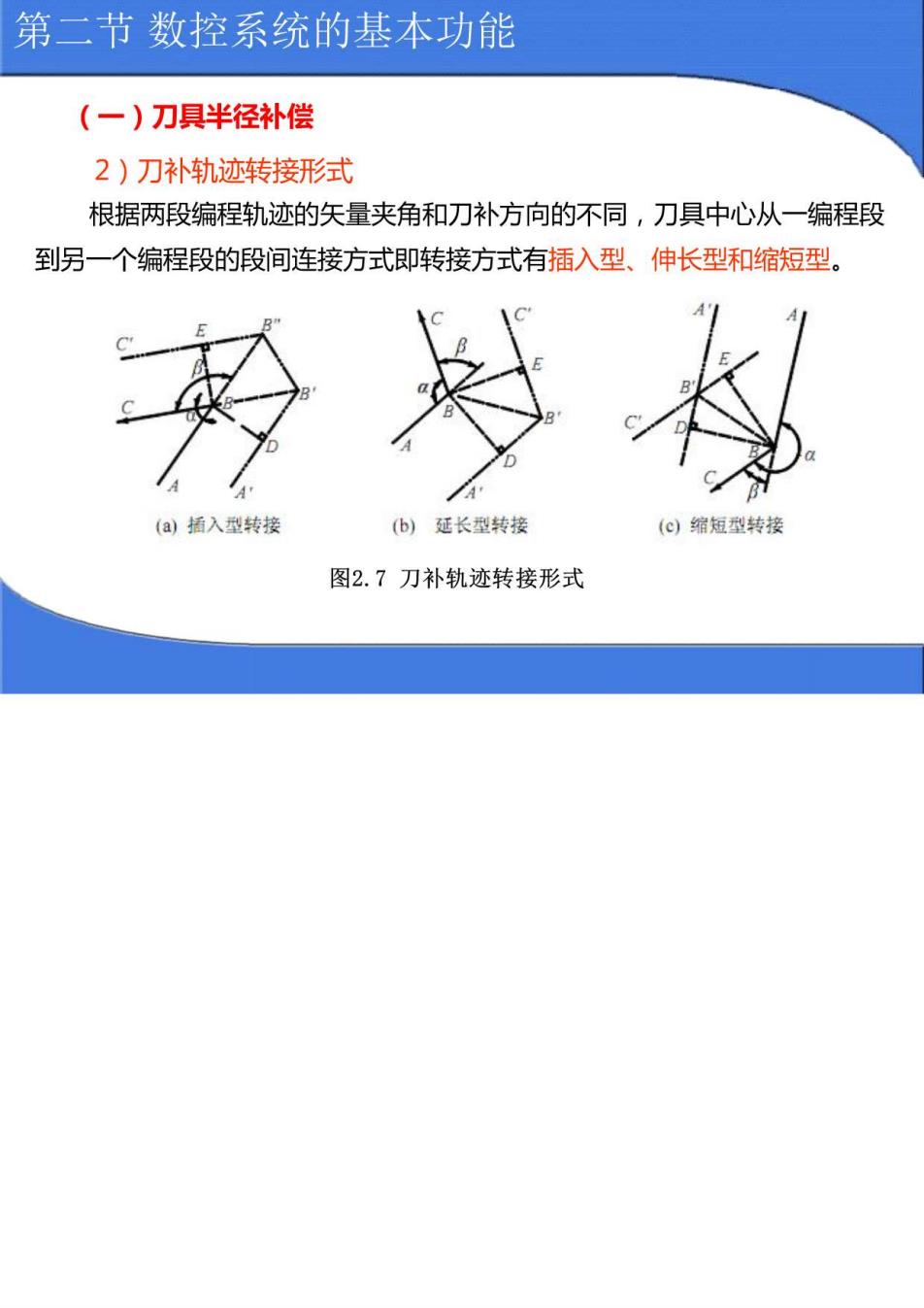
第二节数控系统的基本功能 (一)刀具半径补偿 2)刀补轨迹转接形式 根据两段编程轨迹的矢量夹角和刀补方向的不同,刀具中心从一编程段 到另一个编程段的段间连接方式即转接方式有插入型、伸长型和缩短型, (a)插入型转接 (b)延长型转接 (©)缩短型转接 图2.7刀补轨迹转接形式

第二节数控系统的基本功能 2)刀补轨迹转接形式 刀补中刀具中心移动轨迹的转接形式由矢量夹角的大小确定。 矢量夹角是两编程轨迹在交点处非加工侧的夹角。 