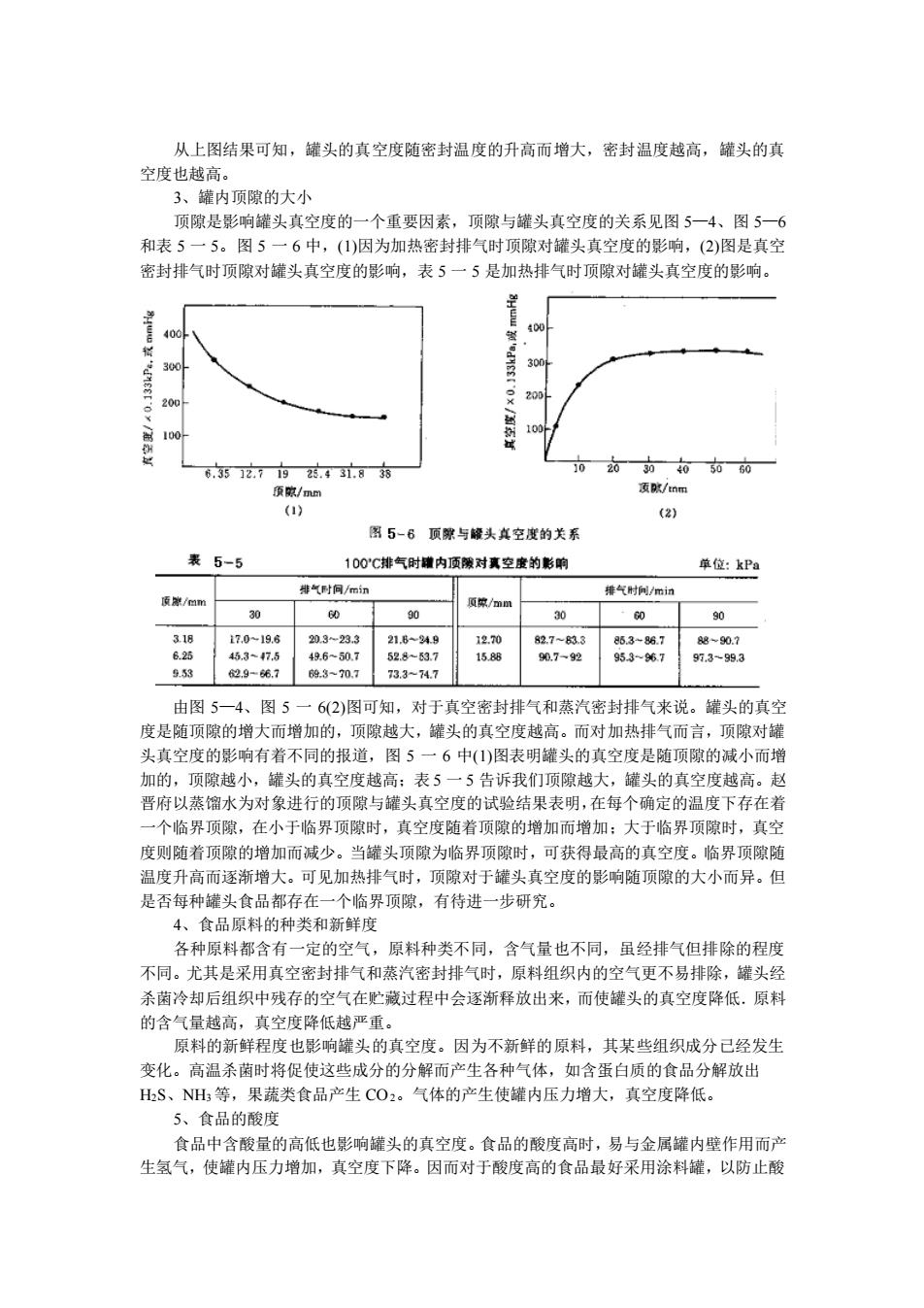
从上图结果可知,罐头的真空度随密封温度的升高而增大,密封温度越高,罐头的真 空度也越高。 3、罐内顶隙的大小 顶隙是影响罐头真空度的一个重要因素,顶隙与罐头真空度的关系见图 5—4、图 5—6 和表 5 一 5。图 5 一 6 中,(1)因为加热密封排气时顶隙对罐头真空度的影响,(2)图是真空 密封排气时顶隙对罐头真空度的影响,表 5 一 5 是加热排气时顶隙对罐头真空度的影响。 由图 5—4、图 5 一 6(2)图可知,对于真空密封排气和蒸汽密封排气来说。罐头的真空 度是随顶隙的增大而增加的,顶隙越大,罐头的真空度越高。而对加热排气而言,顶隙对罐 头真空度的影响有着不同的报道,图 5 一 6 中(1)图表明罐头的真空度是随顶隙的减小而增 加的,顶隙越小,罐头的真空度越高;表 5 一 5 告诉我们顶隙越大,罐头的真空度越高。赵 晋府以蒸馏水为对象进行的顶隙与罐头真空度的试验结果表明,在每个确定的温度下存在着 一个临界顶隙,在小于临界顶隙时,真空度随着顶隙的增加而增加;大于临界顶隙时,真空 度则随着顶隙的增加而减少。当罐头顶隙为临界顶隙时,可获得最高的真空度。临界顶隙随 温度升高而逐渐增大。可见加热排气时,顶隙对于罐头真空度的影响随顶隙的大小而异。但 是否每种罐头食品都存在一个临界顶隙,有待进一步研究。 4、食品原料的种类和新鲜度 各种原料都含有一定的空气,原料种类不同,含气量也不同,虽经排气但排除的程度 不同。尤其是采用真空密封排气和蒸汽密封排气时,原料组织内的空气更不易排除,罐头经 杀菌冷却后组织中残存的空气在贮藏过程中会逐渐释放出来,而使罐头的真空度降低.