
第二节工序能力指数 一、工序能力分析 (一)工序能力的概念 (二)工序能力的调查 (三)工序能力的测定 二、工序能力指数 (一)工序能力指数的计算 (二)工序能力指数和不合格率 三、工序能力的判断及处置
第二节 工序能力指数 一、工序能力分析 (一)工序能力的概念 (二)工序能力的调查 (三)工序能力的测定 二、工序能力指数 (一)工序能力指数的计算 (二)工序能力指数和不合格率 三、工序能力的判断及处置
一、工序能力分析 (一)工序能力的概念 当影响工序质量的各种系统性因素已经消除,由5M1E等原因引 起的偶然性质量波动已经得到有效的管理和控制时,工序质量处于 受控状态。这时,生产过程中工序质量特性值的概率分布反映了工 序的实际加工能力。工序能力是受控状态下工序对加工质量的保证 能力,具有再现性或一致性的固有特性。 工序能力可用工序质量特性值分布的分散性特征来度量。如工 序质量特性值X的数学期望为μ,标准差为σ,则工序能力 B =60 其中,0=Vo天+o元+o+o法+o+o环。 公式表明,工序受控状态下 加工质量的保证能力受5M1E诸因素的制约。 当X~N(4,o2)时,P(4-3o<x<4+3o)=99.73%。所以,几 乎包括了质量特性值X的实际分布范围。显然,B越小,工序能力越 强。工序能力的大小应和质量要求相适应,过小的B值在经济性上 往往是不合适的。 工序能力指标的用途:①选择经济合理的工序方案。②协调工 序之间的相互关系。③验证工序质量保证能力
一、工序能力分析 (一)工序能力的概念 当影响工序质量的各种系统性因素已经消除,由5M1E等原因引 起的偶然性质量波动已经得到有效的管理和控制时,工序质量处于 受控状态。这时,生产过程中工序质量特性值的概率分布反映了工 序的实际加工能力。工序能力是受控状态下工序对加工质量的保证 能力,具有再现性或一致性的固有特性。 工序能力可用工序质量特性值分布的分散性特征来度量。如工 序质量特性值X的数学期望为μ,标准差为σ,则工序能力 B = 6 其中, 。公式表明,工序受控状态下 加工质量的保证能力受5M1E诸因素的制约。 当 时, 。所以,几 乎包括了质量特性值X的实际分布范围。显然,B越小,工序能力越 强。工序能力的大小应和质量要求相适应,过小的B值在经济性上 往往是不合适的。 工序能力指标的用途:①选择经济合理的工序方案。②协调工 序之间的相互关系。③验证工序质量保证能力。 2 2 2 2 2 2 = 人 + 机 + 料 + 法 + 测 + 环 ~ ( , ) 2 X N P( −3 x + 3 ) = 99.73%
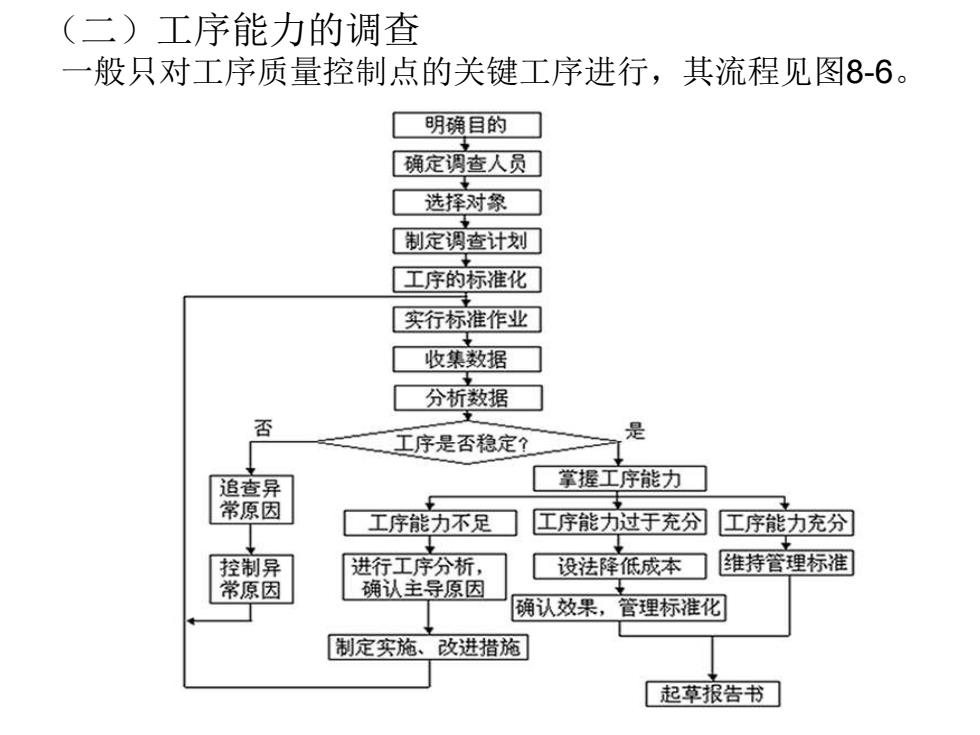
(二)工序能力的调查 一般只对工序质量控制点的关键工序进行,其流程见图8-6。 明确目的 确定调查人员 选择对象 制定调查计划 工序的标准化 实行标准作业 收集数据 分析数据 否 影 工序是否稳定? 追查异 掌握工序能力 常原因 工序能力不足 工序能力过于充分工序能力充分 控制异 进行工序分析, 设法降低成本 维持管理标准 常原因 确认主导原因 确认效果,管理标淮化 制定实施、改进措施 起草报告书
