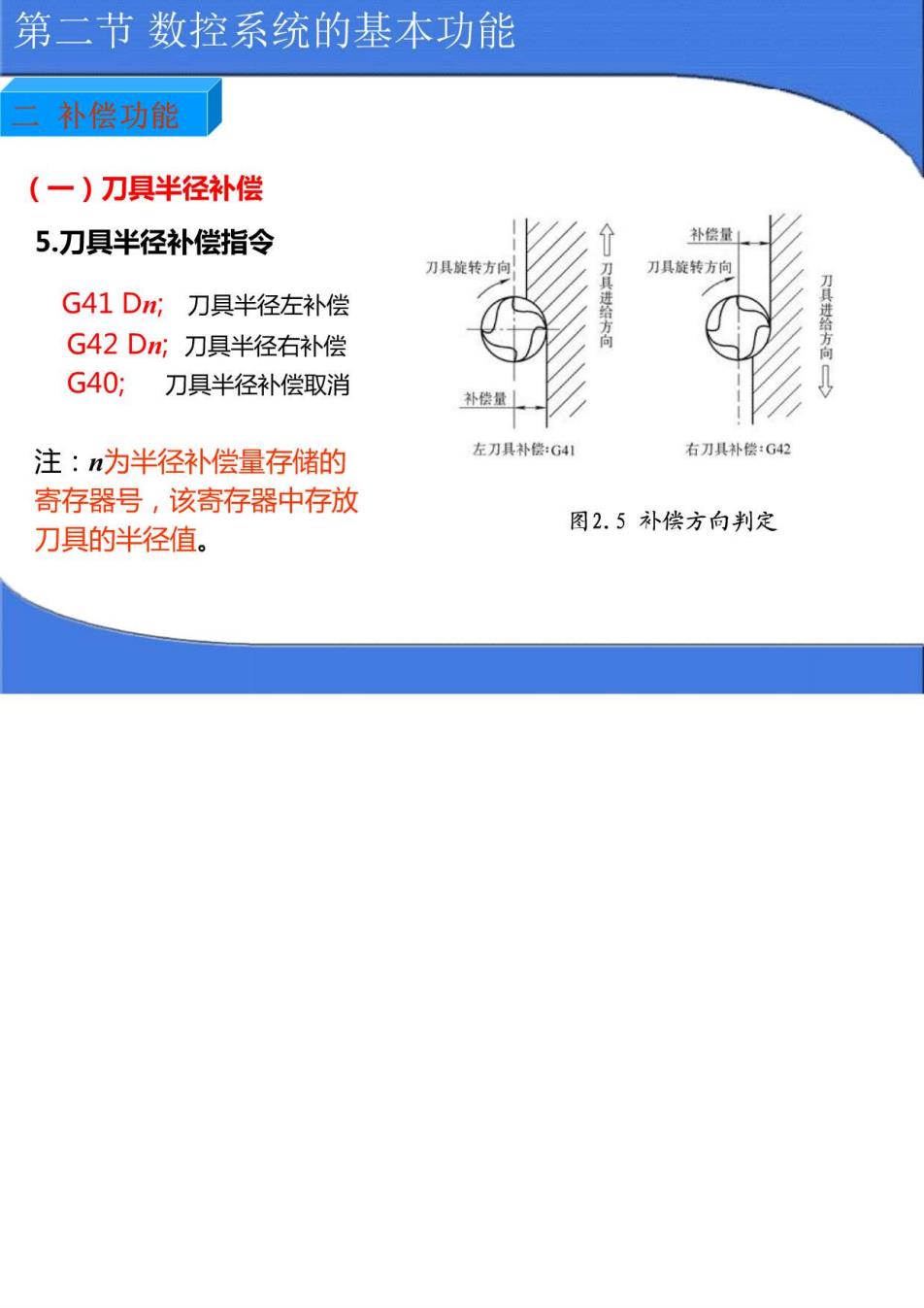
第二节数控系统的基本功能 补偿功能 (一)刀具半径补偿 5.刀具半径补偿指令 补偿量 刀具旋转方 刀具旋转方日 G41Dm;刀具半径左补偿 G42Dm刀具半径右补偿 G40: 刀具半径补偿取消 注:n为半径补偿量存储的 左刀具补偿:G41 右刀具补偿:G42 寄存器号,该寄存器中存放 刀具的半径值。 图2.5补偿方向判定
第二节数控系统的基本功能 补偿功能 (一)刀具半径补偿 6.刀具半径补偿使用注意事项 (1)G41/G42指令均为模态指令; 模态指令:指令在执行后一直保持有效,直到同组的其他指令出现; 非模态指令:指令执行后,仅在本程序单节保持有效。 (2)刀具半径只能在G00或G01移动方式下建立; (3)刀具半径补偿有效期间,刀具的运动应在刀具的径向平面。 如:G01/G00G41/G42D10X30.Y50.F300;V G01/G00G41/G42D10Z50.F300:
