喷射管,由阀门调节喷出的蒸汽量,使箱内维持一定的温度。待排气的罐头从排气箱的一端 进入排气箱,由链带带动行进,从排气箱的另一端出来。罐头在排气箱中通道的时间就是排 气处理的时间,这一时间通过调节链带的行进速度来实现。齿盘式排气箱与链带式排气箱的 不同只是输送罐头方式的不同,它是通过箱内几排齿盘的转动输送罐头。 加热排气能使食品组织内部的空气得到较好的排除,能起到部分杀菌的作用,但对于食 品的色、香、味等品质多少会有一些个良的影响,而且排气速度慢,热量利用率低。 2、真空密封排气法 这是一种借助于真主封罐机将罐头置于真空封罐机的真空仓内,在抽气的同时进行密 封的排气方法。采用此法排气,可使罐头真空度达到 33.3~40kPa,甚至更高。 真空密封排气法具有能在短时间内使罐头获得较高的真空度、能较好地保存维生素和 其他营养素(因为减少了受热环节)、适用于各种罐头的排气以及封罐机体积小占地少的优 点,所以被各罐头厂广泛使用。但这种排气方法由于排气时间短故只能排除罐头顶隙部分的 空气,食品内部的气体则难以抽除,因而对于食品组织内部含气量高的食品,最好在装罐前 先对食品进行抽空处理,否则排气效果不理想。采用此法排气时还需严格控制封罐机真空仓 的真空度及密封时食品的温度,否则封口时易出现暴溢现象。为获得良好的排气效果。在采 用真空封排气时必须注意以下问题: (1)真空仓的真空度、食品密封温度与罐头真空度的关系 设:真空仓的真空度为 Pw,真空仓的残存气体压力为 P,大气压力为 PB,它们的关系 为: P=PB-Pw (5—1) 真空封口时,罐头顶隙内残存气体压力为 P1,此时罐内顶隙与真空仓相通,罐内顶隙 的气体与真空仓内的气体必然相互扩散,以达到平衡,所以 P‘=P1,代人上式即得: P1=PB-Pw (5—2) 真空封口时,罐内食品的温度为 t1,罐内顶隙容积为 V1,罐头顶隙内残存空气压力和 蒸汽分压分别为 P1 空和 P1 蒸,那么就有: P1=P1 空+P1 蒸=PB-Pw (5—3) 密封冷却后的罐头温度为 t2,测得罐头的真空度为 Pw1,罐内的实际气体压力为 P2,它 们间的关系为:P2= PB-Pw1 (5—4) 若以分压形式表示即为:P2= P2 空-P2 蒸=PB-Pw1 (5—5) 一般真空封口食品的温度总是高于此测定罐头真空度时的食品的温度。