原料 的含气量越高,真空度降低越严重。 原料的新鲜程度也影响罐头的真空度。因为不新鲜的原料,其某些组织成分已经发生 变化。高温杀菌时将促使这些成分的分解而产生各种气体,如含蛋白质的食品分解放出 H2S、NH3 等,果蔬类食品产生 CO2。气体的产生使罐内压力增大,真空度降低。 5、食品的酸度 食品中含酸量的高低也影响罐头的真空度。食品的酸度高时,易与金属罐内壁作用而产 生氢气,使罐内压力增加,真空度下降。因而对于酸度高的食品最好采用涂料罐,以防止酸
从上图结果可知,罐头的真空度随密封温度的升高而增大,密封温度越高,罐头的真 空度也越高。 3、罐内顶隙的大小 顶隙是影响罐头真空度的一个重要因素,顶隙与罐头真空度的关系见图 5—4、图 5—6 和表 5 一 5。图 5 一 6 中,(1)因为加热密封排气时顶隙对罐头真空度的影响,(2)图是真空 密封排气时顶隙对罐头真空度的影响,表 5 一 5 是加热排气时顶隙对罐头真空度的影响。 由图 5—4、图 5 一 6(2)图可知,对于真空密封排气和蒸汽密封排气来说。罐头的真空 度是随顶隙的增大而增加的,顶隙越大,罐头的真空度越高。而对加热排气而言,顶隙对罐 头真空度的影响有着不同的报道,图 5 一 6 中(1)图表明罐头的真空度是随顶隙的减小而增 加的,顶隙越小,罐头的真空度越高;表 5 一 5 告诉我们顶隙越大,罐头的真空度越高。赵 晋府以蒸馏水为对象进行的顶隙与罐头真空度的试验结果表明,在每个确定的温度下存在着 一个临界顶隙,在小于临界顶隙时,真空度随着顶隙的增加而增加;大于临界顶隙时,真空 度则随着顶隙的增加而减少。当罐头顶隙为临界顶隙时,可获得最高的真空度。