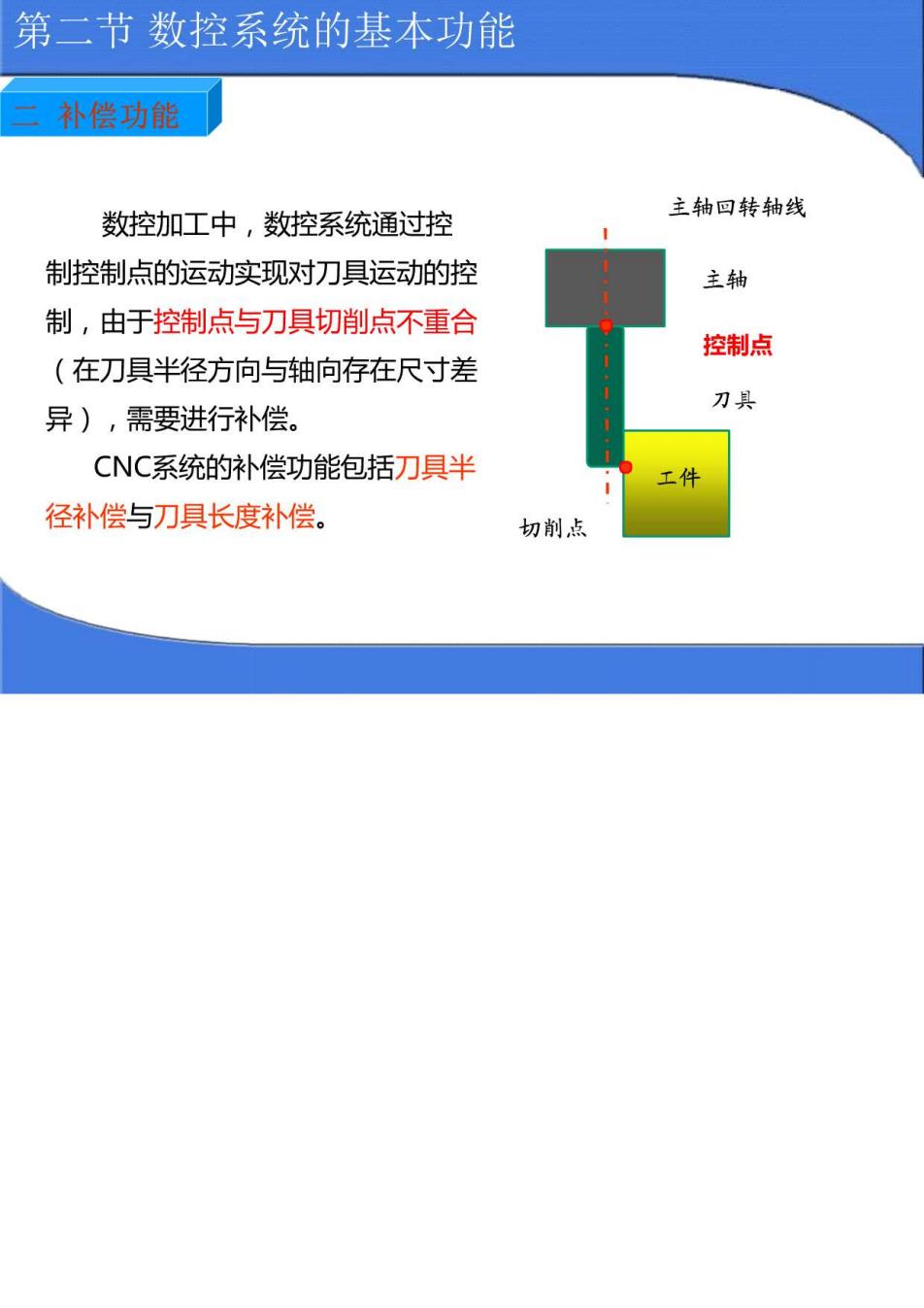
第二节数控系统的基本功能 补偿功能 数控加工中,数控系统通过控 主轴回转轴线 制控制点的运动实现对刀具运动的控 主轴 制,由于控制点与刀具切削点不重合 控制点 (在刀具半径方向与轴向存在尺寸差 刀具 异),需要进行补偿。 CNC系统的补偿功能包括刀具半 工件 径补偿与刀具长度补偿。 切削点
第二节数控系统的基本功能 补偿功能 CNC系统的补偿功能包括刀具半径补偿与刀具长度补偿。 (一)刀具半径补偿 1.什么是刀具半径补偿 按零件轮廓编制的程序和预先设定的偏移参数,数控装置能实时自 动生成刀具中心轨迹的功能称为刀具半径补偿功能

