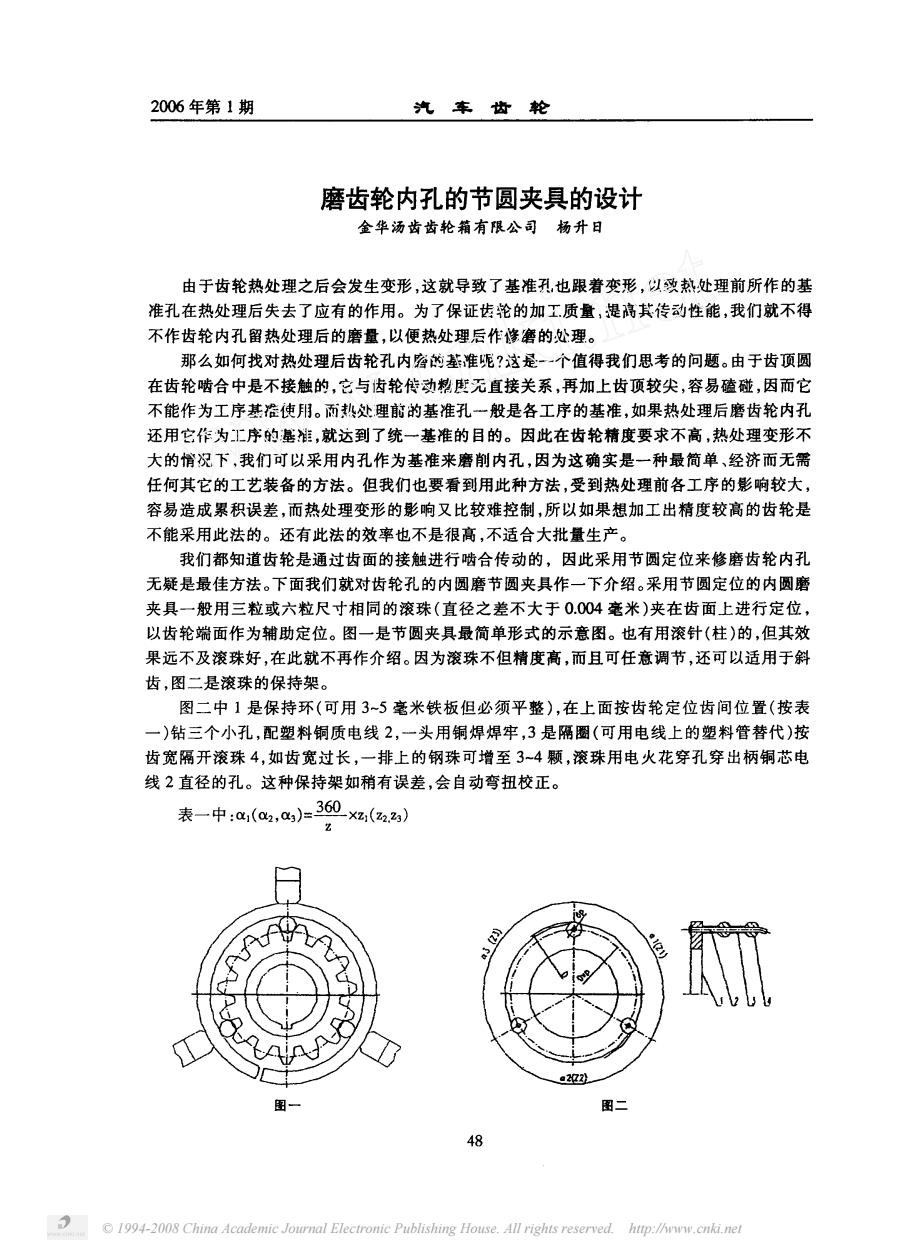
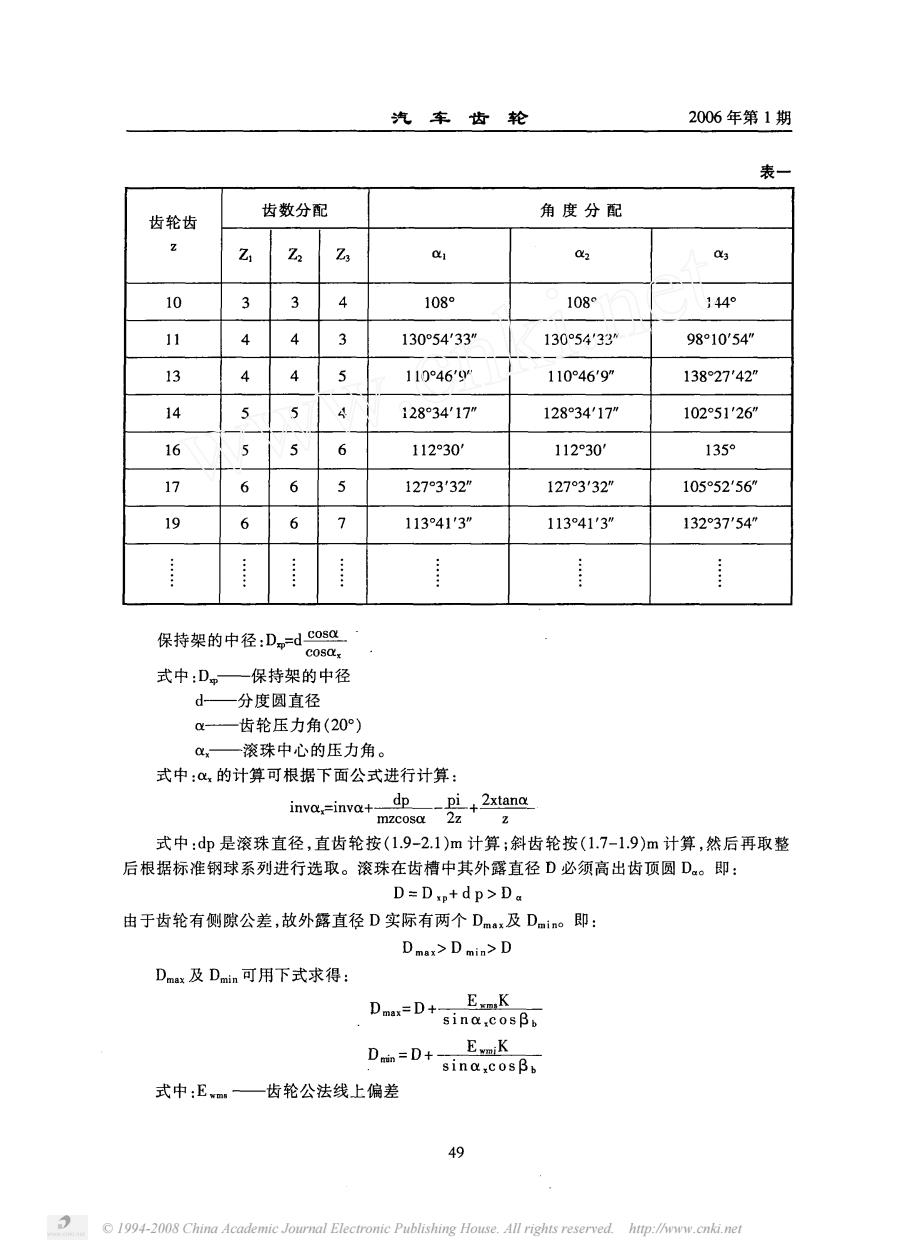
2006年第1期汽车齿轮磨齿轮内孔的节圆夹具的设计金华汤齿齿轮箱有限公司杨升日由于齿轮热处理之后会发生变形,这就导致了基准孔也跟着变形,以致热处理前所作的基准孔在热处理后失去了应有的作用。为了保证齿轮的加工.质量,提高其传动性能,我们就不得不作齿轮内孔留热处理后的磨量,以便热处理后作修磨的处理。那么如何找对热处理后齿轮孔内窄的基准呢?这是一个值得我们思考的问题。由于齿项圆在齿轮啮合中是不接触的,它与因轮传动料无直接关系,再加上齿顶较尖,容易磕碰,因而它不能作为工序基准使用。面热处理前的基准孔一般是各工序的基准,如果热处理后磨齿轮内孔还用它作为工序的基准,就达到了统一基准的目的。因此在齿轮精度要求不高,热处理变形不大的情况下,我们可以采用内孔作为基准来磨削内孔,因为这确实是一种最简单、经济而无需任何其它的工艺装备的方法。但我们也要看到用此种方法,受到热处理前各工序的影响较大,容易造成累积误差,而热处理变形的影响又比较难控制,所以如果想加工出精度较高的齿轮是不能采用此法的。还有此法的效率也不是很高,不适合大批量生产。我们都知道齿轮是通过齿面的接触进行啮合传动的,因此采用节圆定位来修磨齿轮内孔无疑是最佳方法。下面我们就对齿轮孔的内圆磨节圆夹具作一下介绍。