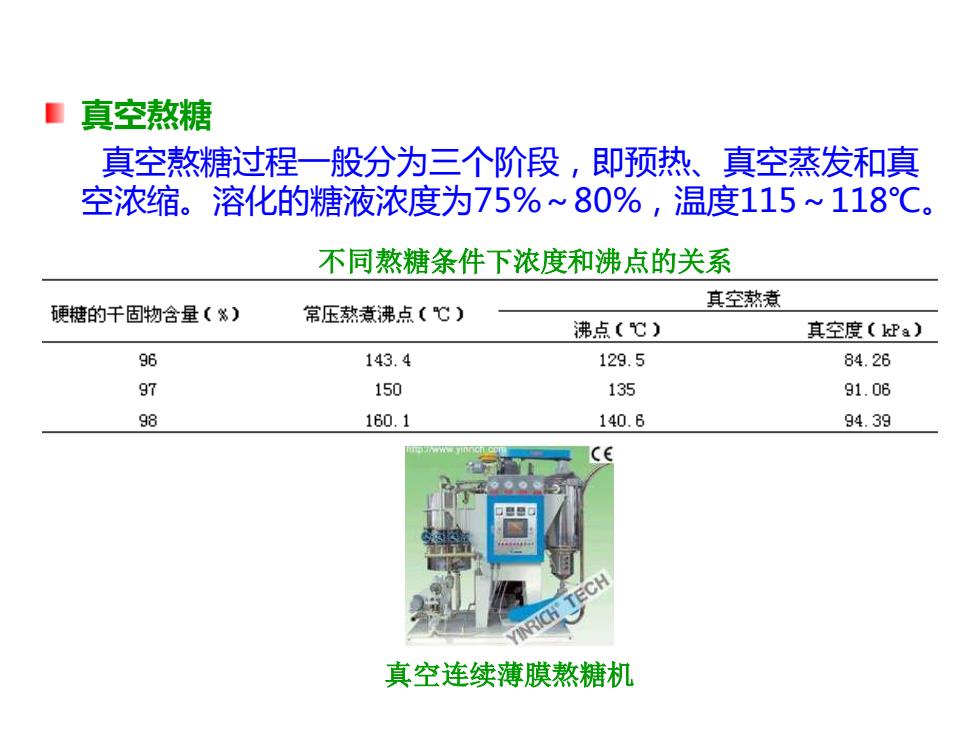
真空连续薄膜熬糖机 真空熬糖 真空熬糖过程一般分为三个阶段,即预热、真空蒸发和真 空浓缩。溶化的糖液浓度为75%~80%,温度115~118℃。 不同熬糖条件下浓度和沸点的关系
真空连续薄膜熬糖机 真空熬糖 真空熬糖过程一般分为三个阶段,即预热、真空蒸发和真 空浓缩。溶化的糖液浓度为75%~80%,温度115~118℃。 不同熬糖条件下浓度和沸点的关系
4.成型 塑压成型 当糖膏温度降到80~70℃时,糖膏均有半固体或类似固体 的特征,此时的可塑性最大,塑压成形就利用了物料在 这瞬间的特性。 有可塑性的糖膏在机械作用下经翻动和拉伸形成均匀大 小的糖条,这一工序称为匀条。大小均匀的糖条随即进 入成形机,并在两个相对的铜铸模型的连续冲压下形成 整齐而均一的糖粒,并立即风冷至固化状态。硬糖的硬 化温度为56~58℃,不及时冷却的糖粒则容易变形。糖 粒的冷却适宜在传送带上进行,带面应宽而速度较慢, 冷却温度保持在38℃左右
4.成型 塑压成型 当糖膏温度降到80~70℃时,糖膏均有半固体或类似固体 的特征,此时的可塑性最大,塑压成形就利用了物料在 这瞬间的特性。 有可塑性的糖膏在机械作用下经翻动和拉伸形成均匀大 小的糖条,这一工序称为匀条。大小均匀的糖条随即进 入成形机,并在两个相对的铜铸模型的连续冲压下形成 整齐而均一的糖粒,并立即风冷至固化状态。硬糖的硬 化温度为56~58℃,不及时冷却的糖粒则容易变形。糖 粒的冷却适宜在传送带上进行,带面应宽而速度较慢, 冷却温度保持在38℃左右
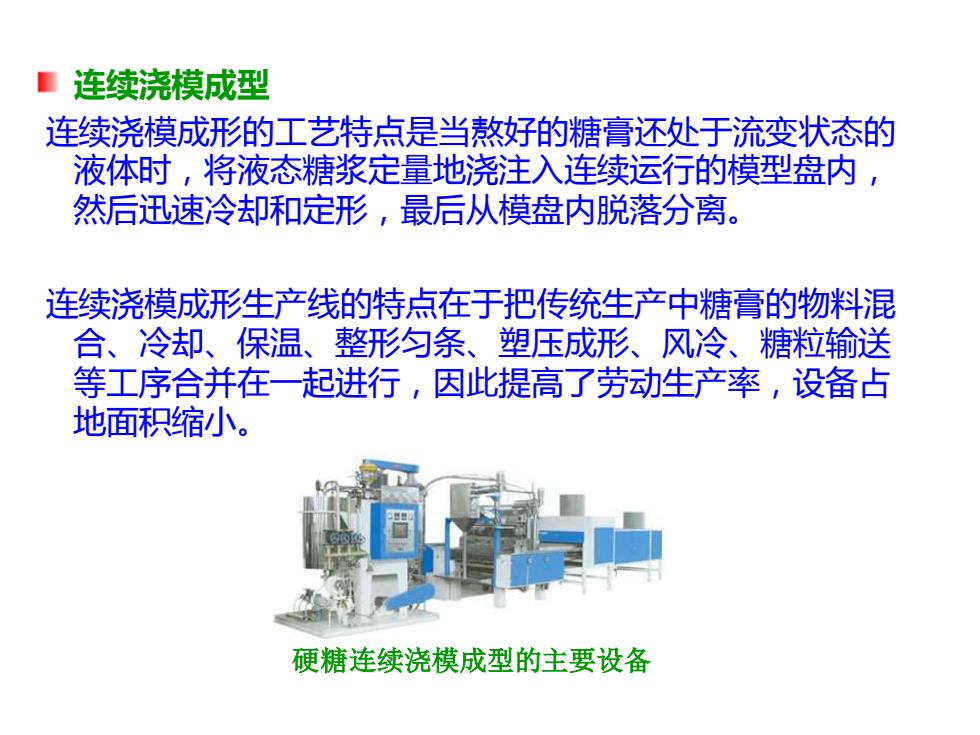
连续浇模成型 连续浇模成形的工艺特点是当熬好的糖膏还处于流变状态的 液体时,将液态糖浆定量地浇注入连续运行的模型盘内, 然后迅速冷却和定形,最后从模盘内脱落分离。 连续浇模成形生产线的特点在于把传统生产中糖膏的物料混 合、冷却、保温、整形匀条、塑压成形、风冷、糖粒输送 等工序合并在一起进行,因此提高了劳动生产率,设备占 地面积缩小。 硬糖连续浇模成型的主要设备
