机械制造工艺学讲义第一章 机械加工工艺规程的制订S1概述一、机械加工工艺规程的作用机械加工工艺规程一一是规定产品或零部件制造工艺过程和操作方法等的工艺文件。正确的机械加工工艺规程是在总结长期的生产实践和科学实验的基础上,依据科学理论和必要的工艺试验而制订的,并通过生产过程的实践不断得到改进和完善。机械加工工艺规程的作用有如下三个方面。(一)机械加工工艺规程是组织车间生产的主要技术文件(二)机械加工工艺规程是生产准备和计划调度的主要依据(三)机械加工工艺规程是新建或扩建工厂、车间的基本技术文件(四)行之有效的先进加工工艺规程还起着交流和推广先进经验的作用,有利于其他工厂缩短试制过程,提高工艺水平。制订工艺规程的基本原则:1.保证产品质量;2.提高劳动生产率,降低生产成本;1.安全操作,改善劳动条件:4.要根据本厂的生产条件,制订工艺规程。二、机械加工工艺规程的制订程序制订机械加工工艺规程的原始资料主要是:零件工作图,包括必要的装配图零件的生产纲领和投产批量本厂加工设备及生产条件毛坏生产和供应条件机械加工工艺规程的制订,其内容和顺序如下:1.分析被加工零件:2.选择毛坏;3.设计工艺过程:包括划分工艺过程的组成、选择定位基准、选零件表面的加工方法、安排加工顺序和组合工序等:4:工序设计:包括选择机床和工艺装备、确定加工余量、计算工序尺寸及其公差、确定切削用量及计算工时定额等;5.编制工艺文件。三、机械加工工艺规程制订研究的问题为了能优质、高产、低消耗地加工出合格的产品,在机械加工工艺规程制订中应研究如下问题:石河子大学机械电气工程学院2
