工:刀具以切削 进给的方式执行孔加工动作。 动作4一孔底动作:包括暂停 孔底平面 动作4 动作5 主轴准停、刀具移位等动作。 固定循环的平面与基本动作 动作5—返回到R点。 一一一·快速移动定位 ·动作6 一返回到初始点。 一工作进给 主页。 目录 上一页下-页● 后退 退出

第三节孔加工固定循环指令 3对基本动作的说明 (1)初始点是为安全下刀而选定的点。初始点的高度可根据加工情况选定。 当使用同一把刀具加工若干孔时,只有孔间存在障碍需要跳跃或全部孔加工 完毕时,才使刀具返回到初始平面上的初始点。 (2)R点又叫参考点,是刀具下刀时由快进转为工进的转换起点。R点到工 件表面的距离主要考虑工件表面尺寸的变化,一般可取2~5mm。 (3)加工盲孔时孔底平面就是孔底的Z轴高度;加工通孔时一般刀具还要伸 出工件底平面一段距离,主要是保证全部孔深都加工到规定尺寸。钻削加工 时还应考虑钻头钻尖对孔深的影响。 (4)孔加工循环与平面选择指令G17、G18、G19无关,即不管选择了哪个 平面,孔加工都是在XY平面上定位并在Z轴方向上进行孔的加工。 主页●日录。上-页●下-页●后退●退出
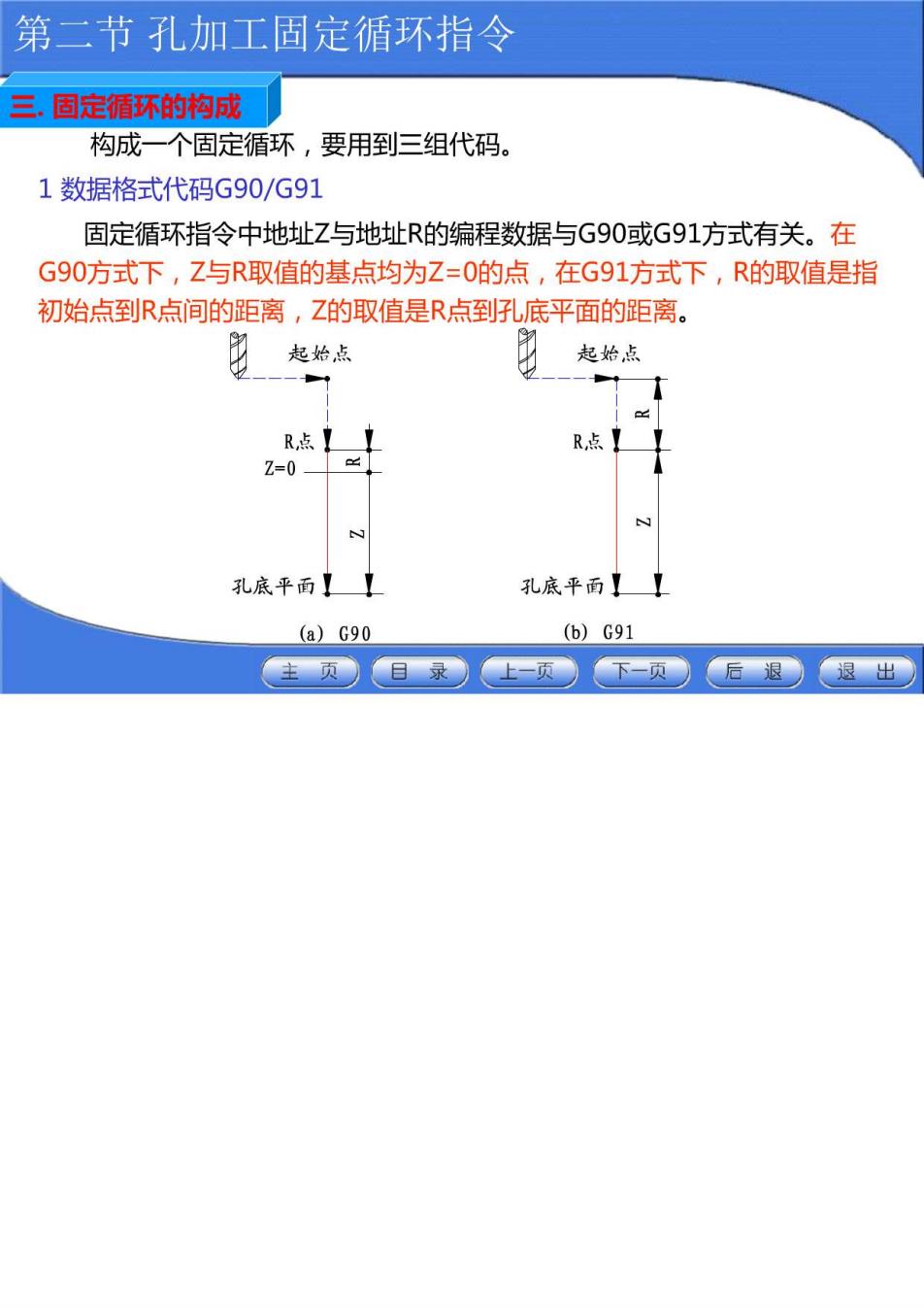
第二节孔加工固定循环指令 三,固定循环的构成 构成一个固定循环,要用到三组代码。 1数据格式代码G90/G91 固定循环指令中地址Z与地址R的编程数据与G90或G91方式有关。在 G90方式下,Z与R取值的基点均为Z=0的点,在G91方式下,R的取值是指 初始点到R点间的距离,Z的取值是R点到孔底平面的距离。 起始点 起始点 一 - R,点L1 R点11 2=0 N 孔底平面11 孔底平面11 (a)G90 (b)G91 主页。日录上-页下-项 后退 退出
第三节孔加工固定循环指令 三固定循环的构成 2返回点代码G98、G99 G98、G99指定刀具在返回时到达的平面。 G98指令刀具返回初始点平面 G99指令刀具返回R点平面 3孔加工方式G73~G89 指定孔加工的循环方式。 主页日录。上一页●下-页●后退●退出