第二节数控系统的基本功能 补偿功能 (一)刀具半径补偿 7.刀具半径补偿方法种类 B刀具半径补偿、C刀具半径补偿 1)B刀具半径补偿 采用读一段、算一段,再走一段的处理方法确定刀具轨迹。无法预 计刀具半径所造成的下一段加工轨迹对本段轨迹的影响。 特点:刀具中心轨迹的段间连接都以圆弧进行,算法简单,容易实 现,但转接段间易出现过切

第二节数控系统的基本功能 补偿功能 (一)刀具半径补偿 2)C刀具半径补偿 一次处理两个程序段,即先读第一段、算第一段,再读第二段、算 第二段,然后根据计算结果来确定两段间刀具中心轨迹的过渡状态。 特点:刀具中心轨迹的段间都以直线进行连接,由数控系统根据编 程轨迹和刀具偏置量计算出刀具中心轨迹的转接点后,再对刀具中心 轨迹进行伸长或缩短的修正。该刀补的尖角工艺性较B刀补好,在内轮 廓加工时,能实现过切自动预报,避免过切的发生
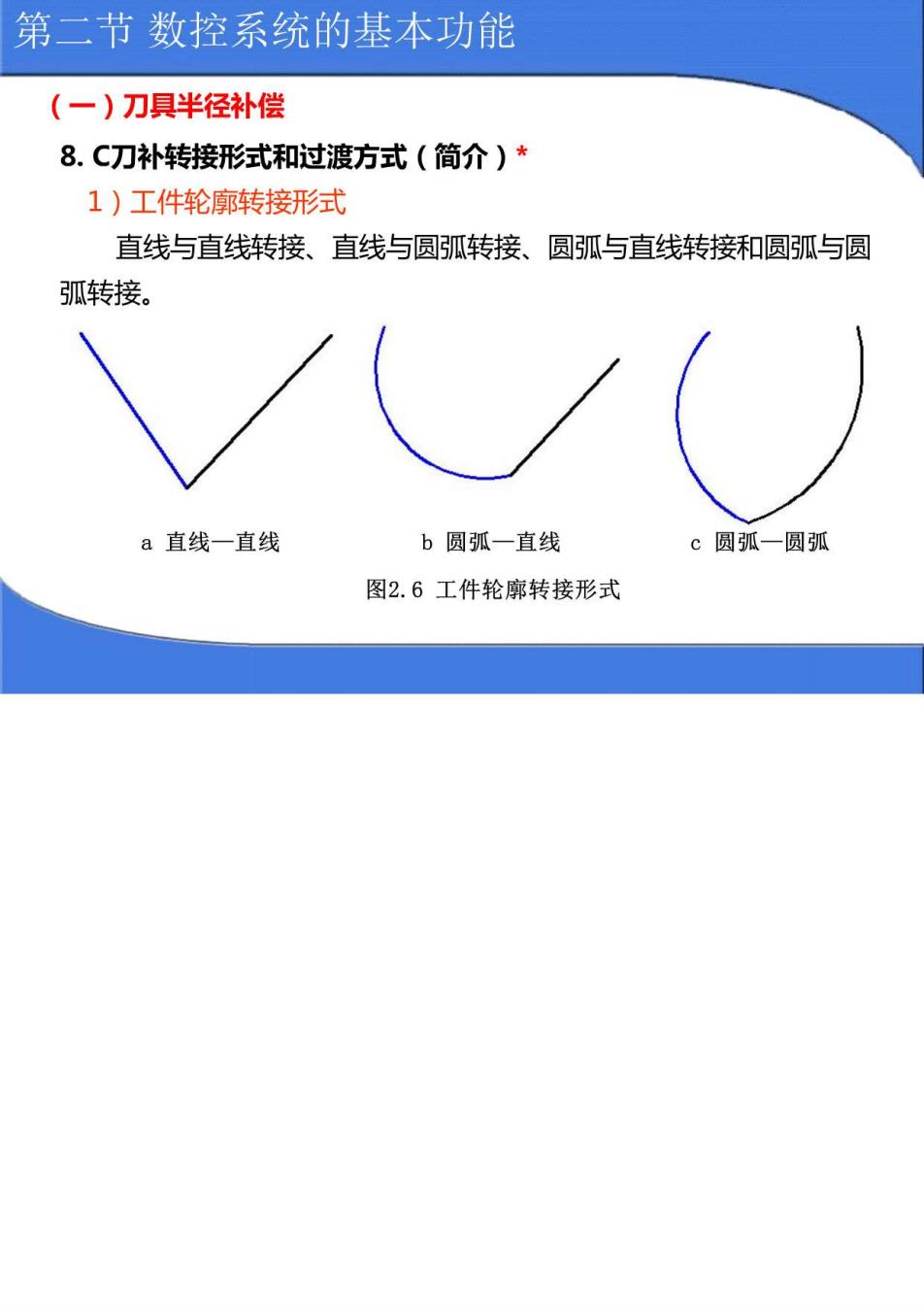
第二节数控系统的基本功能 (一)刀具半径补偿 8.C刀补转接形式和过渡方式(简介)* 1)工件轮廓转接形式 直线与直线转接、直线与圆弧转接、圆弧与直线转接和圆弧与圆 弧转接。 a直线一直线 b圆弧一直线 c圆弧一圆弧 图2.6工件轮廓转接形式