因此,真空封 口时罐内的实际压力总是比测定罐头真空度时的耀内的实际比力要高,两者的压力差为: P1-P2= Pw1-Pw 或为:Pw1= Pw +(P1-P2)Pw1= Pw+(P1 空-P2 空)+(P1 蒸-P2 蒸)(5—6) 又因测定罐头真空度时和真空封口时罐内各自的空气分压相互间存在如下关系 P2 空=P1 空(V1T2/V2T1)因此式(5—6)可以改写为: 上式中,P2 蒸随测定罐头真空度时的室温而变,当测定罐头真空度时的室温—定时。 它就是—个定值。不影响罐头的真空度,因而罐头的真空度就取决于真空封口时真空仓的真 空度和罐内的水蒸气分压。而水蒸气分压是随食品温度而变的,可见罐头成品的真空度受控 于真空封口时真空仓的真空度和食品温度。它随真空封口时真空仓的真空度和食品密封温度 的增大而增高
喷射管,由阀门调节喷出的蒸汽量,使箱内维持一定的温度。待排气的罐头从排气箱的一端 进入排气箱,由链带带动行进,从排气箱的另一端出来。罐头在排气箱中通道的时间就是排 气处理的时间,这一时间通过调节链带的行进速度来实现。齿盘式排气箱与链带式排气箱的 不同只是输送罐头方式的不同,它是通过箱内几排齿盘的转动输送罐头。 加热排气能使食品组织内部的空气得到较好的排除,能起到部分杀菌的作用,但对于食 品的色、香、味等品质多少会有一些个良的影响,而且排气速度慢,热量利用率低。 2、真空密封排气法 这是一种借助于真主封罐机将罐头置于真空封罐机的真空仓内,在抽气的同时进行密 封的排气方法。采用此法排气,可使罐头真空度达到 33.3~40kPa,甚至更高。 真空密封排气法具有能在短时间内使罐头获得较高的真空度、能较好地保存维生素和 其他营养素(因为减少了受热环节)、适用于各种罐头的排气以及封罐机体积小占地少的优 点,所以被各罐头厂广泛使用。但这种排气方法由于排气时间短故只能排除罐头顶隙部分的 空气,食品内部的气体则难以抽除,因而对于食品组织内部含气量高的食品,最好在装罐前 先对食品进行抽空处理,否则排气效果不理想。采用此法排气时还需严格控制封罐机真空仓 的真空度及密封时食品的温度,否则封口时易出现暴溢现象。为获得良好的排气效果。在采 用真空封排气时必须注意以下问题: (1)真空仓的真空度、食品密封温度与罐头真空度的关系 设:真空仓的真空度为 Pw,真空仓的残存气体压力为 P,大气压力为 PB,它们的关系 为: P=PB-Pw (5—1) 真空封口时,罐头顶隙内残存气体压力为 P1,此时罐内顶隙与真空仓相通,罐内顶隙 的气体与真空仓内的气体必然相互扩散,以达到平衡,所以 