机械制造工艺学讲义以镗床滑动轴承主轴为例进行分析如镗床滑动轴承主轴,若作用在主轴上各种力的大小和方向不变,可使主轴前后支承轴颈上某两个固定点M及M始终沿前后轴承滑动,这时镗床主轴的瞬时回转轴线的运动轨迹将与轴承孔的形状相似。若镗床主轴轴承孔无圆度误差,则镗床主轴回转时其瞬时回转轴线相对其平均位置的变动量为零,故其回转运动没有任何误差。若镗床主轴轴承孔有圆度误差(如棱圆)则由于镗床主轴瞬时回转轴线相对其平均位置的变动而产生主轴回转运动误差,加工后工件内孔也会出现圆度误差(棱圆)。因此,镗床滑动轴承主轴的回转精度主要取决于主轴轴承孔的形状精度及它们之间的位置精度,而对主轴前后支承轴颈的形状精度要求可适当降低(3)提高回转运动精度的主要措施①提高机床主轴回转精度的主要措施a采用精密滚动轴承并预加载荷。由于在主轴部件上采用了精密滚动轴承,并通过预加载荷的方法消除了轴承间隙(有时甚至造成微量的过盈)这不仅消除了轴承间隙的影响,而且还可以提高主轴轴承刚度,使主轴回转精度进一步提高。b改进滑动轴承结构,采用短三瓦自位轴承。为了适应精密磨削加工的需要,可将外圆磨床滑动轴承的原长三瓦结构改为短三瓦自位轴承结构。这样,就可明显减小主轴回转时的轴承间隙,从而提高了砂轮主轴的回转精度。c采用液体或气体静压轴承为进一步提高主轴回转精度,在很多精密机床的主轴部件上采用静压轴承结构,这种结构有如下特点:·主轴刚度高液体静压轴承主轴刚度一般比滚动轴承主轴的刚度提高5一6倍。·回转精度高由于在各轴承孔的油腔中有压力油,油脏又是对称分布,故对主轴轴颈圆度误差中的椭圆度反应极不敏感。此外,对主轴轴颈其它类型的形状误差也可起到均化作用,如对具有棱圆度误差的主轴,经均化作用可使工作时的回转运动误差减小到轴颈形状误差的1/3一1/5,甚至更小。·轴承的加工工艺性好静压轴承轴承孔的加工精度要求可比精密滑动轴承低,往往只需将几个径向封油边加工到要求精度即可。·空气静压轴承还具有不发热、压缩空气不需要回收处理和结构简单等优点故更适于在轻载的精密机床主轴上采用。②保证零件加工时回转精度的主要措施12石河子大学机械电气工程学院
机械制造工艺学讲义 石河子大学机械电气工程学院 12 以镗床滑动轴承主轴为例进行分析 如镗床滑动轴承主轴,若作用在主轴上各种力的大小和方向不变,可使主轴 前后支承轴颈上某两个固定点 M1 及 M2 始终沿前后轴承孔滑动,这时镗床主轴的 瞬时回转轴线的运动轨迹将与轴承孔的形状相似。若镗床主轴轴承孔无圆度误 差,则镗床主轴回转时其瞬时回转轴线相对其平均位置的变动量为零,故其回转 运动没有任何误差。若镗床主轴轴承孔有圆度误差(如棱圆)则由于镗床主轴瞬 时回转轴线相对其平均位置的变动而产生主轴回转运动误差,加工后工件内孔也 会出现圆度误差(棱圆)。 因此,镗床滑动轴承主轴的回转精度主要取决于主轴轴承孔的形状精度及它 们之间的位置精度,而对主轴前后支承轴颈的形状精度要求可适当降低。 (3)提高回转运动精度的主要措施 ①提高机床主轴回转精度的主要措施 a 采用精密滚动轴承并预加载荷。 