机械制造工艺学讲义 石河子大学机械电气工程学院 2 第一章 机械加工工艺规程的制订 §1 概 述 一、机械加工工艺规程的作用 机械加工工艺规程——是规定产品或零部件制造工艺过程和操作方法等的 工艺文件。 正确的机械加工工艺规程是在总结长期的生产实践和科学实验的基础上,依 据科学理论和必要的工艺试验而制订的,并通过生产过程的实践不断得到改进和 完善。机械加工工艺规程的作用有如下三个方面。 (一)机械加工工艺规程是组织车间生产的主要技术文件 (二)机械加工工艺规程是生产准备和计划调度的主要依据 (三)机械加工工艺规程是新建或扩建工厂、车间的基本技术文件 (四)行之有效的先进加工工艺规程还起着交流和推广先进经验的作用,有 利于其他工厂缩短试制过程,提高工艺水平。 制订工艺规程的基本原则: 1.保证产品质量; 2.提高劳动生产率,降低生产成本; 1.安全操作,改善劳动条件; 4.要根据本厂的生产条件,制订工艺规程。 二、机械加工工艺规程的制订程序 制订机械加工工艺规程的原始资料主要是: 零件工作图,包括必要的装配图 零件的生产纲领和投产批量 本厂加工设备及生产条件 毛坯生产和供应条件 机械加工工艺规程的制订,其内容和顺序如下: 1.分析被加工零件; 2.选择毛坯; 3.设计工艺过程:包括划分工艺过程的组成、选择定位基准、选择零件表 面的加工方法、安排加工顺序和组合工序等; 4.工序设计:包括选择机床和工艺装备、确定加工余量、计算工序尺寸及 其公差、确定切削用量及计算工时定额等; 5.编制工艺文件。 三、机械加工工艺规程制订研究的问题 为了能优质、高产、低消耗地加工出合格的产品,在机械加工工艺规程制订 中应研究如下问题:
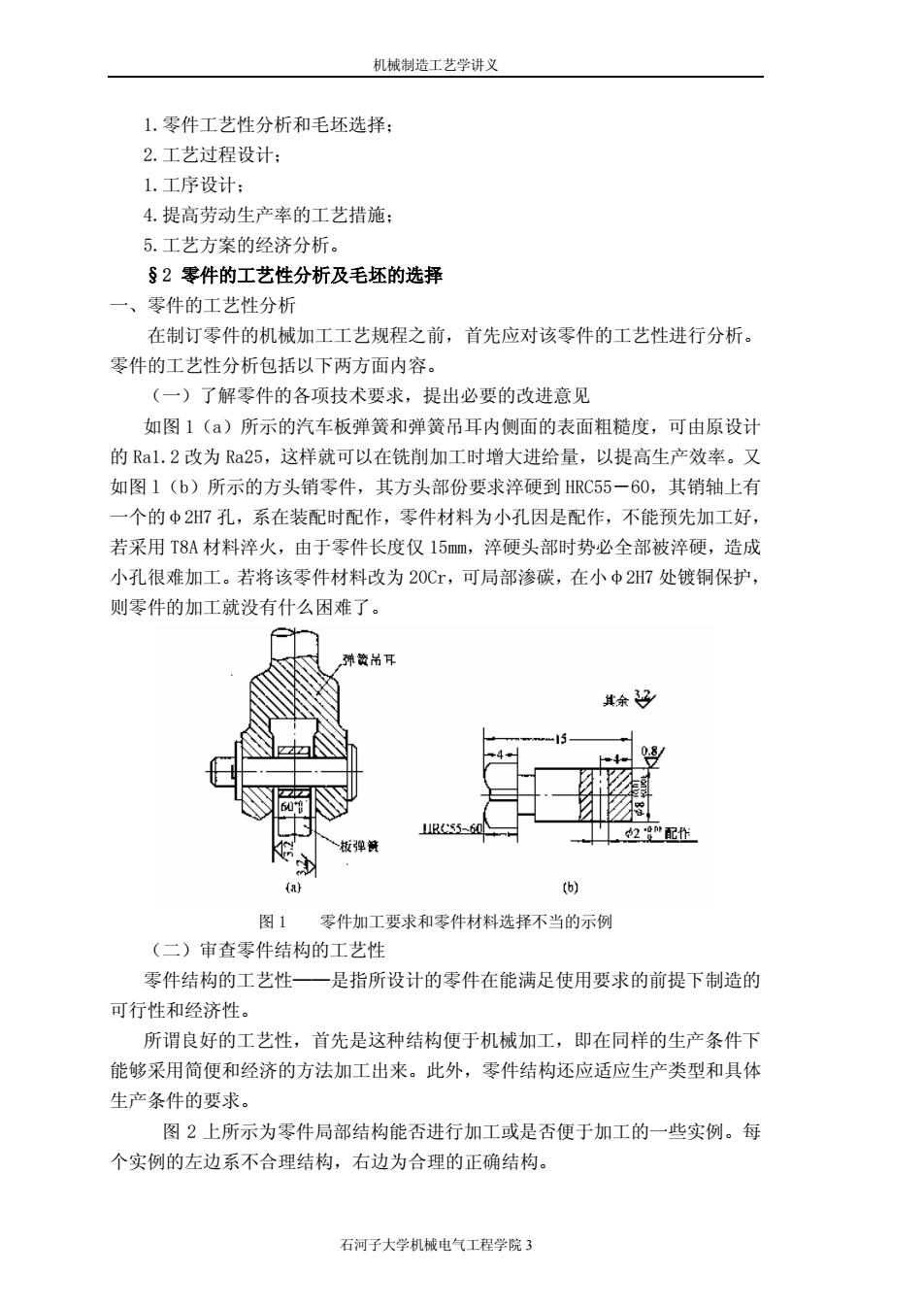
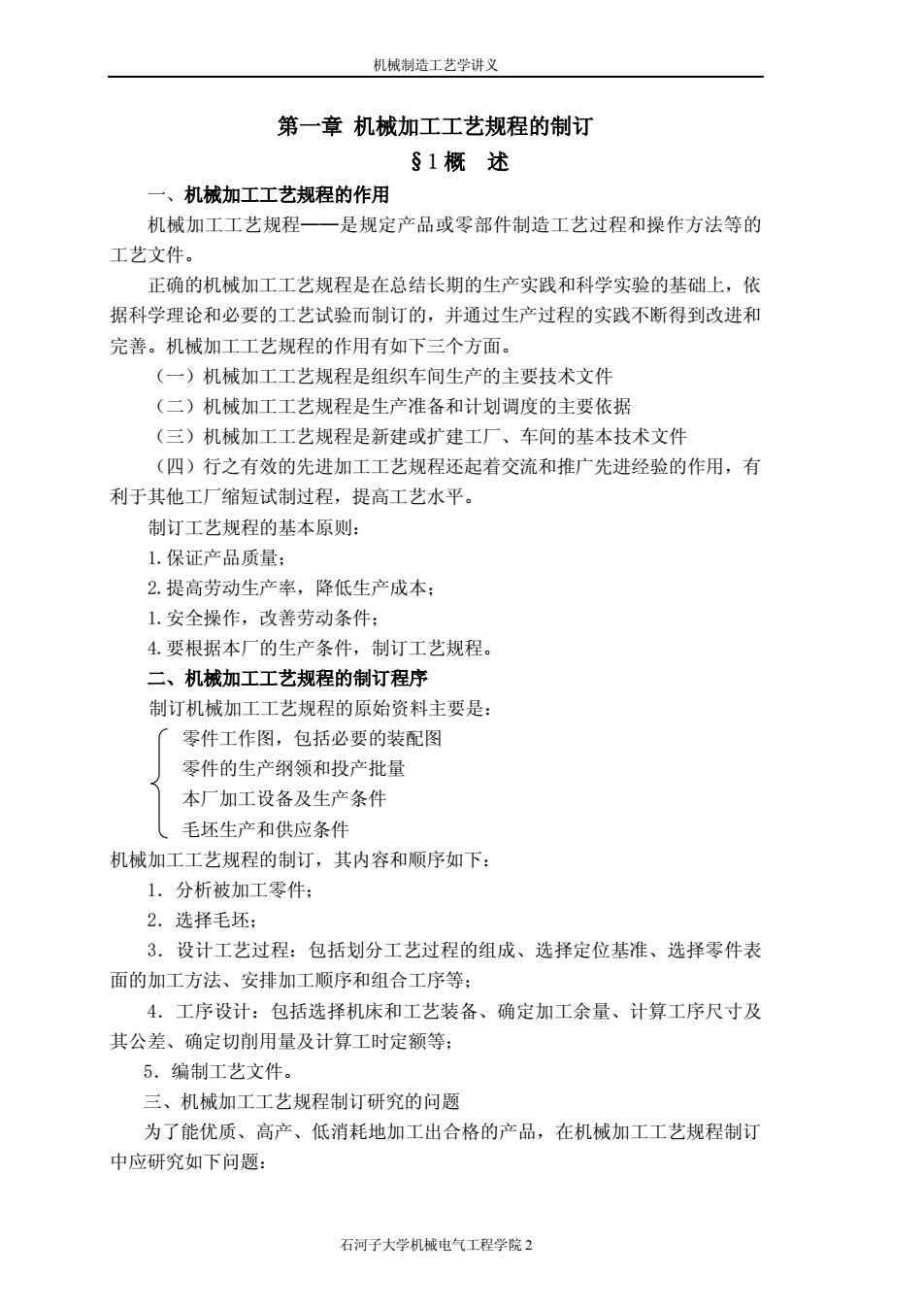