采用节圆定位的内圆磨夹具一般用三粒或六粒尺寸相同的滚珠(直径之差不大于0.004毫米)夹在齿面上进行定位,以齿轮端面作为辅助定位。图一是节圆夹具最简单形式的示意图。也有用滚针(柱)的,但其效果远不及滚珠好,在此就不再作介绍。因为滚珠不但精度高,而耳可任意调节,还可以适用于斜齿,图二是滚珠的保持架。图二中1是保持环(可用3~5毫米铁板但必须平整),在上面按齿轮定位齿间位置(按表一)钻三个小孔,配塑料铜质电线2,一头用铜焊焊牢,3是隔圈(可用电线上的塑料管替代)按齿宽隔开滚珠4,如齿宽过长,一排上的钢珠可增至3~4颗,滚珠用电火花穿孔穿出柄铜芯电线2直径的孔。这种保持架如稍有误差,会自动弯扭校正。表一中 :α;(a2,α:)=360 x2;(2,2)2eR2221图一图二48D1994-2008ChinaAcademic Journal Electronic Publishing House.All rightsreserved.http:/pw.cnki.ne
© 1994-2008 China Academic Journal Electronic Publishing House. All rights reserved. http://www.cnki.net
2006年第1期汽车齿轮表一齿数分配角度分配齿轮齿z2Z1Z3α1α2as31034108°108°144°4311498°10'54"130°54'33"13054'33"13445110°469110°469"13827'42"51454128°34'17"128°34'17"102°51'26"16556112°30112°30°135°17665127°3'32"127°3'32"105°525619676113°41'3"113°41'3"132°37'54"............................保持架的中径:D=dCosαcosa,式中:D一保持架的中径d-—分度圆直径α-一齿轮压力角(20°)一滚珠中心的压力角。o式中:α的计算可根据下面公式进行计算:dppi2xtanainva,=invα+-2zmzcosα式中:dp是滚珠直径,直齿轮按(1.9-2.1)m计算;斜齿轮按(1.7-1.9)m计算,然后再取整后根据标准钢球系列进行选取。滚珠在齿槽中其外露直径D必须高出齿顶圆D。即:D=Dx+dp>D.由于齿轮有侧隙公差,故外露直径D实际有两个Dmax及Dmino即:Dmax>Dmin>DDmax及Dmin可用下式求得:ExmKDmax=D+-sina.cosbEwmiKDrin =D+sinacosβ,式中:Em.齿轮公法线上偏差4991994-2008China Academic JournalElectronic Publishing House.All rights reserved.http:/hwwv.cnki.net