P‘=P1,代人上式即得: P1=PB-Pw (5—2) 真空封口时,罐内食品的温度为 t1,罐内顶隙容积为 V1,罐头顶隙内残存空气压力和 蒸汽分压分别为 P1 空和 P1 蒸,那么就有: P1=P1 空+P1 蒸=PB-Pw (5—3) 密封冷却后的罐头温度为 t2,测得罐头的真空度为 Pw1,罐内的实际气体压力为 P2,它 们间的关系为:P2= PB-Pw1 (5—4) 若以分压形式表示即为:P2= P2 空-P2 蒸=PB-Pw1 (5—5) 一般真空封口食品的温度总是高于此测定罐头真空度时的食品的温度。因此,真空封 口时罐内的实际压力总是比测定罐头真空度时的耀内的实际比力要高,两者的压力差为: P1-P2= Pw1-Pw 或为:Pw1= Pw +(P1-P2)Pw1= Pw+(P1 空-P2 空)+(P1 蒸-P2 蒸)(5—6) 又因测定罐头真空度时和真空封口时罐内各自的空气分压相互间存在如下关系 P2 空=P1 空(V1T2/V2T1)因此式(5—6)可以改写为: 上式中,P2 蒸随测定罐头真空度时的室温而变,当测定罐头真空度时的室温—定时。 它就是—个定值。不影响罐头的真空度,因而罐头的真空度就取决于真空封口时真空仓的真 空度和罐内的水蒸气分压。而水蒸气分压是随食品温度而变的,可见罐头成品的真空度受控 于真空封口时真空仓的真空度和食品温度。它随真空封口时真空仓的真空度和食品密封温度 的增大而增高
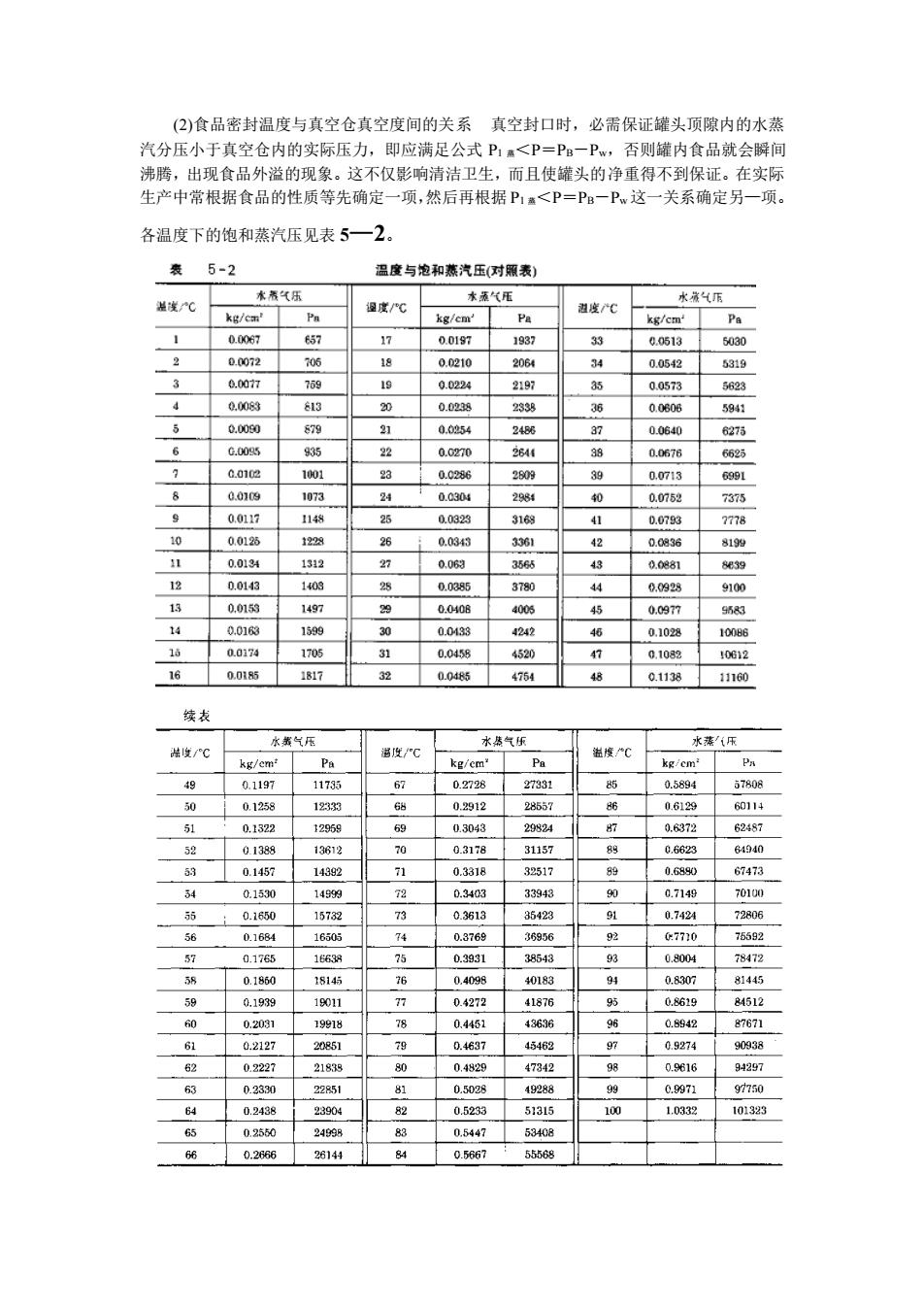
(2)食品密封温度与真空仓真空度间的关系 真空封口时,必需保证罐头顶隙内的水蒸 汽分压小于真空仓内的实际压力,即应满足公式 P1 蒸<P=PB-Pw,否则罐内食品就会瞬间 沸腾,出现食品外溢的现象。这不仅影响清洁卫生,而且使罐头的净重得不到保证。在实际 生产中常根据食品的性质等先确定一项,然后再根据 P1 蒸<P=PB-Pw 这一关系确定另—项。 各温度下的饱和蒸汽压见表 5—2
(2)食品密封温度与真空仓真空度间的关系 真空封口时,必需保证罐头顶隙内的水蒸 汽分压小于真空仓内的实际压力,即应满足公式 P1 蒸<P=PB-Pw,否则罐内食品就会瞬间 沸腾,出现食品外溢的现象。这不仅影响清洁卫生,而且使罐头的净重得不到保证。在实际 生产中常根据食品的性质等先确定一项,然后再根据 P1 蒸<P=PB-Pw 这一关系确定另—项。 各温度下的饱和蒸汽压见表 5—2