机械制造工艺学讲义1.零件工艺性分析和毛坏选择;2.工艺过程设计;1.工序设计:4.提高劳动生产率的工艺措施:5.工艺方案的经济分析。S2零件的工艺性分析及毛坏的选择一、零件的工艺性分析在制订零件的机械加工工艺规程之前,首先应对该零件的工艺性进行分析。零件的工艺性分析包括以下两方面内容。(一)了解零件的各项技术要求,提出必要的改进意见如图1(a)所示的汽车板弹簧和弹簧吊耳内侧面的表面粗糙度,可由原设计的Ral.2改为Ra25,这样就可以在铣削加工时增大进给量,以提高生产效率。又如图1(b)所示的方头销零件,其方头部份要求淬硬到HRC55一60,其销轴上有一个的Φ2H7孔,系在装配时配作,零件材料为小孔因是配作,不能预先加工好,若采用T8A材料火,由于零件长度仅15mm,淬硬头部时势必全部被淬硬,造成小孔很难加工。若将该零件材料改为20Cr,可局部渗碳,在小Φ2H7处镀铜保护,则零件的加工就没有什么困难了。弹赞吊耳其余08JIRC55-602配件板弹镜2(a)(b)图1零件加工要求和零件材料选择不当的示例(二)审查零件结构的工艺性零件结构的工艺性一一是指所设计的零件在能满足使用要求的前提下制造的可行性和经济性。所谓良好的工艺性,首先是这种结构便于机械加工,即在同样的生产条件下能够采用简便和经济的方法加工出来。此外,零件结构还应适应生产类型和具体生产条件的要求。图2上所示为零件局部结构能否进行加工或是否便于加工的一些实例。每个实例的左边系不合理结构,右边为合理的正确结构。石河子大学机械电气工程学院3
机械制造工艺学讲义 石河子大学机械电气工程学院 3 1.零件工艺性分析和毛坯选择; 2.工艺过程设计; 1.工序设计; 4.提高劳动生产率的工艺措施; 5.工艺方案的经济分析。 §2 零件的工艺性分析及毛坯的选择 一、零件的工艺性分析 在制订零件的机械加工工艺规程之前,首先应对该零件的工艺性进行分析。 