第二节数控系统的基本功能 补偿功能 (一)刀具半径补偿 2.为什么要进行刀具半径补偿 工件轮廓 刀具中 数控机床在加工过程中,它控制 (编程轨迹)》 心轨迹 的是刀具中心的运动轨迹,而NC程 轮廓法 序是按零件轮廓编制的,因而,实际 线方向 加工中,刀具需沿编程轮廓法线方向 有一个刀具半径量偏移。 刀具半径补偿功能可大大减小编 刀具 程工作量;消除刀具磨损、变形对加 工的影响
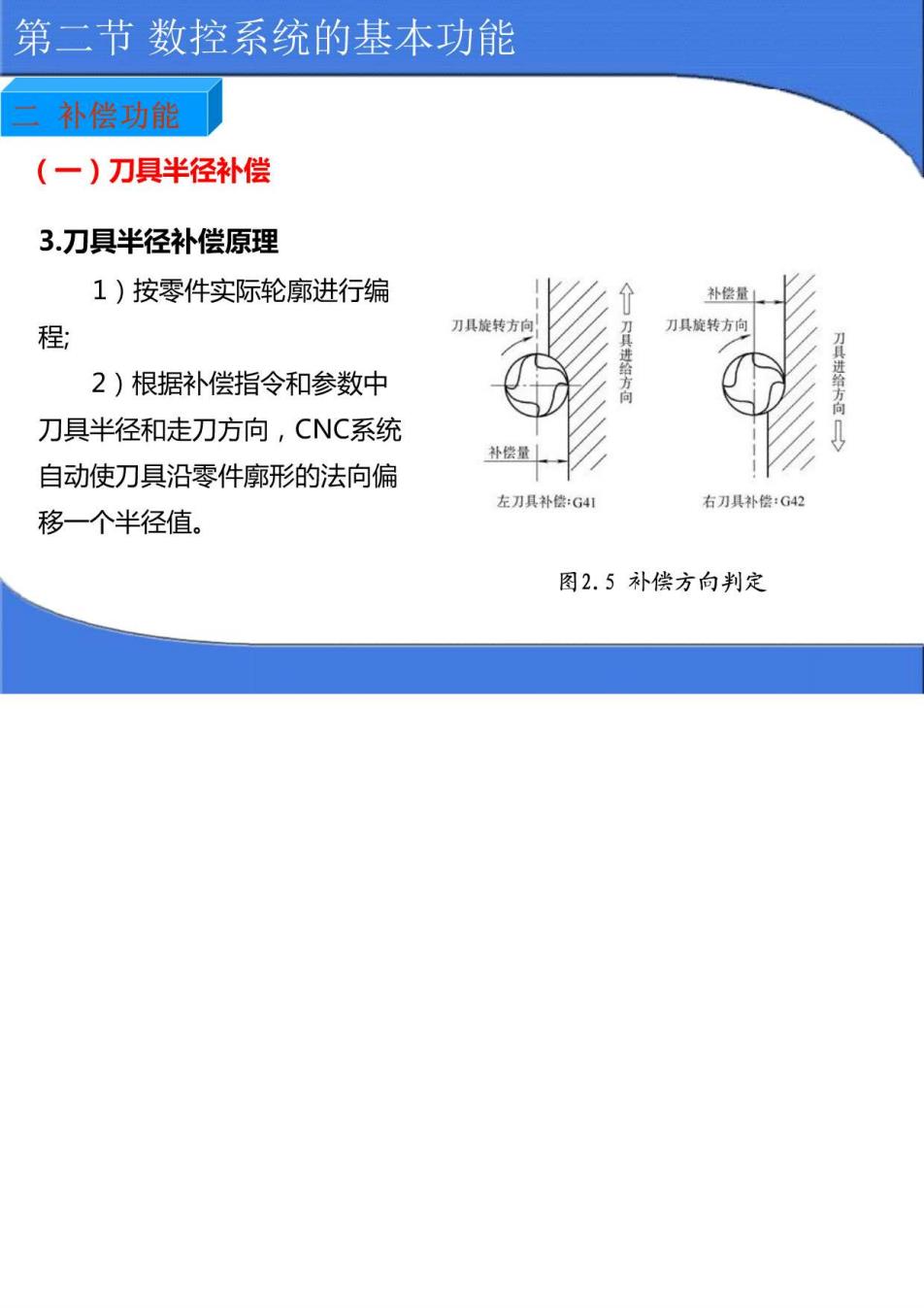
第二节数控系统的基本功能 补偿功能 (一)刀具半径补偿 3.