临界顶隙随 温度升高而逐渐增大。可见加热排气时,顶隙对于罐头真空度的影响随顶隙的大小而异。但 是否每种罐头食品都存在一个临界顶隙,有待进一步研究。 4、食品原料的种类和新鲜度 各种原料都含有一定的空气,原料种类不同,含气量也不同,虽经排气但排除的程度 不同。尤其是采用真空密封排气和蒸汽密封排气时,原料组织内的空气更不易排除,罐头经 杀菌冷却后组织中残存的空气在贮藏过程中会逐渐释放出来,而使罐头的真空度降低.原料 的含气量越高,真空度降低越严重。 原料的新鲜程度也影响罐头的真空度。因为不新鲜的原料,其某些组织成分已经发生 变化。高温杀菌时将促使这些成分的分解而产生各种气体,如含蛋白质的食品分解放出 H2S、NH3 等,果蔬类食品产生 CO2。气体的产生使罐内压力增大,真空度降低。 5、食品的酸度 食品中含酸量的高低也影响罐头的真空度。食品的酸度高时,易与金属罐内壁作用而产 生氢气,使罐内压力增加,真空度下降。因而对于酸度高的食品最好采用涂料罐,以防止酸
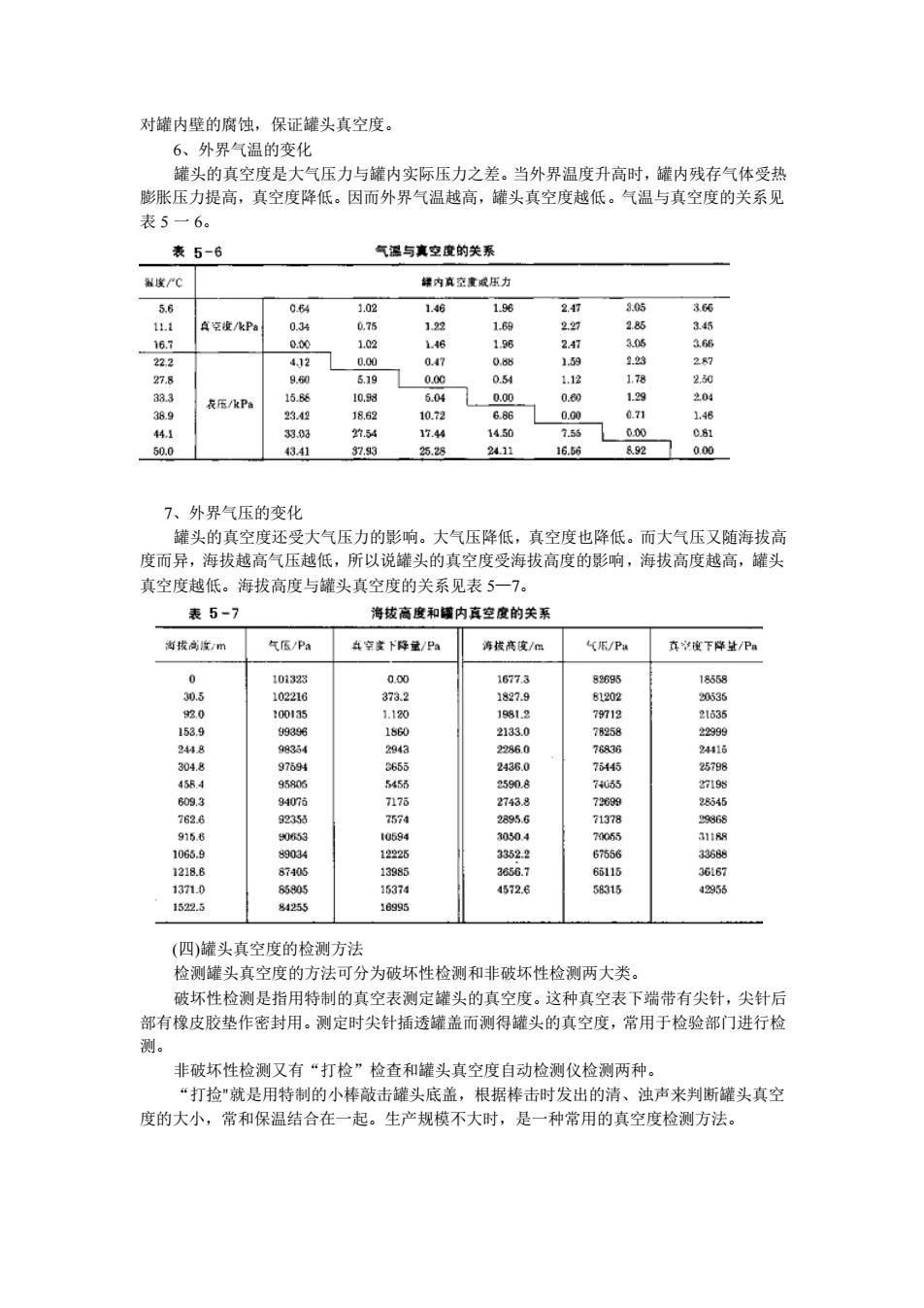
对罐内壁的腐蚀,保证罐头真空度。 6、外界气温的变化 罐头的真空度是大气压力与罐内实际压力之差。当外界温度升高时,罐内残存气体受热 膨胀压力提高,真空度降低。因而外界气温越高,罐头真空度越低。气温与真空度的关系见 表 5 一 6。 7、外界气压的变化 罐头的真空度还受大气压力的影响。大气压降低,真空度也降低。而大气压又随海拔高 度而异,海拔越高气压越低,所以说罐头的真空度受海拔高度的影响,海拔高度越高,罐头 真空度越低。海拔高度与罐头真空度的关系见表 5—7。 (四)罐头真空度的检测方法 检测罐头真空度的方法可分为破坏性检测和非破坏性检测两大类。 破坏性检测是指用特制的真空表测定罐头的真空度。这种真空表下端带有尖针,尖针后 部有橡皮胶垫作密封用。测定时尖针插透罐盖而测得罐头的真空度,常用于检验部门进行检 测。 非破坏性检测又有“打检”检查和罐头真空度自动检测仪检测两种。 “打捡"就是用特制的小棒敲击罐头底盖,根据棒击时发出的清、浊声来判断罐头真空 度的大小,常和保温结合在一起。生产规模不大时,是一种常用的真空度检测方法
对罐内壁的腐蚀,保证罐头真空度。 6、外界气温的变化 罐头的真空度是大气压力与罐内实际压力之差。当外界温度升高时,罐内残存气体受热 膨胀压力提高,真空度降低。因而外界气温越高,罐头真空度越低。气温与真空度的关系见 表 5 一 6。 7、外界气压的变化 罐头的真空度还受大气压力的影响。大气压降低,真空度也降低。而大气压又随海拔高 度而异,海拔越高气压越低,所以说罐头的真空度受海拔高度的影响,海拔高度越高,罐头 真空度越低。海拔高度与罐头真空度的关系见表 5—7。 (四)罐头真空度的检测方法 检测罐头真空度的方法可分为破坏性检测和非破坏性检测两大类。 破坏性检测是指用特制的真空表测定罐头的真空度。这种真空表下端带有尖针,尖针后 部有橡皮胶垫作密封用。测定时尖针插透罐盖而测得罐头的真空度,常用于检验部门进行检 测。 非破坏性检测又有“打检”检查和罐头真空度自动检测仪检测两种。 “打捡"就是用特制的小棒敲击罐头底盖,根据棒击时发出的清、浊声来判断罐头真空 度的大小,常和保温结合在一起。生产规模不大时,是一种常用的真空度检测方法