由于在主轴部件上采用了精密滚动轴承,并通过预加载荷的方法消除了轴承 间隙(有时甚至造成微量的过盈)这不仅消除了轴承间隙的影响,而且还可以提 高主轴轴承刚度,使主轴回转精度进一步提高。 b 改进滑动轴承结构,采用短三瓦自位轴承。 为了适应精密磨削加工的需要,可将外圆磨床滑动轴承的原长三瓦结构改为 短三瓦自位轴承结构。这样,就可明显减小主轴回转时的轴承间隙,从而提高了 砂轮主轴的回转精度。 c 采用液体或气体静压轴承 为进一步提高主轴回转精度,在很多精密机床的主轴部件上采用静压轴承结 构,这种结构有如下特点: ·主轴刚度高 液体静压轴承主轴刚度一般比滚动轴承主轴的刚度提高 5-6 倍。 ·回转精度高 由于在各轴承孔的油腔中有压力油,油脏又是对称分布,故对主轴轴颈圆度 误差中的椭圆度反应极不敏感。此外,对主轴轴颈其它类型的形状误差也可起到 均化作用,如对具有棱圆度误差的主轴,经均化作用可使工作时的回转运动误差 减小到轴颈形状误差的 1/3-l/5,甚至更小。 ·轴承的加工工艺性好 静压轴承轴承孔的加工精度要求可比精密滑动轴承低,往往只需将几个径向 封油边加工到要求精度即可。 ·空气静压轴承还具有不发热、压缩空气不需要回收处理和结构简单等优点, 故更适于在轻载的精密机床主轴上采用。 ②保证零件加工时回转精度的主要措施
机械制造工艺学讲义·采用固定顶尖定位加工为了保证零件加工时的瞬时回转轴线不变,对轴类零件可采用两个固定顶尖定位的加工方案。零件在加工过程中,由于始终围绕两个固定顶尖的联线转动,故可加工出圆度很高的外圆表面。采用两个固定顶尖定位的加工方案。为保证零件在加工时的回转精度,还必须保证两个固定顶尖、零件上的两个顶尖孔本身的精度和它们之间的位置精度。从上述分析可知,要使零件在加工时具有精确的回转运动,除需将机床上两个具有准确形状的固定顶尖调整到同一轴线上外,还要求被加工零件具有准确的顶尖孔。·采用无心磨削加工。在加工精密薄壁套类零件(如滚动轴承的内外圈)时,加工后的形状精度往往受到所使用的内圆磨床主轴回转精度的限制。但若在加工轴承内外圈时,使其回转精度不受加工机床主轴回转精度的影响,就可以突破这个限制而取得更高的加工精度。现在生产中广泛采用的电磁无心磨削加工,就是解决这一问题的有效措施。2.直线运动精度准确的直线运动主要取决于机床导轨的精度及其与工作台之间的接触精度。(1)机床导轨精度标准各类机床,为了保证在其上移动部件的直线运动精度,对机床导轨都规定有如下几个方面的精度要求:①导轨在水平面内的直线度②导轨在垂直平面内的直线度③导轨与导轨之间在垂直方向的平行度对一般机床,要求导轨在两个平面内的直线度公差和两导轨之间在垂直方向的平行度公差均为1000:0.02,其相互配合的导轨面间的接触精度为每平方时不少于16个接触斑点。而对于精密机床,则要求导轨在两个平面内的直线度公差和两导轨之间在垂直方向的平行度公差均为1000:0.01,其相互配合的导轨面间的接触精度为每平方时不少于20个接触斑点。(2)机床导轨误差对机床移动部件直线运动及零件形状精度的影响机床导轨的误差将造成在其上移动部件的直线运动误差,从而在不同程度上反映到被加工工件的形状误差上去。现以车床和平面磨床为例,对机床导轨误差的影响进行分析:①车床导轨误差对刀具直线运动及零件形状精度的影响。当车床导轨只在水平面内有直线度误差时(即加工误差的敏感方尚),如图2(a)所示,将使便刀具本身的成形运动不呈直线,此时尖相对工件回转轴线将在加工表面的法线方向按导轨的直线度误差做相应的位移运动,从而造成零件加工13石河子大学机械电气工程学院