零件的工艺性分析包括以下两方面内容。 (一)了解零件的各项技术要求,提出必要的改进意见 如图 1(a)所示的汽车板弹簧和弹簧吊耳内侧面的表面粗糙度,可由原设计 的 Ra1.2 改为 Ra25,这样就可以在铣削加工时增大进给量,以提高生产效率。又 如图 l(b)所示的方头销零件,其方头部份要求淬硬到 HRC55-60,其销轴上有 一个的φ2H7 孔,系在装配时配作,零件材料为小孔因是配作,不能预先加工好, 若采用 T8A 材料淬火,由于零件长度仅 15mm,淬硬头部时势必全部被淬硬,造成 小孔很难加工。若将该零件材料改为 20Cr,可局部渗碳,在小φ2H7 处镀铜保护, 则零件的加工就没有什么困难了。 图 1 零件加工要求和零件材料选择不当的示例 (二)审查零件结构的工艺性 零件结构的工艺性——是指所设计的零件在能满足使用要求的前提下制造的 可行性和经济性。 所谓良好的工艺性,首先是这种结构便于机械加工,即在同样的生产条件下 能够采用简便和经济的方法加工出来。此外,零件结构还应适应生产类型和具体 生产条件的要求。 图 2 上所示为零件局部结构能否进行加工或是否便于加工的一些实例。每 个实例的左边系不合理结构,右边为合理的正确结构
机械制造工艺学讲义(三)审查零件材料选择是否恰当(f)(d)1(j)k(1)(m)图2零件局部结构工艺性的一些实例(四)零件结构工艺性的评定指标为满足不同的生产类型和生产条件下,零件结构工艺性更合理,在对零件结构工艺性进行定性分析的基础上,也可采用定量指标进行评价。零件结构工艺性的主要指标项目有:1)加工精度参数KK.-产品(或零件)图样中标注有公差要求的尺寸数产品(或零件)图样中的尺寸总数2)结构继承性系数KsK.=产品中借用件数+通用件数产品零件总数3)结构标准化系数KstK.=产品中标准件数产品零件总数石河子大学机械电气工程学院4