罐头真空度自动检测仪实质上是一种光电技术检测仪,其检测真空度的工作原理是具 有要求真空度的罐头,如图 5 一 7 所示,其底盖呈一定的凹面。当一平行光束自这一凹面反 射时,反射光将按凹面镜原理聚焦于某一已知点,安装在该点的光电池能够测定其光亮度。 而光亮度与凹面的曲率有关,随凹面的曲率半径而变;凹面的曲率半径又随罐头的真空度而 变,从而也就测定了罐头的真空度。若罐头真空度低,凹面的曲率半径就大;若罐头没有真 空度,就不会聚焦,如图 5—7(3)所示。这种情况下光电池测得的结果如果是低读数,自动 检测仪控制的机械手就会将该低真空或无真空罐头推出传送带,这样可连续自动进行真空度 检测。这种检测方法常用于罐头工厂进行真空度的检测。要指出的是采用这种真主度检测仪 要求罐盖表面为平滑面,若罐盖表面有膨胀圈、硬印等,都将影响测量真空度的准确性。 除上述两种非破坏性真空度检测方法外,还有一种 Toptone 真空检测器,它是利用声学 原理来检查单个罐头或封在纸盒里的罐头及包装食品的真空度,检测时也不需刺破罐头铁 皮。这种检测器也能在生产线上连续剔除真空度低于标准的罐头,能加强管理。保证成品质 量。 三、密 封 罐头食品之所以能长期保存而不变质,除了充分杀灭了能在罐内环境生长的腐败菌和致 病菌外,主要是依靠罐头的密封,使罐内食品与外界完全隔绝而不再受到微生物的污染。为 保持这种高度密封状态,必须借助于封罐机将罐身和罐盖紧密封合,这就叫密封或封口显然, 密封是罐头生产工艺中极其重要的一道工序。罐头密封的方法和要求视容器的种类而异。 (一)金属罐的密封 金属罐的密封是指罐身的翻边和罐盖的回边在封口机中进行卷封,使罐身和罐盖相互 卷合,压紧而形成紧密重叠的卷边的过程。所形成的卷边称之为二重卷边。