第二章机床夹具设计本章要点机床夹具概述工件在夹具中的定位工件在夹具中的夹紧典型机床夹具机床夹具设计原则和方法
第二章 机床夹具设计 本章要点 工件在夹具中的定位 工件在夹具中的夹紧 机床夹具概述 典型机床夹具 机床夹具设计原则和方法
出发点:保证质量的前提下经济性!时间性!加工精度?
工件在机床上的安装
工件在机床上的安装
什么是安装?使工件在加工之前,在机床上(或夹具中)占据并保持一个正确的位置。夹紧定位定位与夹紧是两个不同的概念一、工件的装夹要求安装方法可分为3种:工件装夹时的基本要求:1)加工之前,工件正确定位(保证工件相对于机床和刀具应占有正确位置)2)加工过程中,工件必须合理加紧;(保持定位所确定的位置)“正确定位”的含义:加工时必须使工件的工序基准相对于刀具和机床保持正确位置
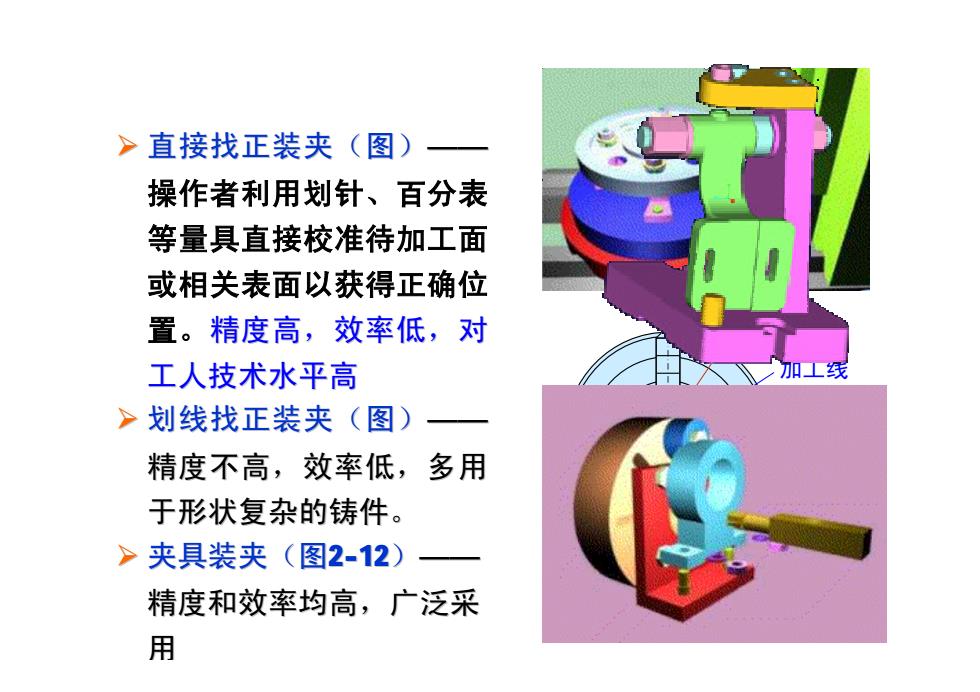
√直接找正装夹(图)操作者利用划针、百分表等量具直接校准待加工面或相关表面以获得正确位置。精度高,效率低,对工人技术水平高>划线找正装夹(图)精度不高,效率低,多用于形状复杂的铸件。夹具装夹(图2-12)精度和效率均高,广泛采用
Ø 直接找正 装 夹 (图)—— 操 作 者 利 用划针、 百分表 等 量 具 直 接校准待 加工面 或 相 关 表 面以获得 正确位 置。精度高,效率 低,对 工人技 术水平高 Ø 划线找正 装 夹 (图)—— 精度 不 高 ,效率低 ,多用 于形状 复杂的 铸件。 Ø 夹具装 夹(图 2-12 )—— 精度和 效率均 高 , 广泛采 用 毛坯孔 加工线 找正线