机械制造工艺学讲义 石河子大学机械电气工程学院 4 (三)审查零件材料选择是否恰当 图 2 零件局部结构工艺性的一些实例 (四)零件结构工艺性的评定指标 为满足不同的生产类型和生产条件下,零件结构工艺性更合理,在对零件结 构工艺性进行定性分析的基础上,也可采用定量指标进行评价。零件结构工艺性 的主要指标项目有: 1) 加工精度参数 Kac Kac= 产品(或零件)图样中的尺寸总数 产品(或零件)图样中标注有公差要求的尺寸数 2)结构继承性系数 KS KS= 产品零件总数 产品中借用件数 + 通用件数 3)结构标准化系数 Kst Kst= 产品零件总数 产品中标准件数
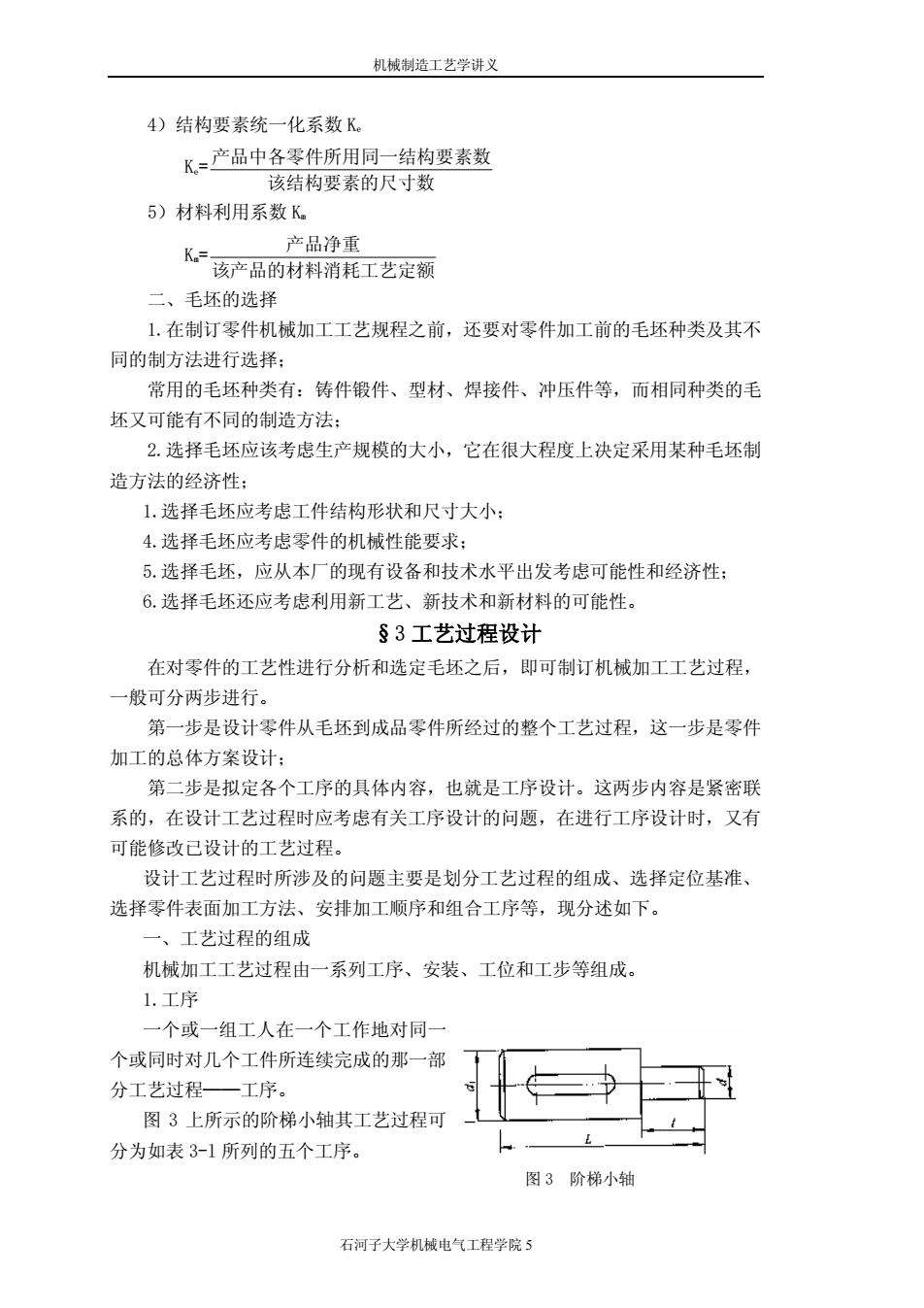
机械制造工艺学讲义4)结构要素统一化系数K。K.=产品中各零件所用同一结构要素数该结构要素的尺寸数5)材料利用系数Ka产品净重K.=该产品的材料消耗工艺定额二、毛坏的选择1.在制订零件机械加工工艺规程之前,还要对零件加工前的毛坏种类及其不同的制方法进行选择:常用的毛坏种类有:铸件锻件、型材、焊接件、冲压件等,而相同种类的毛坏又可能有不同的制造方法:2.选择毛坏应该考虑生产规模的大小,它在很大程度上决定采用某种毛坏制造方法的经济性;1.选择毛坏应考虑工件结构形状和尺寸大小:4.选择毛坏应考虑零件的机械性能要求;5.选择毛坏,应从本厂的现有设备和技术水平出发考虑可能性和经济性;6.选择毛坏还应考虑利用新工艺、新技术和新材料的可能性。s3工艺过程设计在对零件的工艺性进行分析和选定毛坏之后,即可制订机械加工工艺过程,一般可分两步进行。