例 1:在标淮大气压下真空封罐时,真空度为 79.99kPa,试问食品温度最高应为多少, 才不会产生瞬间沸腾现象? 解:算出真空仓内的实际压力 P P=PB-Pw=10.13-79.99=21.33(kPa) 查表 5—2 找出与 21.33kPa 相应的食品温度,61℃时为 20.85<21.33,62℃时为 22.84 >21.33,故 61℃就为真空封口时,真空度为 79.99kPa 时食品所允许的最高温度。 例 2:在标准大气压下真空封罐时,食品温度为 85℃,真空仓的真空度应为多大才不 会产生瞬间沸腾现象? 解:查表 5—2 找出 85℃时的饱和蒸汽压为 57.8lkPa, 因真空仓的真空度 Pw=PB-P=10.13-57.8l=43.52(kPa) 又因 P>P1 蒸,所以真空仓的真空度 Pw 不应高于 43.52kPa。若高于此真空沸腾现象。 (3)真空封罐时的补充加热 真空封罐时,封罐机真空仓的真空度和罐内食品的温度是 控制罐头真空度的基本因素。有时由于某些原因真空封罐机真空仓的真空度只能达到某 一程度,此时,要想保证罐头获得最高的真空度就得通过控制食品的温度来实现。 ①真空封罐机的性能不好,真空仓的真空度达不到要求,此时就需要采用补充加热的 措施来提高食品的温度,使罐头获得可能达到的最高真空度。 例如,当真空封罐机真空仓的最高真空度只能达到 81.3kPa 时,问食品的温度为多少才 能使罐头获得最高的真空度?首先算出在该真空度下所允许的罐内最高水蒸气压,根据公式 P=PB-Pw 得:P=10.13-81.3=20.02(kPa) 查表 5 一 2 找出该蒸汽压下相应的温度低于 6l℃(6l℃时的 p1蒸为 20.85>20.02)。这就 是说,当真空封罐机真空仓的最高真空度只能达到 81.3kPa 时,将装罐后的食品加热到 60℃, 然后送入真空封罐机进行密封,就可使罐头获得最高真空度,同时在真空仓内也不会产生瞬 间沸腾现象。 ②"真空膨胀系数”高的食品也需要补充加热。 真空封口时,有时罐内食品会出现 ‘真空膨胀’现象。所谓“真空膨胀”就是食品放在真空环境中后,食品组织细胞间隙内的 空气就会膨胀,导致食品的体积膨胀,使罐内汤汁外溢,膨胀的程度常用真空膨胀系数来表 示。真空膨胀系数就是真空封口时食品体积的增加量在原食品体积中所占的百分比,其数学 表达式为:K 膨=[(V2-V1)/ V1]×100% 式中 V1—真空封罐前食品的体积 V2 一真空封罐后食品的体积 K 膨—真空膨胀系数 不同的食品在真空环境中的膨胀情况不同。