在刀具中心移动轨迹转接中,0<90时,采用插入型转接, 90°≤≤180时,采用延长型转接,0>180时,采用缩短型转接。 非加工侧 加工侧 编程轨迹 刀具中心轨迹 刀具中心轨迹 编程轨迹 加工侧 非加工侧 图2.8矢量夹角
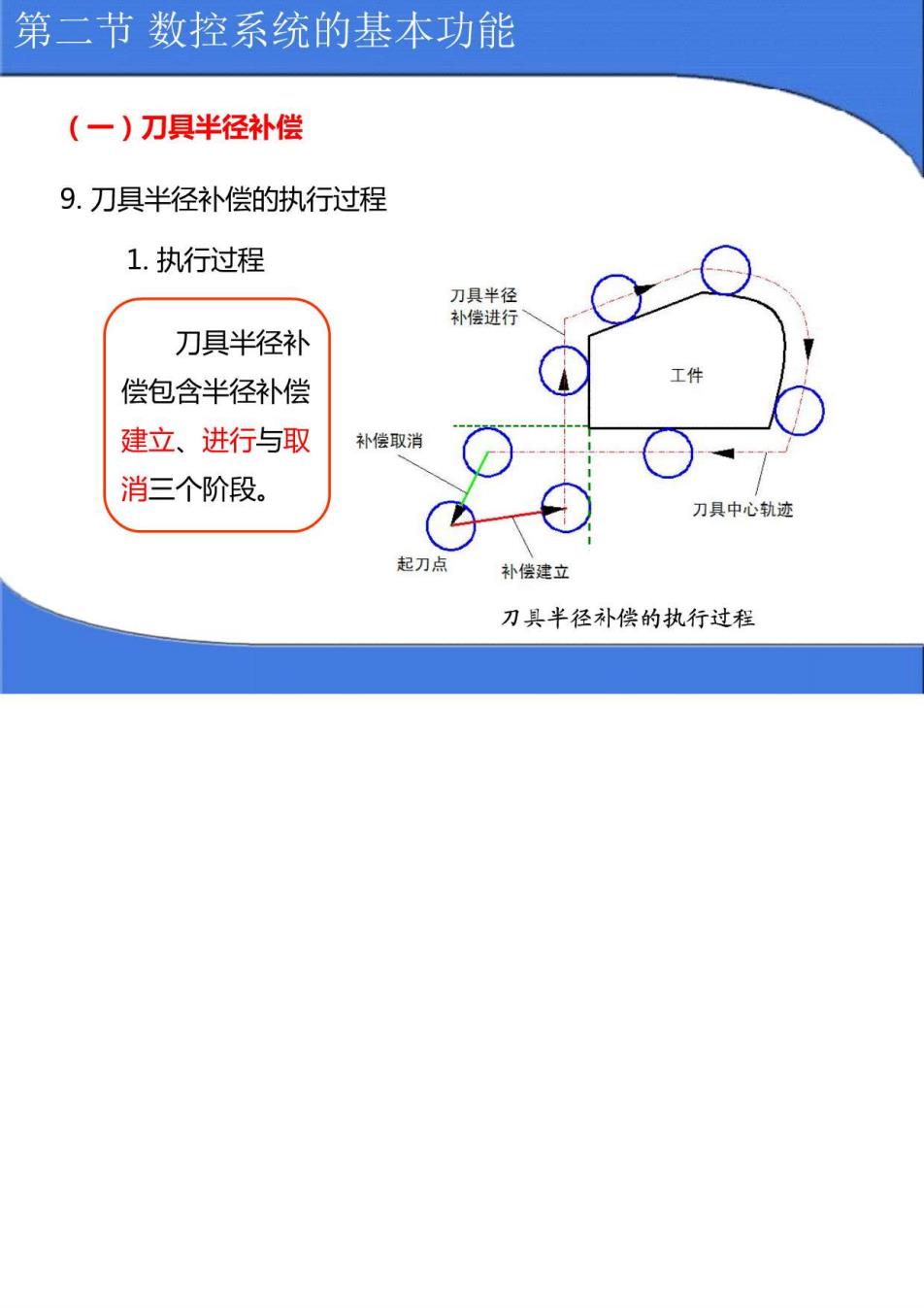
第二节数控系统的基本功能 (一)刀具半径补偿 9.刀具半径补偿的执行过程 1.执行过程 刀具半径补 偿包含半径补偿 工件 建立、进行与取 补偿取消 消三个阶段。 刀具中心轨迹 起刀点 补偿建立 刀具半径补偿的执行过程
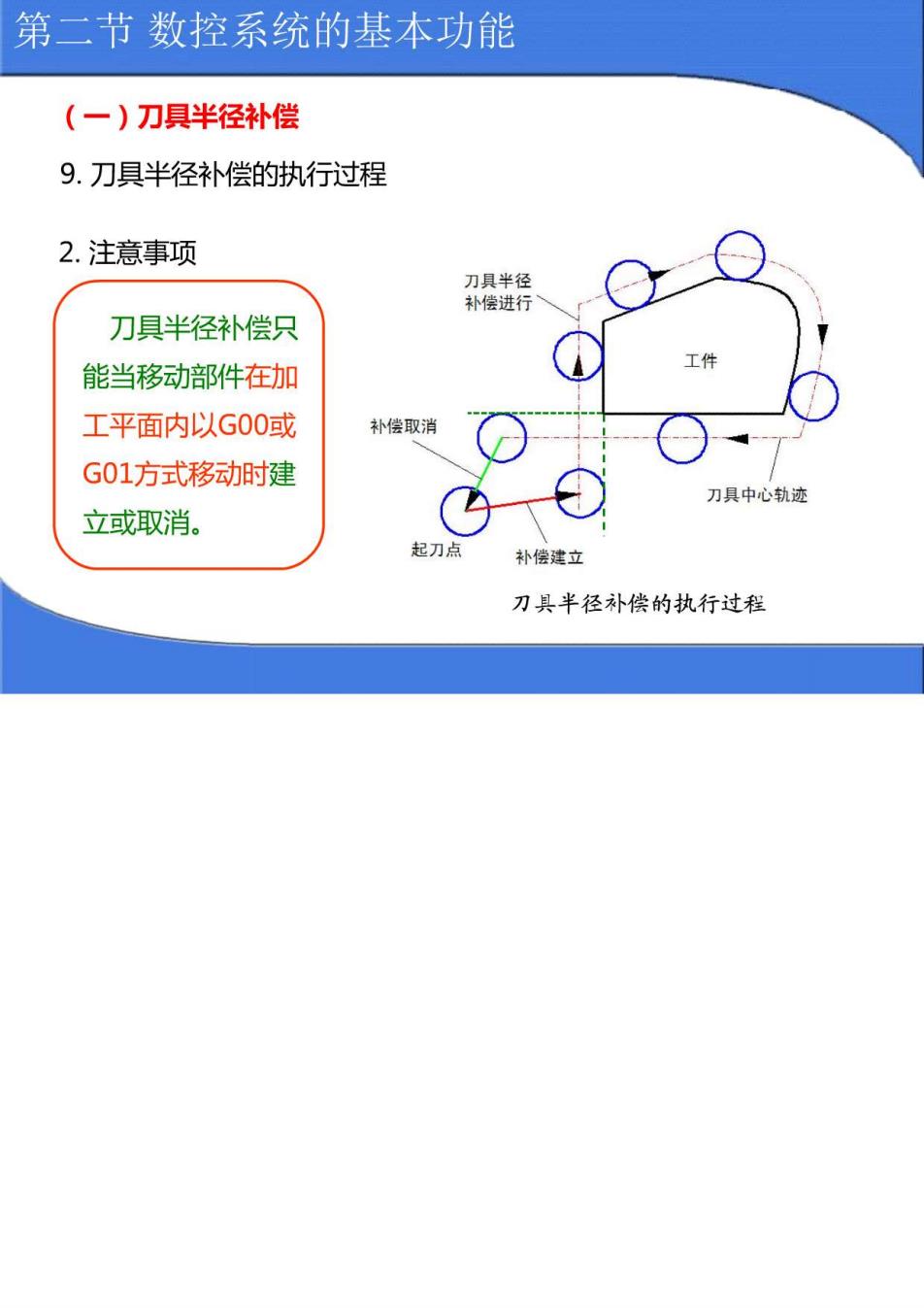
第二节数控系统的基本功能 (一)刀具半径补偿 9.刀具半径补偿的执行过程 2.注意事项 环程鞋器 刀具半径补偿只 能当移动部件在加 工平面内以G00或 补偿取消 G01方式移动时建 刀具中心轨迹 立或取消。 起刀点 补偿建立 刀具半径补偿的执行过程
第二节数控系统的基本功能 (一)刀具半径补偿 10.刀具半径补偿应用 (1)使用同一加工程序和相同的刀具,通过改变刀具半径补偿量完 成工件的粗加工与精加工; (2)通过修正刀具半径补偿值,消除刀具因重磨或磨损引起的尺寸变 化带来的加工误差; (3)通过修正刀具半径补偿值,消除工艺系统受力(或热)引起的变 形带来的加工误差;