第八章工序质量控制 第一节工序质量的受控状态 第二节工序能力指数 第三节工序质量控制图
第八章 工序质量控制 第一节 工序质量的受控状态 第二节 工序能力指数 第三节 工序质量控制图
第一节工序质量的受控状态 一、工序质量的两种状态 (一)受控状态(in control) (二)失控状态(out of control) 二、工序质量状态识别中的问题 生产制造过程是从设计质量到实物质量的实现过程,也是在 产品质量形成全过程中涉及职能部门最广及参与人员最多的 重要过程。 ● 生产制造过程控制的核心是工序质量控制,统计过程控制 (Statistical Process Control,简称SPC)是工序质量控制 的重要内容和方法。本章在第七章的基础上,对工序能力指 数、控制图等作较详细的介绍
第一节 工序质量的受控状态 一、工序质量的两种状态 (一)受控状态(in control) (二)失控状态(out of control) 二、工序质量状态识别中的问题 • 生产制造过程是从设计质量到实物质量的实现过程,也是在 产品质量形成全过程中涉及职能部门最广及参与人员最多的 重要过程。 • 生产制造过程控制的核心是工序质量控制,统计过程控制 (Statistical Process Control,简称SPC) 是工序质量控制 的重要内容和方法。本章在第七章的基础上,对工序能力指 数、控制图等作较详细的介绍
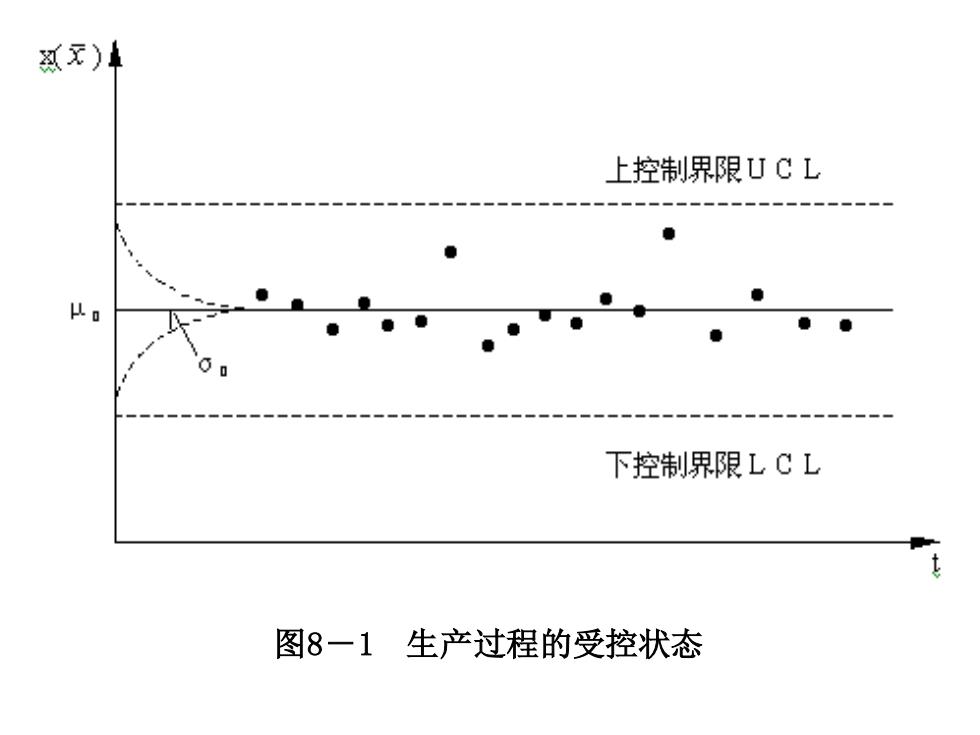
一、工序质量的两种状态 如工序质量特性值为X,其分布参数为μ和o,即X~N(4,o), 则工序质量的两种状态可以用μ和·的变化来判别。 (一)受控状态(in control) 工序质量处于受控状态时,质量特性值的分布特性不随时间而变 化,始终保持稳定且符合质量规格的要求。见图8-1。 在图8-1中,μ和o是排除了影响工序质量的系统性因素后,质 量特性值X或其统计量的数学期望和标准差,是工序质量控制的目 标。黑点表示随着时间的推移,X的观测值x(或X的统计量的观测 值,如样本平均值、样本中位数等)的散布情况。这些黑点依概率 散布在中心线()两侧,不应有任何系统性规律,且都介于上、 下控制限(UCL和LCL)之间