(二)工序能力的调查 一般只对工序质量控制点的关键工序进行,其流程见图8-6
(三)工序能力的测定 ·首先,被调查工序必须标准化,进入管理状态;其次,样本容量 要足够大,数据数目以100~150为好,至少不得少于50。 工序能力的测定方法,通常有以下几种: ①较正规的测定方法是利用公式片L怎:_6R 。 实际问题中, 常用样本标准差s来近似总体标准差0。R是平均极差,即一组容 量皆为n的样本的极差的平均值。d2是由n决定的参数,可以从表 8-1中查得。 ②当需要快速算得结果,而对结果精度要求不高时,可取一个容量 为10的样本,得极差R。此时d,=3.078,故得简化公式B≈2R ③SCAT法(Simple Capability Acceptance Test)。这是一种快 速简易判断法,使用于不适合大样本测定(如时间紧、破坏性检 验等)的问题。基本方法是把预先规定的工序能力是否合格的判 断值和由样本得到的极差进行比较,以判定工序能力是否满足 质量要求
(三)工序能力的测定 • 首先,被调查工序必须标准化,进入管理状态;其次,样本容量 要足够大,数据数目以100~150为好,至少不得少于50。 • 工序能力的测定方法,通常有以下几种: ①较正规的测定方法是利用公式 。实际问题中, 常用样本标准差s来近似总体标准差σ。 是平均极差,即一组容 量皆为n的样本的极差的平均值。 是由n决定的参数,可以从表 8-1中查得。 ②当需要快速算得结果,而对结果精度要求不高时,可取一个容量 为10的样本,得极差R。此时 =3.078,故得简化公式 ③SCAT法(Simple Capability Acceptance Test)。这是一种快 速简易判断法,使用于不适合大样本测定(如时间紧、破坏性检 验等)的问题。基本方法是把预先规定的工序能力是否合格的判 断值和由样本得到的极差R进行比较,以判定工序能力是否满足 质量要求。 2 6 6 d R B s − = = − R 2 d 2 d B 2R
二、工序能力指数 工序能力指数是工序质量标准的范围和工序能力的比值,用符 号C表示。如工序质量标准的范围用公差T表示,工序能力是6·, 则 Cp= 60 通过工序能力指数,才能考察工序能力是否满足质量控制的实 际需要。 (一)工序能力指数的计算 和工序能力的计算一样,只有在工序处于受控状态的条件下, 才能计算工序能力指数。一般地,设工序质量特性值X~N(4,σ), 且已取得一个随机样本(容量n≥50),样本平均值为x,样本标准 差为s
二、工序能力指数 工序能力指数是工序质量标准的范围和工序能力的比值,用符 号 表示。如工序质量标准的范围用公差T表示,工序能力是6σ, 则 通过工序能力指数,才能考察工序能力是否满足质量控制的实 际需要。 (一)工序能力指数的计算 和工序能力的计算一样,只有在工序处于受控状态的条件下, 才能计算工序能力指数。一般地,设工序质量特性值 , 且已取得一个随机样本(容量n≥50),样本平均值为 ,样本标准 差为s。 Cp 6 T Cp = ~ ( , ) 2 X N − X