第一步是设计零件从毛坏到成品零件所经过的整个工艺过程,这一步是零件加工的总体方案设计:第二步是拟定各个工序的具体内容,也就是工序设计。这两步内容是紧密联系的,在设计工艺过程时应考虑有关工序设计的问题,在进行工序设计时,又有可能修改已设计的工艺过程。设计工艺过程时所涉及的问题主要是划分工艺过程的组成、选择定位基准、选择零件表面加工方法、安排加工顺序和组合工序等,现分述如下。一、工艺过程的组成机械加工工艺过程由一系列工序、安装、工位和工步等组成。1.工序一个或一组工人在一个工作地对同一个或同时对几个工件所连续完成的那一部分工艺过程——工序。图3上所示的阶梯小轴其工艺过程可分为如表3-1所列的五个工序。图3阶梯小轴石河子大学机械电气工程学院5
机械制造工艺学讲义 石河子大学机械电气工程学院 5 4)结构要素统一化系数 Ke Ke= 该结构要素的尺寸数 产品中各零件所用同一结构要素数 5)材料利用系数 Km Km= 该产品的材料消耗工艺定额 产品净重 二、毛坯的选择 1.在制订零件机械加工工艺规程之前,还要对零件加工前的毛坯种类及其不 同的制方法进行选择; 常用的毛坯种类有:铸件锻件、型材、焊接件、冲压件等,而相同种类的毛 坯又可能有不同的制造方法; 2.选择毛坯应该考虑生产规模的大小,它在很大程度上决定采用某种毛坯制 造方法的经济性; 1.选择毛坯应考虑工件结构形状和尺寸大小; 4.选择毛坯应考虑零件的机械性能要求; 5.选择毛坯,应从本厂的现有设备和技术水平出发考虑可能性和经济性; 6.选择毛坯还应考虑利用新工艺、新技术和新材料的可能性。 §3 工艺过程设计 在对零件的工艺性进行分析和选定毛坯之后,即可制订机械加工工艺过程, 一般可分两步进行。 