封罐机的种类、 型式很多,效率也各不相同,但是它们封口的主要部件基本相同,二重卷边就是在这些部件 的协同作用下完成的。为了形成良好的卷边结构,封口的每一个部件都必须符合要求,否则 将直接影响二重卷边的质量,影响罐头的密封性能。 1、封口机封口的主要部件及封口过程 (1)封口机封口的主要部件 封口机完成罐头的封口主要靠压头、托盘、头道滚轮和二 道滚轮四大部件,在四大部件的协同作用下完成金属罐的封口。 ①压头:压头用来固定和稳住罐头,不让罐头在封口时发生任何滑动,以保证卷边质 量。压头的形状如图 5—8 所示
罐头真空度自动检测仪实质上是一种光电技术检测仪,其检测真空度的工作原理是具 有要求真空度的罐头,如图 5 一 7 所示,其底盖呈一定的凹面。当一平行光束自这一凹面反 射时,反射光将按凹面镜原理聚焦于某一已知点,安装在该点的光电池能够测定其光亮度。 而光亮度与凹面的曲率有关,随凹面的曲率半径而变;凹面的曲率半径又随罐头的真空度而 变,从而也就测定了罐头的真空度。若罐头真空度低,凹面的曲率半径就大;若罐头没有真 空度,就不会聚焦,如图 5—7(3)所示。这种情况下光电池测得的结果如果是低读数,自动 检测仪控制的机械手就会将该低真空或无真空罐头推出传送带,这样可连续自动进行真空度 检测。这种检测方法常用于罐头工厂进行真空度的检测。要指出的是采用这种真主度检测仪 要求罐盖表面为平滑面,若罐盖表面有膨胀圈、硬印等,都将影响测量真空度的准确性。 除上述两种非破坏性真空度检测方法外,还有一种 Toptone 真空检测器,它是利用声学 原理来检查单个罐头或封在纸盒里的罐头及包装食品的真空度,检测时也不需刺破罐头铁 皮。这种检测器也能在生产线上连续剔除真空度低于标准的罐头,能加强管理。