连续浇模成型 连续浇模成形的工艺特点是当熬好的糖膏还处于流变状态的 液体时,将液态糖浆定量地浇注入连续运行的模型盘内, 然后迅速冷却和定形,最后从模盘内脱落分离。 连续浇模成形生产线的特点在于把传统生产中糖膏的物料混 合、冷却、保温、整形匀条、塑压成形、风冷、糖粒输送 等工序合并在一起进行,因此提高了劳动生产率,设备占 地面积缩小。 硬糖连续浇模成型的主要设备

3.包装 包装的作用在于防止或延缓上述质变现象,合理的方法是给 予熬煮糖果以密封性包装。包装机械性能的发挥,除了本身 的机械性能和包装纸质要求外,包装应在一定的温湿度条件 下进行。实践表明,包装室应保持在温度25℃,相对湿度 50%以下,才能使包装机械化顺利进行。 多功能全自动枕式糖果包装机
3.包装 包装的作用在于防止或延缓上述质变现象,合理的方法是给 予熬煮糖果以密封性包装。包装机械性能的发挥,除了本身 的机械性能和包装纸质要求外,包装应在一定的温湿度条件 下进行。实践表明,包装室应保持在温度25℃,相对湿度 50%以下,才能使包装机械化顺利进行。 多功能全自动枕式糖果包装机
7.3 焦香糖果生产技术 7.3.1 焦香糖果特性 焦香型糖果代表性的产品有太妃糖、卡拉蜜尔糖、 福奇糖。 焦香型糖果的组织状态既不同于硬糖,也不同于 软糖,其基体是由多种糖类化合物、脂肪和乳蛋 白质所构成,经过严格的加工程序使物料组成最 终形成一种高度乳化的均一的固体
7.3 焦香糖果生产技术 7.3.1 焦香糖果特性 焦香型糖果代表性的产品有太妃糖、卡拉蜜尔糖、 福奇糖。 焦香型糖果的组织状态既不同于硬糖,也不同于 软糖,其基体是由多种糖类化合物、脂肪和乳蛋 白质所构成,经过严格的加工程序使物料组成最 终形成一种高度乳化的均一的固体