第一步是设计零件从毛坯到成品零件所经过的整个工艺过程,这一步是零件 加工的总体方案设计; 第二步是拟定各个工序的具体内容,也就是工序设计。这两步内容是紧密联 系的,在设计工艺过程时应考虑有关工序设计的问题,在进行工序设计时,又有 可能修改已设计的工艺过程。 设计工艺过程时所涉及的问题主要是划分工艺过程的组成、选择定位基准、 选择零件表面加工方法、安排加工顺序和组合工序等,现分述如下。 一、工艺过程的组成 机械加工工艺过程由一系列工序、安装、工位和工步等组成。 1.工序 一个或一组工人在一个工作地对同一 个或同时对几个工件所连续完成的那一部 分工艺过程——工序。 图 3 上所示的阶梯小轴其工艺过程可 分为如表 3-l 所列的五个工序。 图 3 阶梯小轴
机械制造工艺学讲义表 3-1阶梯小轴的工序素3.1阶槽小轴的工序工序号工序名称加设备工1料备铝床2车床车筛面、车大端外固及到角3车床车消画、车小消外国及例角4洗缇洗床s毛去刻钳工台2.安装在某一工序中,有时需要对零件进行多次装夹加工,工件经一次装夹后所完成的那部分工序称为安装,如表3-1中,若工序2和工序3合并成一个工序,则需要进行两次装夹。车床刀架座,在平面磨床磨四个侧面,每磨一个侧面为一次安装,则此磨削工序需四次安装。3.工位为了完成一定的工序部分,一次装夹工件后,工件与夹具或设备的可动部分一起相对刀具或设备的固定部分所占据的每一个位置,称为工位。在某一工序中,有时为了减少由于多次装夹而带来的误差及时间损失,往往采用转位(或移位)工作台或夹具,不须重新装夹工件而能改变工件位置,以加工不同表面。定位销下部月架转轴二夹具底板定位销0(b)(a)(b)(a)图3一4四工位转位工作台及两工位刨床夹具图4(a)所示,在具有回转工作台的多轴立式钻床上,由工位2,3,4分别对工件进行钻、扩、铰孔加工,工位1装卸工件,此工序是一次安装四个工位。