机械制造工艺学讲义 石河子大学机械电气工程学院 13 ·采用固定顶尖定位加工 为了保证零件加工时的瞬时回转轴线不变,对轴类零件可采用两个固定顶尖 定位的加工方案。零件在加工过程中,由于始终围绕两个固定顶尖的联线转动, 故可加工出圆度很高的外圆表面。 采用两个固定顶尖定位的加工方案。为保证零件在加工时的回转精度,还必 须保证两个固定顶尖、零件上的两个顶尖孔本身的精度和它们之间的位置精度。 从上述分析可知,要使零件在加工时具有精确的回转运动,除需将机床上两 个具有准确形状的固定顶尖调整到同一轴线上外,还要求被加工零件具有准确的 顶尖孔。 ·采用无心磨削加工。 在加工精密薄壁套类零件(如滚动轴承的内外圈)时,加工后的形状精度往往 受到所使用的内圆磨床主轴回转精度的限制。但若在加工轴承内外圈时,使其回 转精度不受加工机床主轴回转精度的影响,就可以突破这个限制而取得更高的加 工精度。现在生产中广泛采用的电磁无心磨削加工,就是解决这一问题的有效措 施。 2.直线运动精度 准确的直线运动主要取决于机床导轨的精度及其与工作台之间的接触精度。 (1)机床导轨精度标准 各类机床,为了保证在其上移动部件的直线运动精度,对机床导轨都规定有 如下几个方面的精度要求: ①导轨在水平面内的直线度 ②导轨在垂直平面内的直线度 ③导轨与导轨之间在垂直方向的平行度 对一般机床,要求导轨在两个平面内的直线度公差和两导轨之间在垂直方向 的平行度公差均为 1000:0.02,其相互配合的导轨面间的接触精度为每平方时 不少于 16 个接触斑点。而对于精密机床,则要求导轨在两个平面内的直线度公 差和两导轨之间在垂直方向的平行度公差均为 1000:0.01,其相互配合的导轨 面间的接触精度为每平方时不少于 20 个接触斑点。 (2)机床导轨误差对机床移动部件直线运动及零件形状精度的影响 机床导轨的误差将造成在其上移动部件的直线运动误差,从而在不同程度上 反映到被加工工件的形状误差上去。现以车床和平面磨床为例,对机床导轨误差 的影响进行分析: ①车床导轨误差对刀具直线运动及零件形状精度的影响。 当车床导轨只在水平面内有直线度误差时(即加工误差的敏感方向),如图 2(a)所示,将使刀具本身的成形运动不呈直线,此时刀尖相对工件回转轴线将在 加工表面的法线方向按导轨的直线度误差做相应的位移运动,从而造成零件加工
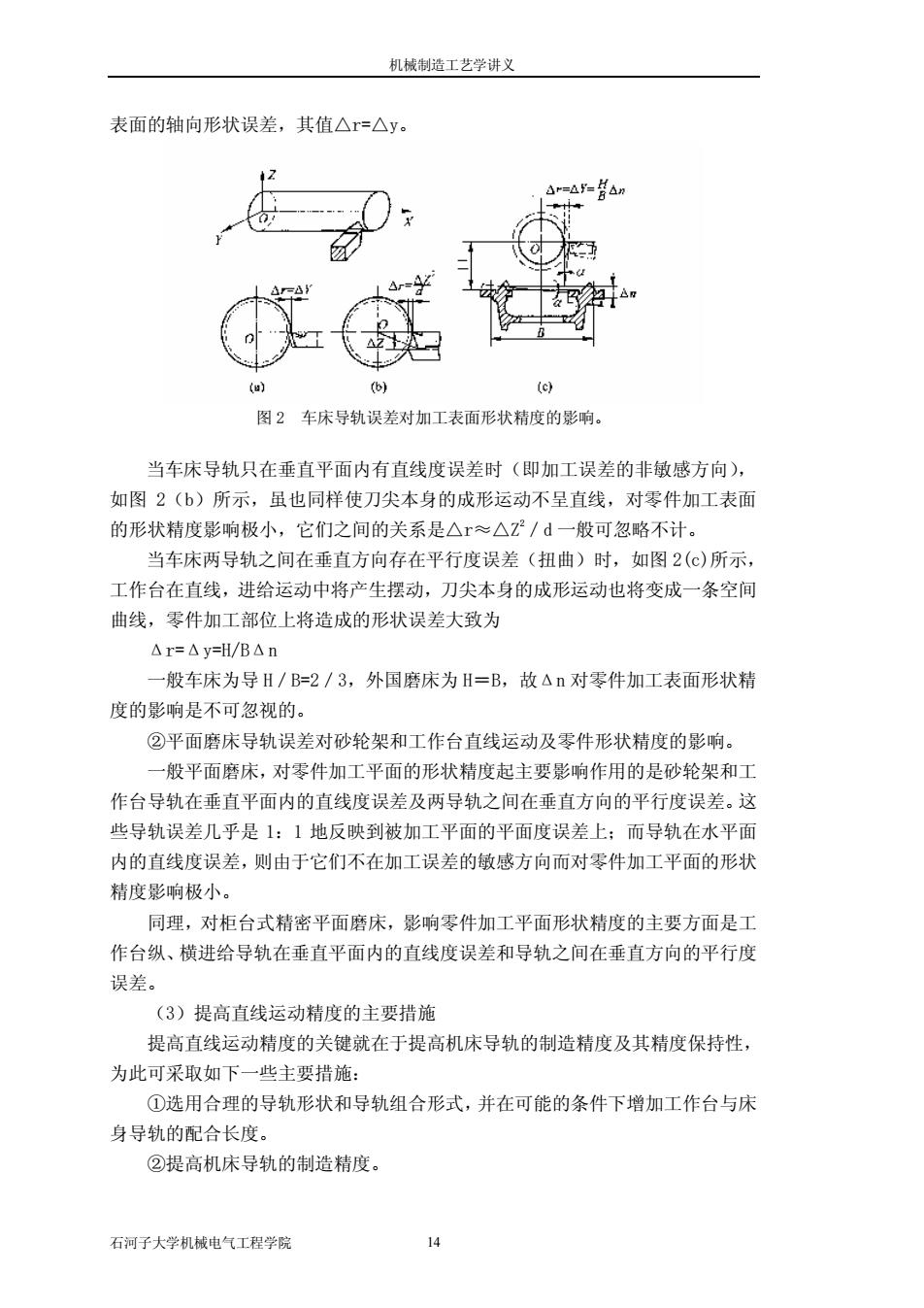