刀具半径补偿原理 1)按零件实际轮廓进行编 补偿量 程 刀具旋转方向 2)根据补偿指令和参数中 刀具半径和走刀方向,CNC系统 补偿量 自动使刀具沿零件廓形的法向偏 左刀具补偿:G41 右刀具补偿:G42 移一个半径值。 图2.5补偿方向判定
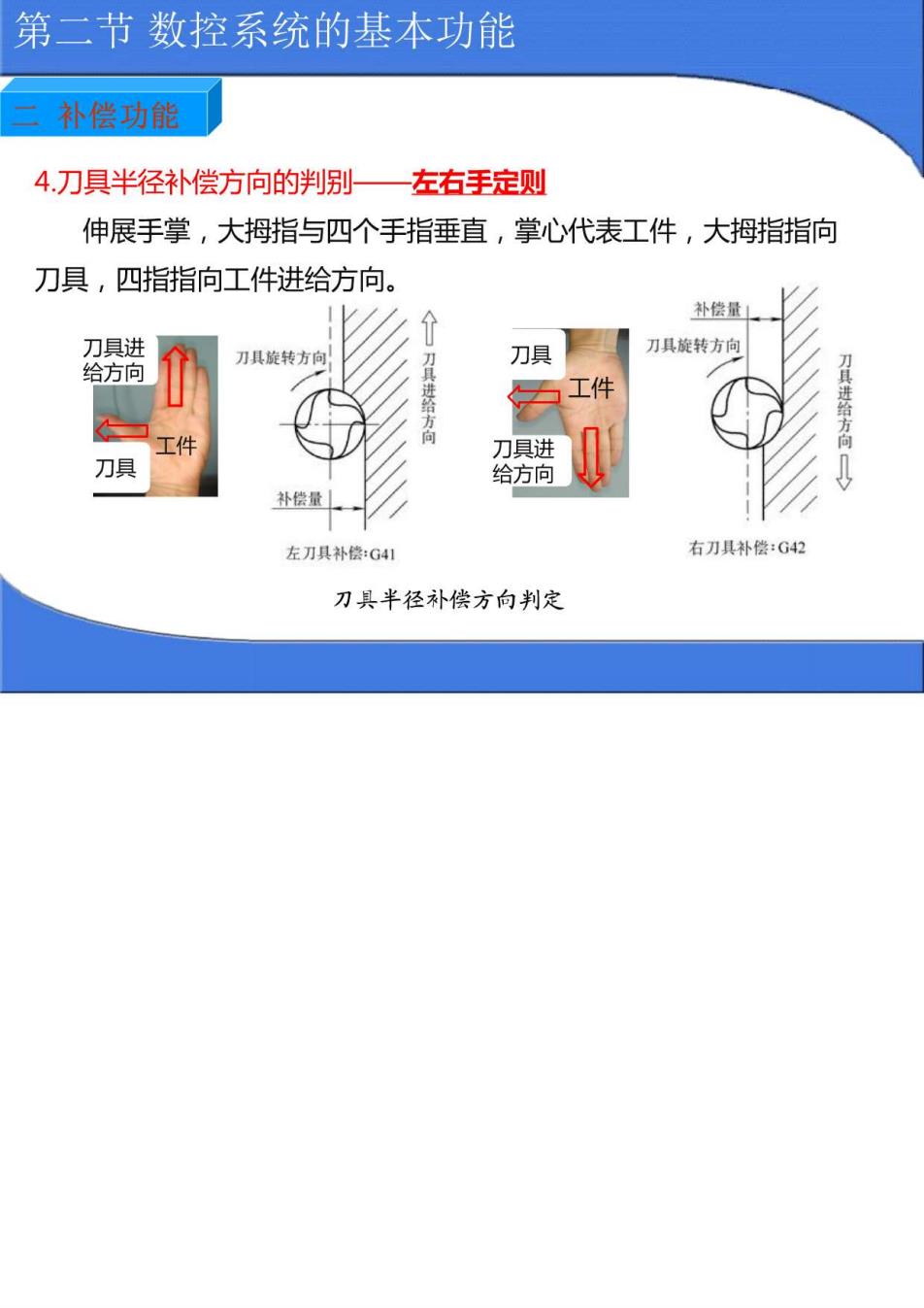
第二节数控系统的基本功能 补偿功能 4.刀具半径补偿方向的判别一左右手定则 伸展手掌,大拇指与四个手指垂直,掌心代表工件,大拇指指向 刀具,四指指向工件进给方向。 补偿量上 刀目讲 具旋转 刀具 刀具旋转方向 厂件 件 刀具进 刀具 给方向 补偿量 左刀具补偿:G41 右刀具补偿:G42 刀具半径补偿方向判定