第一节概述 六。常用数控系统 1.日本FANUC系统,如F0、F10/11/12、F15、F16、F18等; 2.德国SIMENS系统,如SINUMERIK3:、8.810.820.850、880等: 3.美国A-B公司的数控系统,如8200系列、8400系列和8600系列等; 4.华中数控装置,如装备车床的NHC21T数控装置、华中8型全数字总线式 高档数控系统等; 5.北京数控设备厂的CNC装置,如从FANUC公司引进的产品FANUC- BESK3系a列、FANUC-BESK6E系列;与FANUC公司合作的产品FANUC-BESK O Mate E系列;自行研发的产品BS02、BS06/07系列等; 6.上海机床研究所的CNC装置,如MTC系列产品
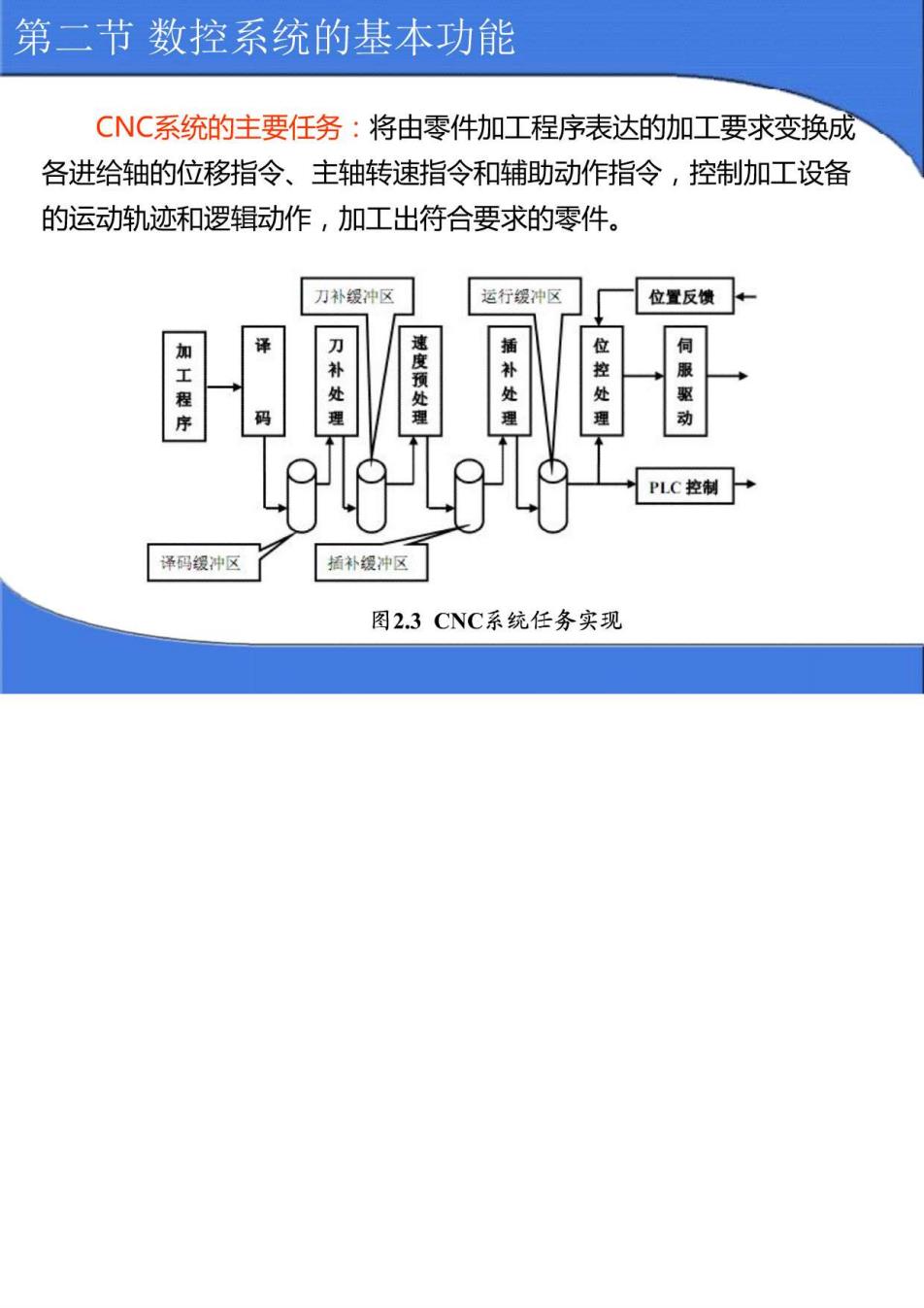
第二节数控系统的基本功能 CNC系统的主要任务:将由零件加工程序表达的加工要求变换成 各进给轴的位移指令、主轴转速指令和辅助动作指令,控制加工设备 的运动轨迹和逻辑动作,加工出符合要求的零件。 刀补缓冲区 运行缓冲区 —一位置反馈 加工程序 PLC控制 译码缓冲区 插补缓冲区 图2.3CNC系统任务实现
第二节数控系统的基本功能 数控加工程序译码 1.译码的概念 将程序中的各种信息转换为CNC系统控制机床运动的专门信息。 2.译码的功能 将文本格式的NC程序以程序段为单位转换成一个能为CNC系统接收的 特定形式的数据信息,包括X、Y、Z等坐标值、主轴转速、G代码、M代码、 刀具号、子程序处理和循环调用处理等数据或标志;对程序段进行语法检 查,发现语法错误则产生报警

第二节数控系统的基本功能 。 数控加工程序译码 3.如何译码?—译码准则 (1)刀具运动轨迹上一段的终点是下一段的起点 oC3,3) AW oB(X2,y2) G01 Xx Yy F200; AB直线段的终点B Xx2 Yy2: 艮BC直线段的起点 Xx3 Yy3:
第二节数控系统的基本功能 数控加工程序译码 3.如何译码?—译码准则 (2)CNC系统通过对刀具上的一个特定点(控制点)进行运动控 制实现对刀具运动的控制 控制点的选取: 数控铣床的控制点是主轴前端面与主轴回转轴线的交点 数控车床的控制点通常选在刀架的中心点 (3)按机床坐标系进行译码与控制 4.译码结果保存 译码结果存储到译码缓冲区