机械制造工艺学讲义表面的轴向形状误差,其值△r=△y。1Z.=4F-84Ar浴(b)(u)(c)图2车床导轨误差对加工表面形状精度的影响。当车床导轨只在垂直平面内有直线度误差时(即加工误差的非敏感方向),如图2(b)所示,虽也同样使刀尖本身的成形运动不呈直线,对零件加工表面的形状精度影响极小,它们之间的关系是△r~△Z/d一般可忽略不计。当车床两导轨之间在垂直方向存在平行度误差(扭曲)时,如图2(c)所示,工作台在直线,进给运动中将产生摆动,刀尖本身的成形运动也将变成一条空间曲线,零件加工部位上将造成的形状误差大致为△r=△y=H/B△n一般车床为导H/B=2/3,外国磨床为H=B,故△n对零件加工表面形状精度的影响是不可忽视的。②平面磨床导轨误差对砂轮架和工作台直线运动及零件形状精度的影响。一般平面磨床,对零件加工平面的形状精度起主要影响作用的是砂轮架和工作台导轨在垂直平面内的直线度误差及两导轨之间在垂直方向的平行度误差。这些导轨误差几乎是1:1地反映到被加工平面的平面度误差上:而导轨在水平面内的直线度误差,则由于它们不在加工误差的敏感方向而对零件加工平面的形状精度影响极小。同理,对柜台式精密平面磨床,影响零件加工平面形状精度的主要方面是工作台纵、横进给导轨在垂直平面内的直线度误差和导轨之间在垂直方向的平行度误差。(3)提高直线运动精度的主要措施提高直线运动精度的关键就在于提高机床导轨的制造精度及其精度保持性为此可采取如下一些主要措施①选用合理的导轨形状和导轨组合形式,并在可能的条件下增加工作台与床身导轨的配合长度。②提高机床导轨的制造精度。14石河子大学机械电气工程学院
机械制造工艺学讲义 石河子大学机械电气工程学院 14 表面的轴向形状误差,其值△r=△y。 图 2 车床导轨误差对加工表面形状精度的影响。 当车床导轨只在垂直平面内有直线度误差时(即加工误差的非敏感方向), 如图 2(b)所示,虽也同样使刀尖本身的成形运动不呈直线,对零件加工表面 的形状精度影响极小,它们之间的关系是△r≈△Z 2/d 一般可忽略不计。 当车床两导轨之间在垂直方向存在平行度误差(扭曲)时,如图 2(c)所示, 工作台在直线,进给运动中将产生摆动,刀尖本身的成形运动也将变成一条空间 曲线,零件加工部位上将造成的形状误差大致为 Δr=Δy=H/BΔn 一般车床为导 H/B=2/3,外国磨床为 H=B,故Δn 对零件加工表面形状精 度的影响是不可忽视的。 ②平面磨床导轨误差对砂轮架和工作台直线运动及零件形状精度的影响。 一般平面磨床,对零件加工平面的形状精度起主要影响作用的是砂轮架和工 作台导轨在垂直平面内的直线度误差及两导轨之间在垂直方向的平行度误差。这 些导轨误差几乎是 1:1 地反映到被加工平面的平面度误差上;而导轨在水平面 内的直线度误差,则由于它们不在加工误差的敏感方向而对零件加工平面的形状 精度影响极小。 同理,对柜台式精密平面磨床,影响零件加工平面形状精度的主要方面是工 作台纵、横进给导轨在垂直平面内的直线度误差和导轨之间在垂直方向的平行度 误差。 (3)提高直线运动精度的主要措施 提高直线运动精度的关键就在于提高机床导轨的制造精度及其精度保持性, 为此可采取如下一些主要措施: ①选用合理的导轨形状和导轨组合形式,并在可能的条件下增加工作台与床 身导轨的配合长度。 ②提高机床导轨的制造精度