膨胀显著的,为防止汤汁的外溢,真空封 门时真空度不能太高,一般控制在 33.3—59.99kPa。在这种情况下,要使罐头得到最高真空 度、就需补充加热使食品温度达到 80℃。 ③“真空吸收"程度高的食品需要补充加热。 真空封口时,某些食品会出现真空度下 降的现象,即真空封罐后的罐头静置 20~30min 后,其真空度下降,这就是“真空吸收” 现象。这种现象在水果罐头中出现较多,主要是因为在真空封口机内,在较短的抽气时间中 只能抽除顶隙中的气体,而食品组织细胞间隙内的气体没能排除,以至在密封后逐渐从细胞 间隙内逸出,于是罐头的真空度也就相应降低,有时甚至在杀菌前罐内的真空度完全消失。 各种食品的“真空吸收“程度不同,通常以“真空吸收”系数来表示,其数学表达式为: K 吸=(Pw 末/Pw 始)×100% 式中 Pw 始—真空封口时罐内的真空度 Pw 末一真空封口后,静置 20~30min 后的罐内真空度 K 吸一真空吸收系数
例 1:在标淮大气压下真空封罐时,真空度为 79.99kPa,试问食品温度最高应为多少, 才不会产生瞬间沸腾现象? 解:算出真空仓内的实际压力 P P=PB-Pw=10.13-79.99=21.33(kPa) 查表 5—2 找出与 21.33kPa 相应的食品温度,61℃时为 20.85<21.33,62℃时为 22.84 >21.33,故 61℃就为真空封口时,真空度为 79.99kPa 时食品所允许的最高温度。 例 2:在标准大气压下真空封罐时,食品温度为 85℃,真空仓的真空度应为多大才不 会产生瞬间沸腾现象? 解:查表 5—2 找出 85℃时的饱和蒸汽压为 57.8lkPa, 因真空仓的真空度 Pw=PB-P=10.13-57.8l=43.52(kPa) 又因 P>P1 蒸,所以真空仓的真空度 Pw 不应高于 43.52kPa。若高于此真空沸腾现象。 (3)真空封罐时的补充加热 真空封罐时,封罐机真空仓的真空度和罐内食品的温度是 控制罐头真空度的基本因素。有时由于某些原因真空封罐机真空仓的真空度只能达到某 一程度,此时,要想保证罐头获得最高的真空度就得通过控制食品的温度来实现。 ①真空封罐机的性能不好,真空仓的真空度达不到要求,此时就需要采用补充加热的 措施来提高食品的温度,使罐头获得可能达到的最高真空度。 