© 1994-2008 China Academic Journal Electronic Publishing House. All rights reserved. http://www.cnki.net
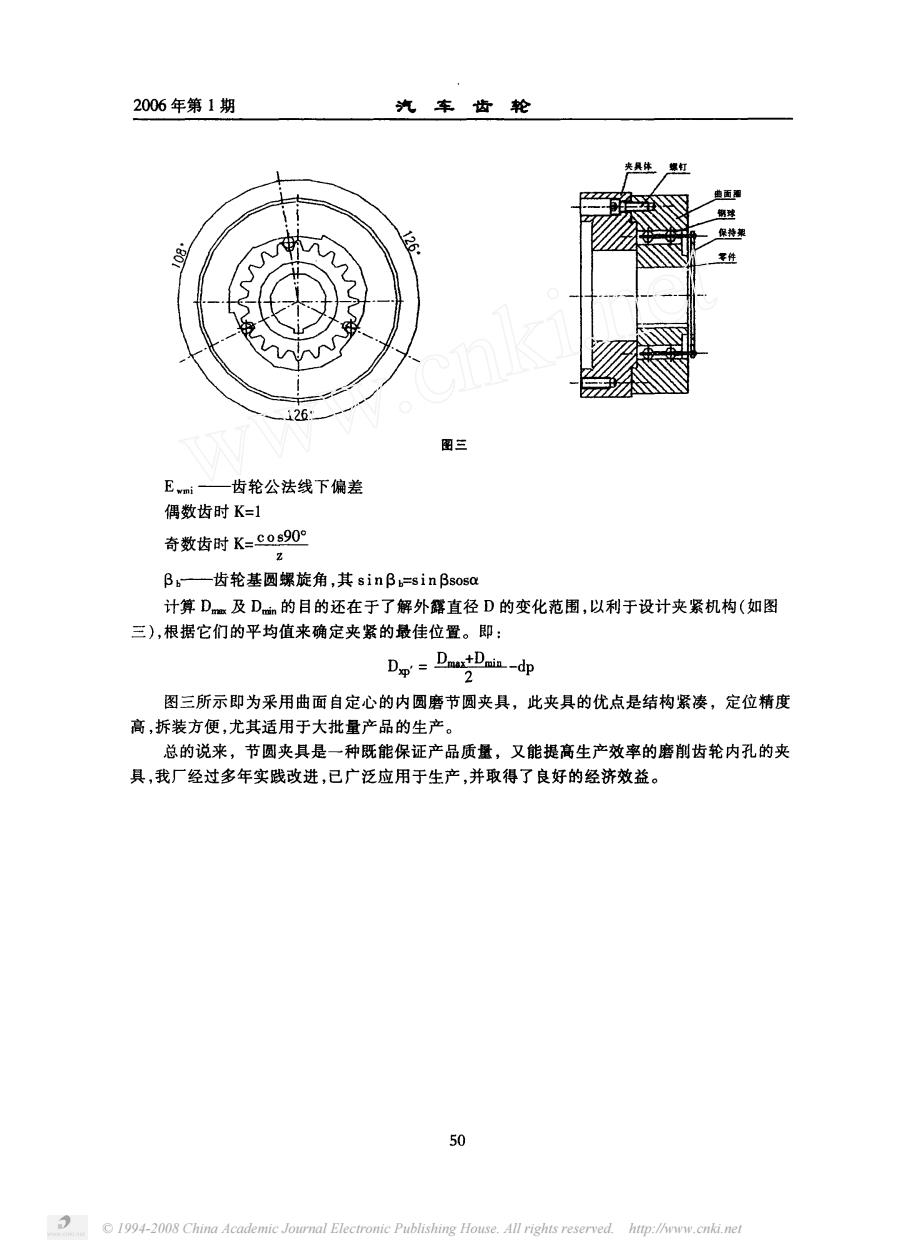
2006年第1期汽车齿轮曲面租钢球保持业零件图三Ewmi——齿轮公法线下偏差偶数齿时K=1奇数齿时K=C0.s90°zβ齿轮基圆螺旋角,其sinβ=sinβsosα计算D及Dmn的目的还在于了解外露直径D的变化范围,以利于设计夹紧机构(如图三),根据它们的平均值来确定夹紧的最佳位置。即:Dp' - Dmant Dmin -dp2图三所示即为采用曲面自定心的内圆磨节圆夹具,此夹具的优点是结构紧凑,定位精度高,拆装方便,尤其适用于大批量产品的生产。总的说来,节圆夹具是一种既能保证产品质量,又能提高生产效率的磨削齿轮内孔的夹具,我厂经过多年实践改进,已广泛应用于生产,并取得了良好的经济效益。50a1994-2008ChinaAcademic JournalElectroniePublishingHouse.All rights reserved.http://wmp.cnki.nel
© 1994-2008 China Academic Journal Electronic Publishing House. All rights reserved. http://www.cnki.net