一、工序质量的两种状态 如工序质量特性值为X,其分布参数为μ和σ,即 , 则工序质量的两种状态可以用μ和σ的变化来判别。 (一)受控状态(in control) 工序质量处于受控状态时,质量特性值的分布特性不随时间而变 化,始终保持稳定且符合质量规格的要求。见图8-1。 在图8-1中,μ和σ是排除了影响工序质量的系统性因素后,质 量特性值X或其统计量的数学期望和标准差,是工序质量控制的目 标。黑点表示随着时间的推移,X的观测值x(或X的统计量的观测 值,如样本平均值、样本中位数等)的散布情况。这些黑点依概率 散布在中心线( )两侧,不应有任何系统性规律,且都介于上、 下控制限(UCL和LCL)之间。 ~ ( , ) 2 X N 0
可元) 上控制界限UCL 下控制界限LCL 图8一1生产过程的受控状态
图8-1 生产过程的受控状态
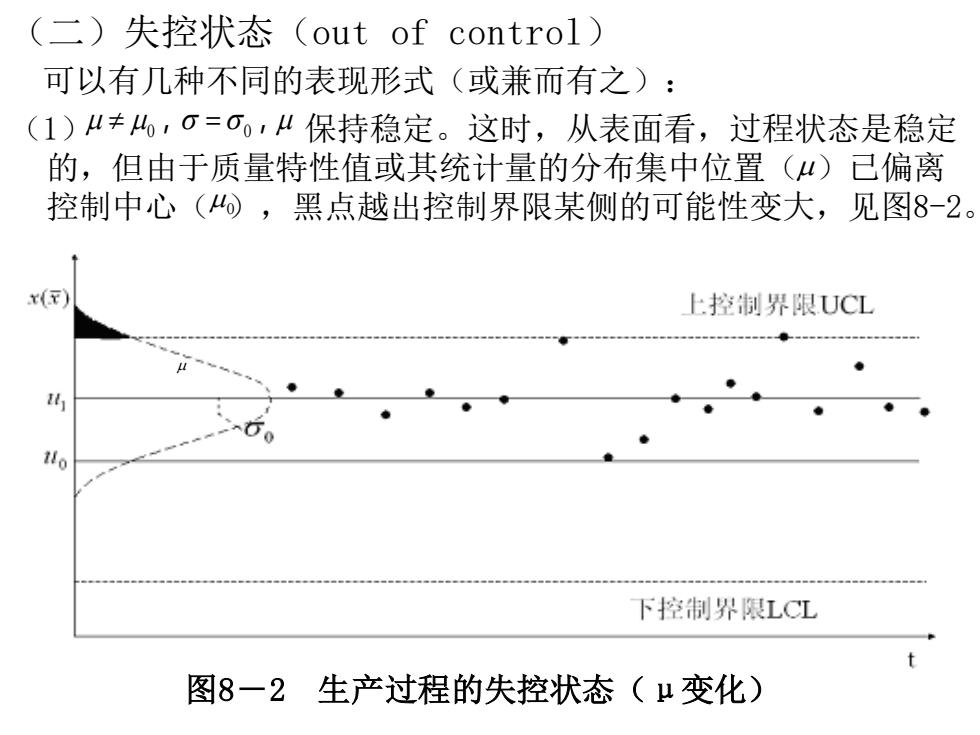
(二)失控状态(out of control) 可以有几种不同的表现形式(或兼而有之): (1)≠,=00,”保持稳定。这时,从表面看,过程状态是稳定 的,但由于质量特性值或其统计量的分布集中位置(4)已偏离 控制中心(),黑点越出控制界限某侧的可能性变大,见图8-2。 上控制界限UCL 1lo 下控制界限LCL 图8一2生产过程的失控状态(μ变化)
(二)失控状态(out of control) 可以有几种不同的表现形式(或兼而有之): (1) 保持稳定。这时,从表面看,过程状态是稳定 的,但由于质量特性值或其统计量的分布集中位置( )已偏离 控制中心( ),黑点越出控制界限某侧的可能性变大,见图8-2。 0, = 0, 0 图8-2 生产过程的失控状态(μ变化)