例如,当真空封罐机真空仓的最高真空度只能达到 81.3kPa 时,问食品的温度为多少才 能使罐头获得最高的真空度?首先算出在该真空度下所允许的罐内最高水蒸气压,根据公式 P=PB-Pw 得:P=10.13-81.3=20.02(kPa) 查表 5 一 2 找出该蒸汽压下相应的温度低于 6l℃(6l℃时的 p1蒸为 20.85>20.02)。这就 是说,当真空封罐机真空仓的最高真空度只能达到 81.3kPa 时,将装罐后的食品加热到 60℃, 然后送入真空封罐机进行密封,就可使罐头获得最高真空度,同时在真空仓内也不会产生瞬 间沸腾现象。 ②"真空膨胀系数”高的食品也需要补充加热。 真空封口时,有时罐内食品会出现 ‘真空膨胀’现象。所谓“真空膨胀”就是食品放在真空环境中后,食品组织细胞间隙内的 空气就会膨胀,导致食品的体积膨胀,使罐内汤汁外溢,膨胀的程度常用真空膨胀系数来表 示。真空膨胀系数就是真空封口时食品体积的增加量在原食品体积中所占的百分比,其数学 表达式为:K 膨=[(V2-V1)/ V1]×100% 式中 V1—真空封罐前食品的体积 V2 一真空封罐后食品的体积 K 膨—真空膨胀系数 不同的食品在真空环境中的膨胀情况不同。膨胀显著的,为防止汤汁的外溢,真空封 门时真空度不能太高,一般控制在 33.3—59.99kPa。在这种情况下,要使罐头得到最高真空 度、就需补充加热使食品温度达到 80℃。 ③“真空吸收"程度高的食品需要补充加热。 真空封口时,某些食品会出现真空度下 降的现象,即真空封罐后的罐头静置 20~30min 后,其真空度下降,这就是“真空吸收” 现象。这种现象在水果罐头中出现较多,主要是因为在真空封口机内,在较短的抽气时间中 只能抽除顶隙中的气体,而食品组织细胞间隙内的气体没能排除,以至在密封后逐渐从细胞 间隙内逸出,于是罐头的真空度也就相应降低,有时甚至在杀菌前罐内的真空度完全消失。 各种食品的“真空吸收“程度不同,通常以“真空吸收”系数来表示,其数学表达式为: K 吸=(Pw 末/Pw 始)×100% 式中 Pw 始—真空封口时罐内的真空度 Pw 末一真空封口后,静置 20~30min 后的罐内真空度 K 吸一真空吸收系数
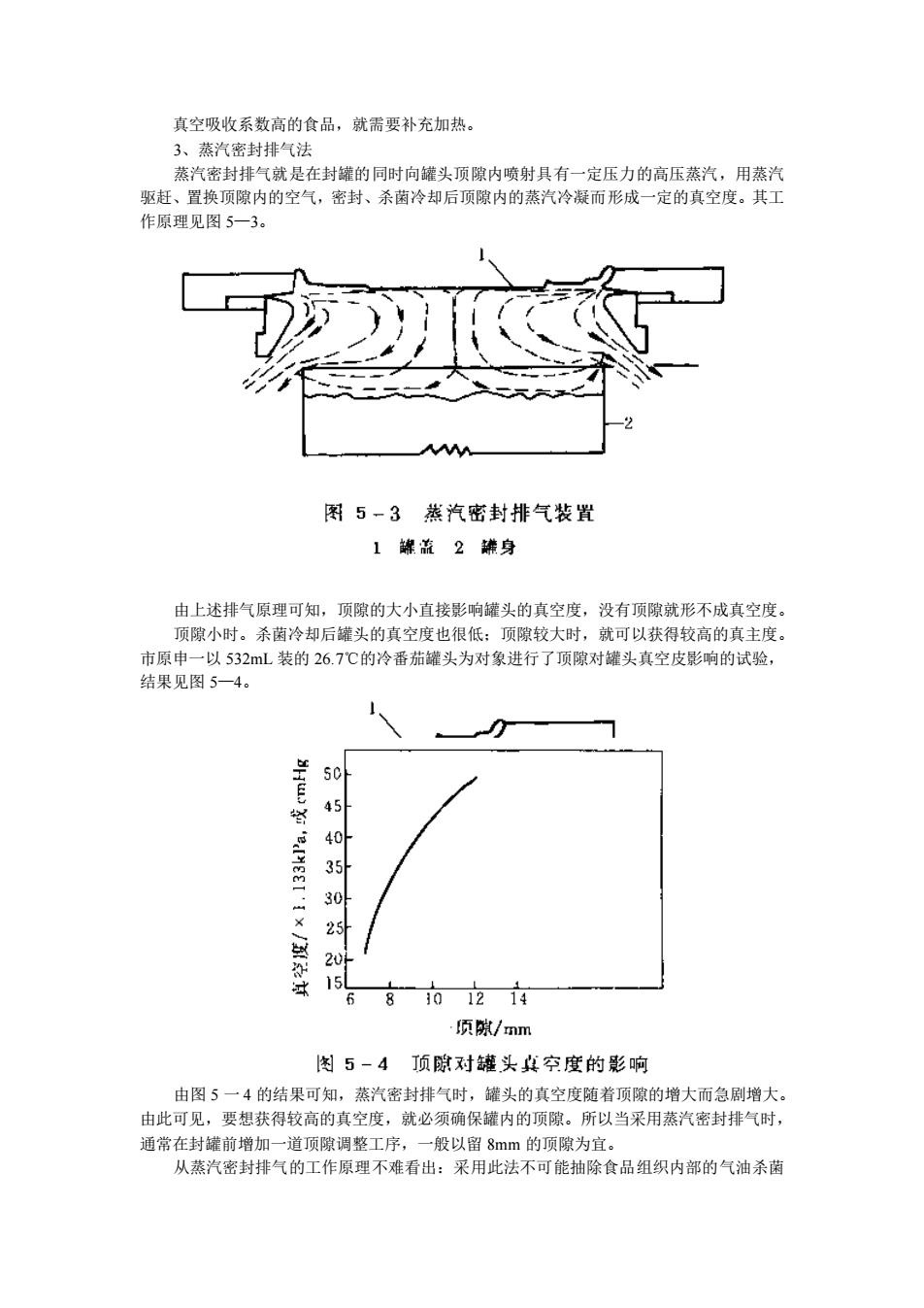
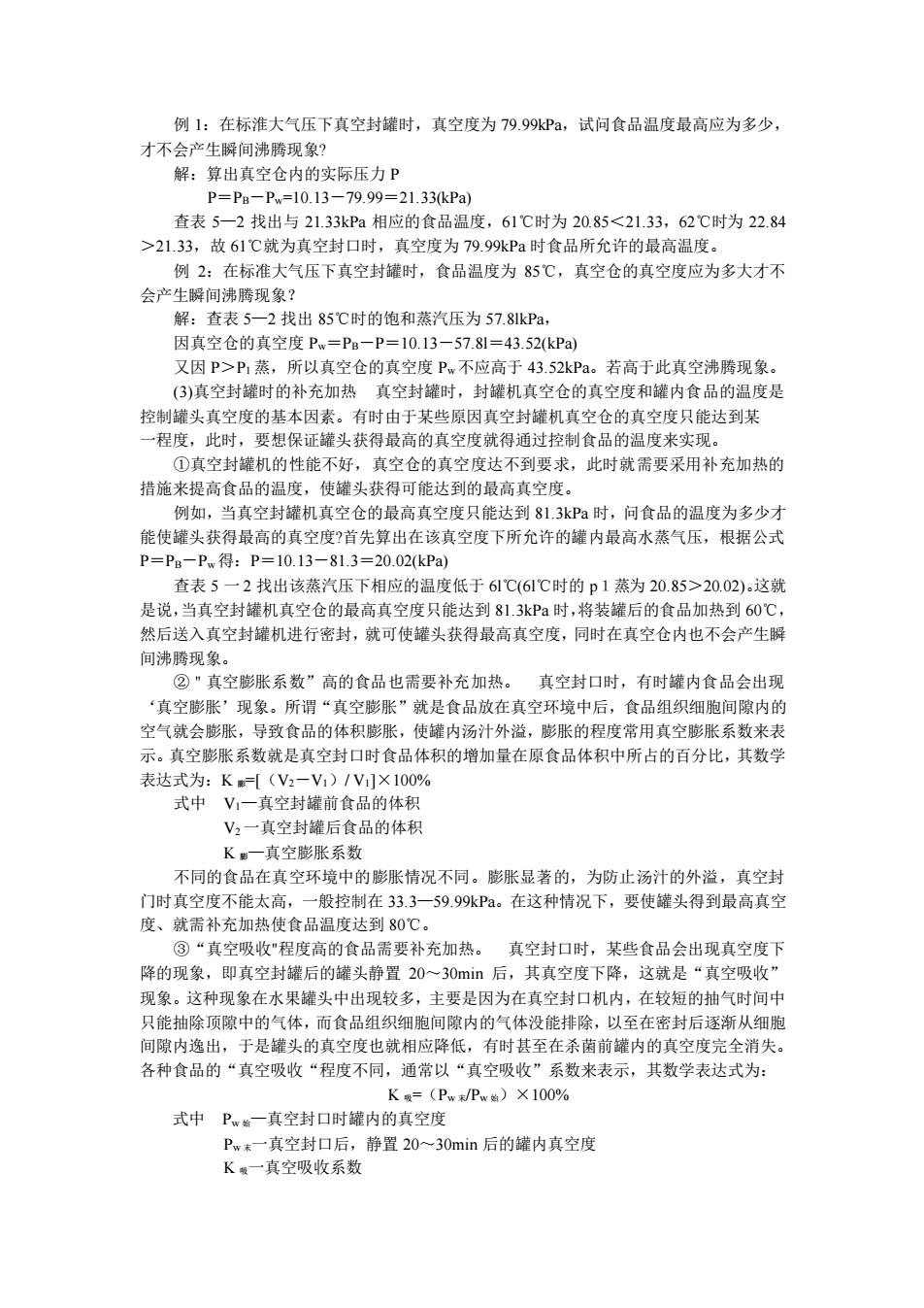