图4(b)所示在具有可转位的夹具上对车床下部刀架的燕尾导轨面进行刨削加工,工位1刨削加工燕尾导轨左侧,工位2则刨削加工燕尾导轨(1:60)右侧。4.工步一道工序(一次安装或一个工位)中,可能需要加工若于个表面只用一把刀石河子大学机械电气工程学院6
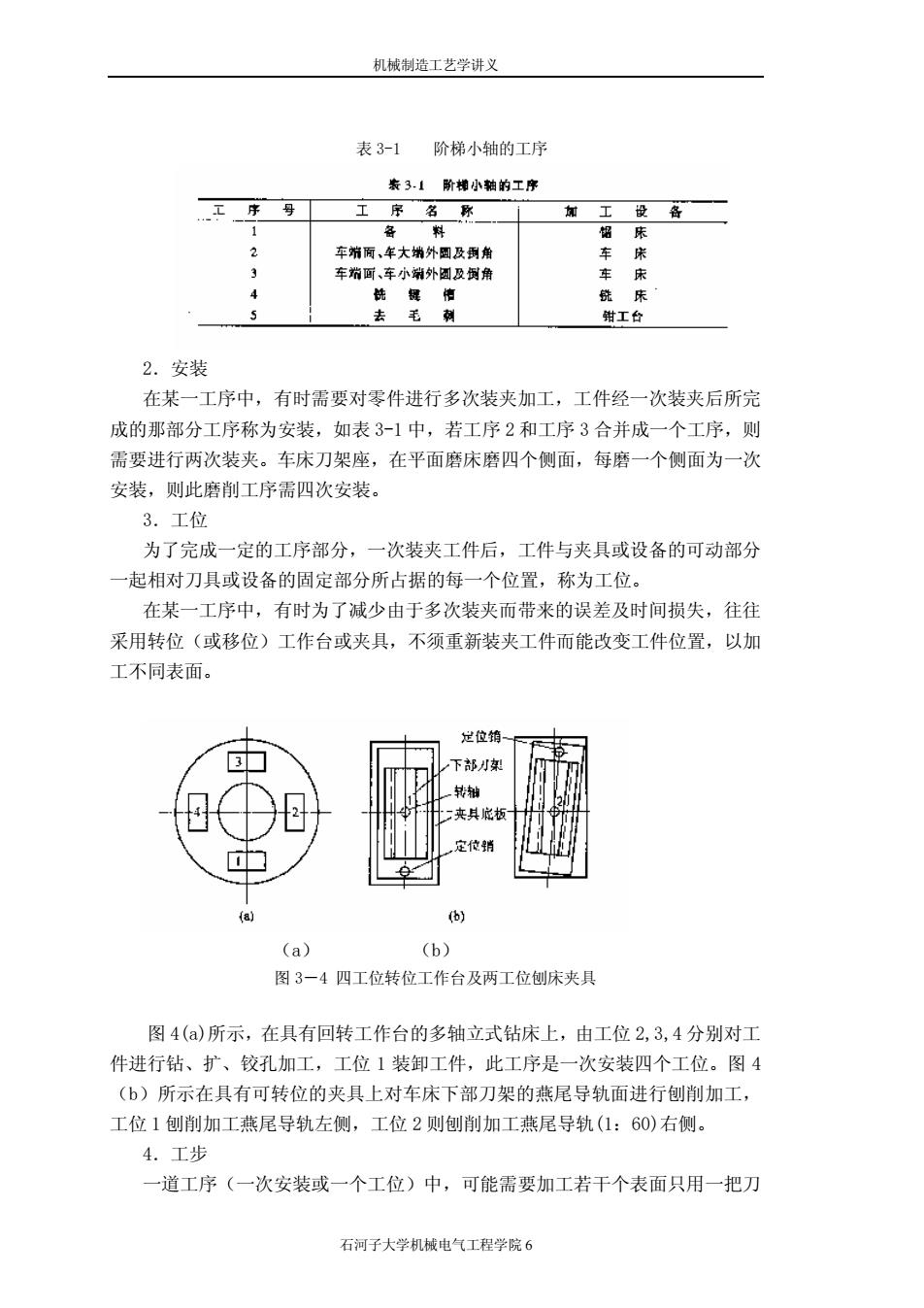
机械制造工艺学讲义 石河子大学机械电气工程学院 6 表 3-1 阶梯小轴的工序 2.安装 在某一工序中,有时需要对零件进行多次装夹加工,工件经一次装夹后所完 成的那部分工序称为安装,如表 3-1 中,若工序 2 和工序 3 合并成一个工序,则 需要进行两次装夹。车床刀架座,在平面磨床磨四个侧面,每磨一个侧面为一次 安装,则此磨削工序需四次安装。 3.工位 为了完成一定的工序部分,一次装夹工件后,工件与夹具或设备的可动部分 一起相对刀具或设备的固定部分所占据的每一个位置,称为工位。 在某一工序中,有时为了减少由于多次装夹而带来的误差及时间损失,往往 采用转位(或移位)工作台或夹具,不须重新装夹工件而能改变工件位置,以加 工不同表面。 (a) (b) 图 3-4 四工位转位工作台及两工位刨床夹具 图 4(a)所示,在具有回转工作台的多轴立式钻床上,由工位 2,3,4 分别对工 件进行钻、扩、铰孔加工,工位 1 装卸工件,此工序是一次安装四个工位。图 4 (b)所示在具有可转位的夹具上对车床下部刀架的燕尾导轨面进行刨削加工, 工位 1 刨削加工燕尾导轨左侧,工位 2 则刨削加工燕尾导轨(1:60)右侧。 4.工步 一道工序(一次安装或一个工位)中,可能需要加工若干个表面只用一把刀