真空吸收系数高的食品,就需要补充加热。 3、蒸汽密封排气法 蒸汽密封排气就是在封罐的同时向罐头顶隙内喷射具有一定压力的高压蒸汽,用蒸汽 驱赶、置换顶隙内的空气,密封、杀菌冷却后顶隙内的蒸汽冷凝而形成一定的真空度。其工 作原理见图 5—3。 由上述排气原理可知,顶隙的大小直接影响罐头的真空度,没有顶隙就形不成真空度。 顶隙小时。杀菌冷却后罐头的真空度也很低;顶隙较大时,就可以获得较高的真主度。 市原申一以 532mL 装的 26.7℃的冷番茄罐头为对象进行了顶隙对罐头真空皮影响的试验, 结果见图 5—4。 由图 5 一 4 的结果可知,蒸汽密封排气时,罐头的真空度随着顶隙的增大而急剧增大。 由此可见,要想获得较高的真空度,就必须确保罐内的顶隙。所以当采用蒸汽密封排气时, 通常在封罐前增加一道顶隙调整工序,一般以留 8mm 的顶隙为宜。 从蒸汽密封排气的工作原理不难看出:采用此法不可能抽除食品组织内部的气油杀菌
真空吸收系数高的食品,就需要补充加热。 3、蒸汽密封排气法 蒸汽密封排气就是在封罐的同时向罐头顶隙内喷射具有一定压力的高压蒸汽,用蒸汽 驱赶、置换顶隙内的空气,密封、杀菌冷却后顶隙内的蒸汽冷凝而形成一定的真空度。其工 作原理见图 5—3。 由上述排气原理可知,顶隙的大小直接影响罐头的真空度,没有顶隙就形不成真空度。 顶隙小时。杀菌冷却后罐头的真空度也很低;顶隙较大时,就可以获得较高的真主度。 市原申一以 532mL 装的 26.7℃的冷番茄罐头为对象进行了顶隙对罐头真空皮影响的试验, 结果见图 5—4。 由图 5 一 4 的结果可知,蒸汽密封排气时,罐头的真空度随着顶隙的增大而急剧增大。 由此可见,要想获得较高的真空度,就必须确保罐内的顶隙。所以当采用蒸汽密封排气时, 通常在封罐前增加一道顶隙调整工序,一般以留 8mm 的顶隙为宜。 从蒸汽密封排气的工作原理不难看出:采用此法不可能抽除食品组织内部的气油杀菌
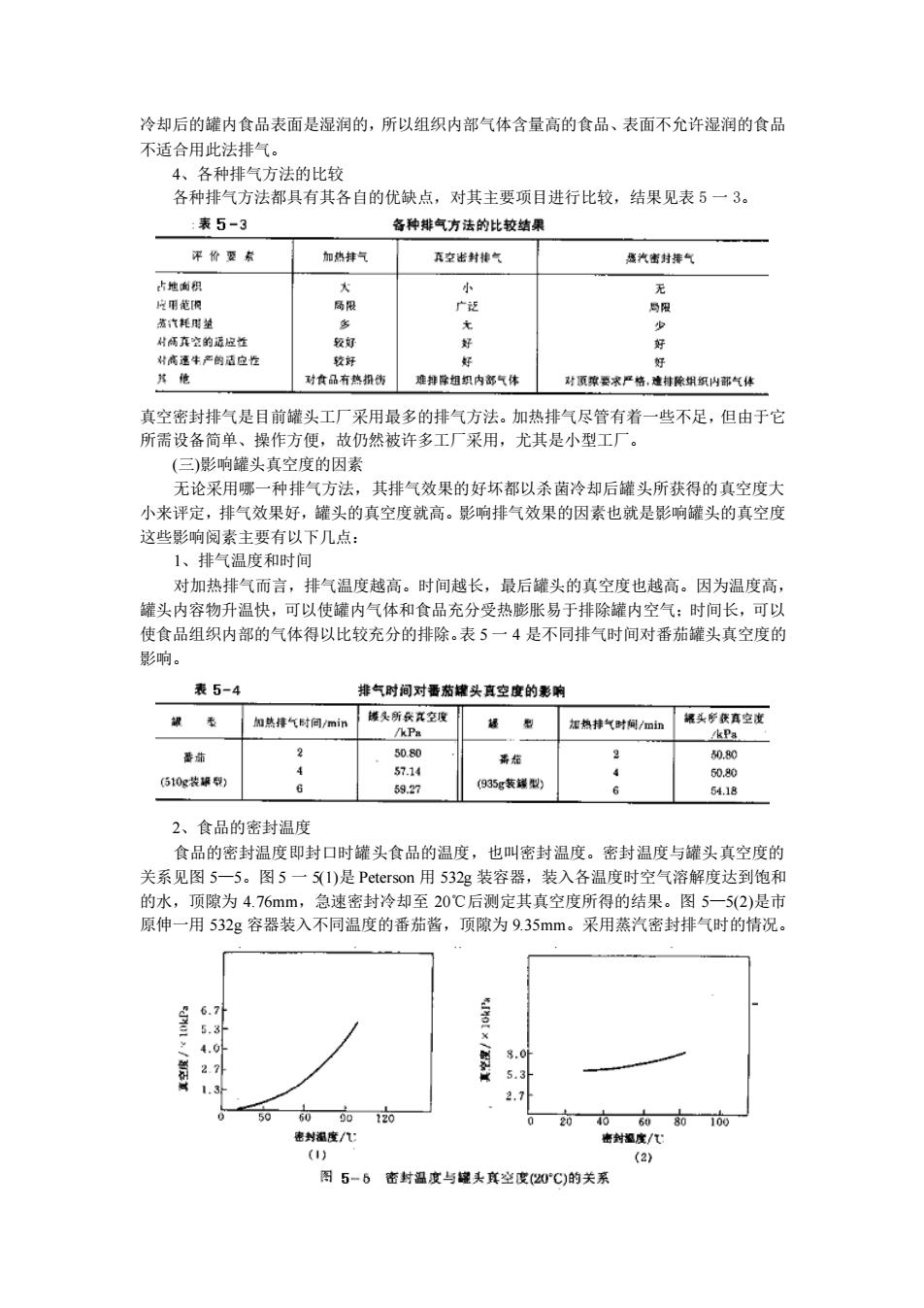
冷却后的罐内食品表面是湿润的,所以组织内部气体含量高的食品、表面不允许湿润的食品 不适合用此法排气。 4、各种排气方法的比较 各种排气方法都具有其各自的优缺点,对其主要项目进行比较,结果见表 5 一 3。 真空密封排气是目前罐头工厂采用最多的排气方法。加热排气尽管有着一些不足,但由于它 所需设备简单、操作方便,故仍然被许多工厂采用,尤其是小型工厂。 (三)影响罐头真空度的因素 无论采用哪一种排气方法,其排气效果的好坏都以杀菌冷却后罐头所获得的真空度大 小来评定,排气效果好,罐头的真空度就高。影响排气效果的因素也就是影响罐头的真空度 这些影响阅素主要有以下几点: 1、排气温度和时间 对加热排气而言,排气温度越高。时间越长,最后罐头的真空度也越高。因为温度高, 罐头内容物升温快,可以使罐内气体和食品充分受热膨胀易于排除罐内空气;时间长,可以 使食品组织内部的气体得以比较充分的排除。表 5 一 4 是不同排气时间对番茄罐头真空度的 影响。 2、食品的密封温度 食品的密封温度即封口时罐头食品的温度,也叫密封温度。密封温度与罐头真空度的 关系见图 5—5。图 5 一 5(1)是 Peterson 用 532g 装容器,装入各温度时空气溶解度达到饱和 的水,顶隙为 4.76mm,急速密封冷却至 20℃后测定其真空度所得的结果。图 5—5(2)是市 原伸一用 532g 容器装入不同温度的番茄酱,顶隙为 9.35mm。采用蒸汽密封排气时的情况
冷却后的罐内食品表面是湿润的,所以组织内部气体含量高的食品、表面不允许湿润的食品 不适合用此法排气。 4、各种排气方法的比较 各种排气方法都具有其各自的优缺点,对其主要项目进行比较,结果见表 5 一 3。 真空密封排气是目前罐头工厂采用最多的排气方法。加热排气尽管有着一些不足,但由于它 所需设备简单、操作方便,故仍然被许多工厂采用,尤其是小型工厂。 (三)影响罐头真空度的因素 无论采用哪一种排气方法,其排气效果的好坏都以杀菌冷却后罐头所获得的真空度大 小来评定,排气效果好,罐头的真空度就高。影响排气效果的因素也就是影响罐头的真空度 这些影响阅素主要有以下几点: 1、排气温度和时间 对加热排气而言,排气温度越高。时间越长,最后罐头的真空度也越高。因为温度高, 罐头内容物升温快,可以使罐内气体和食品充分受热膨胀易于排除罐内空气;时间长,可以 使食品组织内部的气体得以比较充分的排除。表 5 一 4 是不同排气时间对番茄罐头真空度的 影响。 2、食品的密封温度 食品的密封温度即封口时罐头食品的温度,也叫密封温度。密封温度与罐头真空度的 关系见图 5—5。图 5 一 5(1)是 Peterson 用 532g 装容器,装入各温度时空气溶解度达到饱和 的水,顶隙为 4.76mm,急速密封冷却至 20℃后测定其真空度所得的结果。图 5—5(2)是市 原伸一用 532g 容器装入不同温度的番茄酱,顶隙为 9.35mm。采用蒸汽密封排气时的情况