保证成品质 量。 三、密 封 罐头食品之所以能长期保存而不变质,除了充分杀灭了能在罐内环境生长的腐败菌和致 病菌外,主要是依靠罐头的密封,使罐内食品与外界完全隔绝而不再受到微生物的污染。为 保持这种高度密封状态,必须借助于封罐机将罐身和罐盖紧密封合,这就叫密封或封口显然, 密封是罐头生产工艺中极其重要的一道工序。罐头密封的方法和要求视容器的种类而异。 (一)金属罐的密封 金属罐的密封是指罐身的翻边和罐盖的回边在封口机中进行卷封,使罐身和罐盖相互 卷合,压紧而形成紧密重叠的卷边的过程。所形成的卷边称之为二重卷边。封罐机的种类、 型式很多,效率也各不相同,但是它们封口的主要部件基本相同,二重卷边就是在这些部件 的协同作用下完成的。为了形成良好的卷边结构,封口的每一个部件都必须符合要求,否则 将直接影响二重卷边的质量,影响罐头的密封性能。 1、封口机封口的主要部件及封口过程 (1)封口机封口的主要部件 封口机完成罐头的封口主要靠压头、托盘、头道滚轮和二 道滚轮四大部件,在四大部件的协同作用下完成金属罐的封口。 ①压头:压头用来固定和稳住罐头,不让罐头在封口时发生任何滑动,以保证卷边质 量。压头的形状如图 5—8 所示
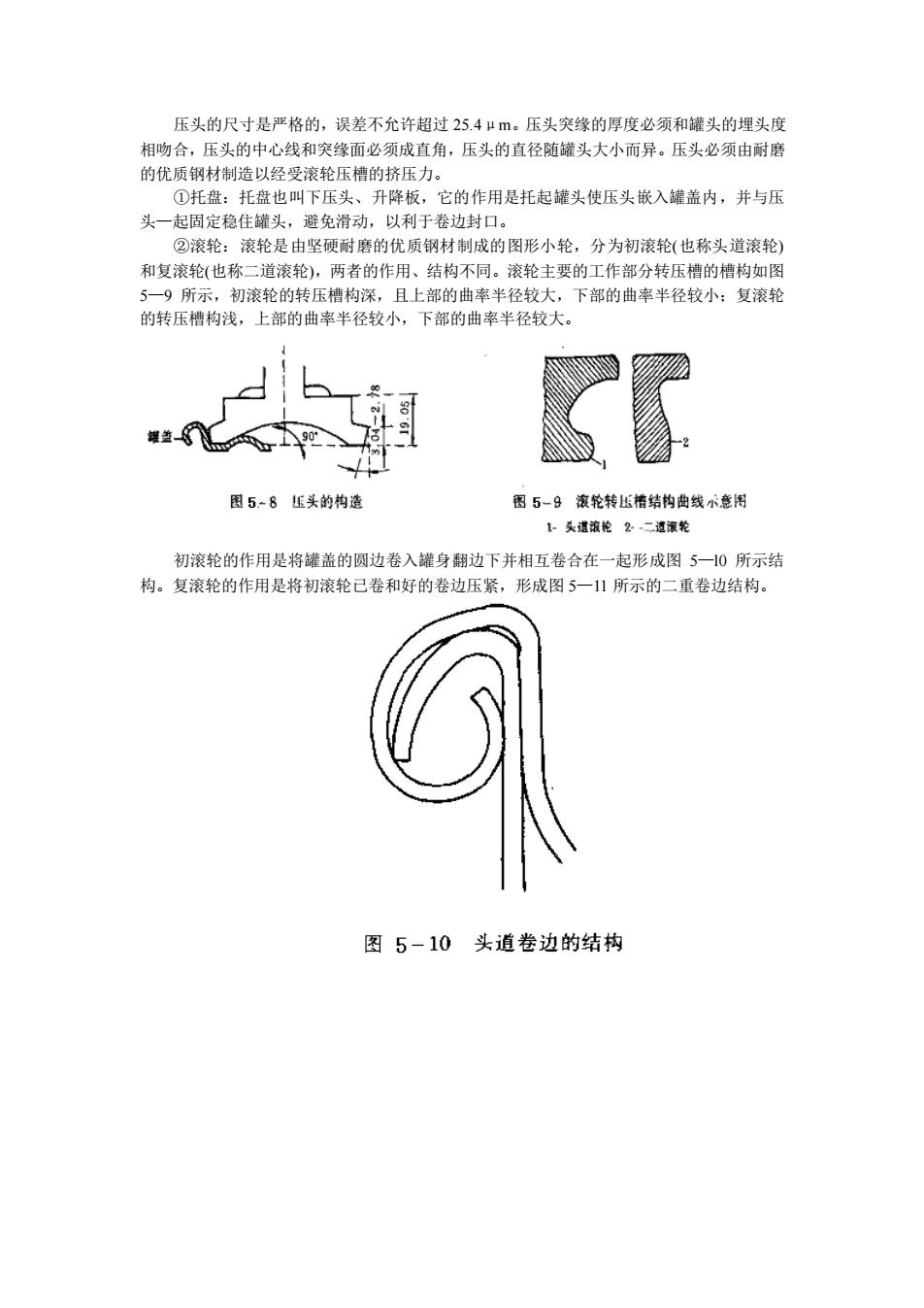
压头的尺寸是严格的,误差不允许超过 25.4μm。压头突缘的厚度必须和罐头的埋头度 相吻合,压头的中心线和突缘面必须成直角,压头的直径随罐头大小而异。压头必须由耐磨 的优质钢材制造以经受滚轮压槽的挤压力。 ①托盘:托盘也叫下压头、升降板,它的作用是托起罐头使压头嵌入罐盖内,并与压 头—起固定稳住罐头,避免滑动,以利于卷边封口。 ②滚轮:滚轮是由坚硬耐磨的优质钢材制成的图形小轮,分为初滚轮(也称头道滚轮) 和复滚轮(也称二道滚轮),两者的作用、结构不同。滚轮主要的工作部分转压槽的槽构如图 5—9 所示,初滚轮的转压槽构深,且上部的曲率半径较大,下部的曲率半径较小;复滚轮 的转压槽构浅,上部的曲率半径较小,下部的曲率半径较大。 初滚轮的作用是将罐盖的圆边卷入罐身翻边下并相互卷合在一起形成图 5—l0 所示结 构。复滚轮的作用是将初滚轮已卷和好的卷边压紧,形成图 5—11 所示的二重卷边结构
压头的尺寸是严格的,误差不允许超过 25.4μm。压头突缘的厚度必须和罐头的埋头度 相吻合,压头的中心线和突缘面必须成直角,压头的直径随罐头大小而异。压头必须由耐磨 的优质钢材制造以经受滚轮压槽的挤压力。 ①托盘:托盘也叫下压头、升降板,它的作用是托起罐头使压头嵌入罐盖内,并与压 头—起固定稳住罐头,避免滑动,以利于卷边封口。 ②滚轮:滚轮是由坚硬耐磨的优质钢材制成的图形小轮,分为初滚轮(也称头道滚轮) 和复滚轮(也称二道滚轮),两者的作用、结构不同。滚轮主要的工作部分转压槽的槽构如图 5—9 所示,初滚轮的转压槽构深,且上部的曲率半径较大,下部的曲率半径较小;复滚轮 的转压槽构浅,上部的曲率半径较小,下部的曲率半径较大。 初滚轮的作用是将罐盖的圆边卷入罐身翻边下并相互卷合在一起形成图 5—l0 所示结 构。复滚轮的作用是将初滚轮已卷和好的卷边压紧,形成图 5—11 所示的二重卷边结构
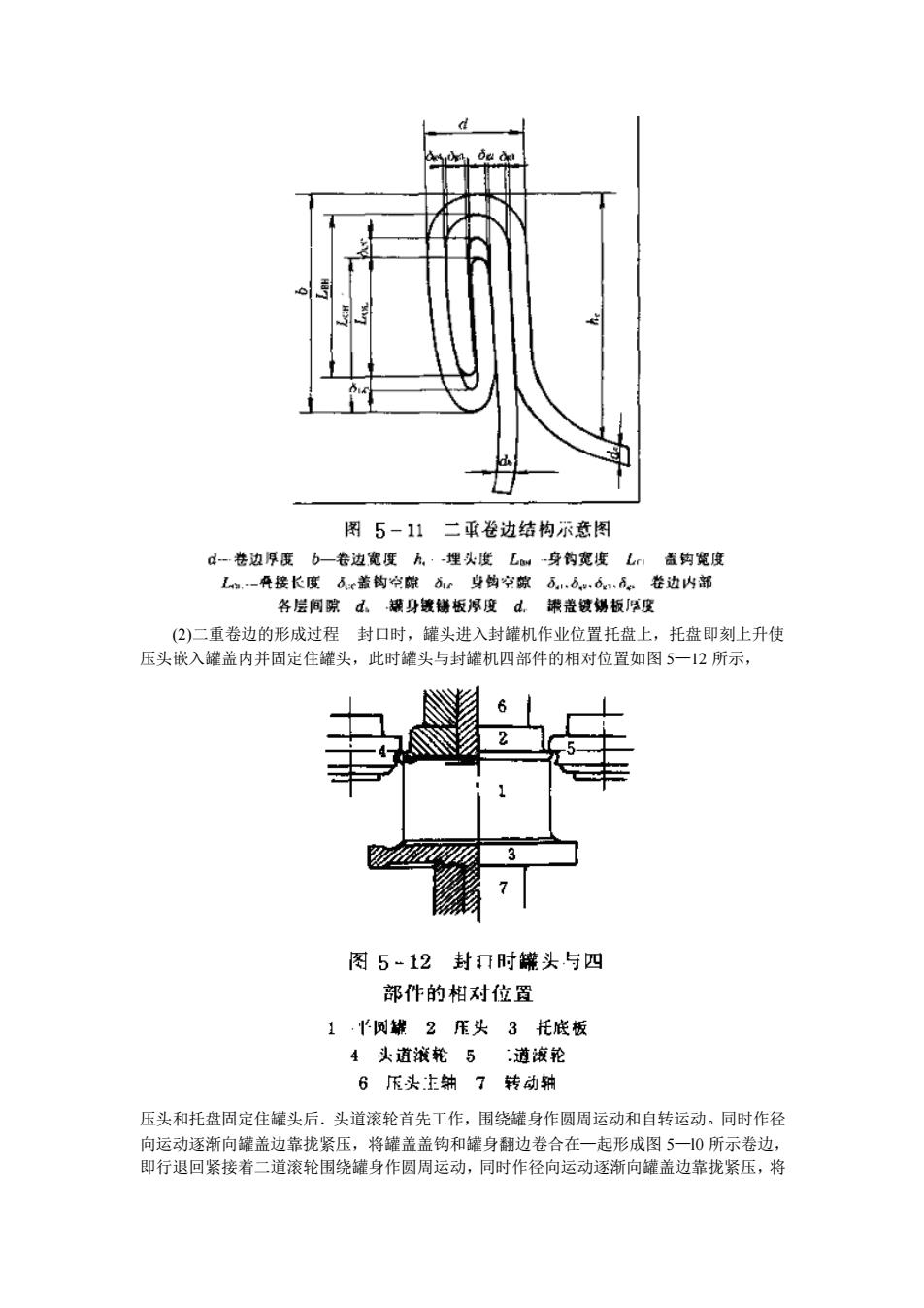
(2)二重卷边的形成过程 封口时,罐头进入封罐机作业位置托盘上,托盘即刻上升使 压头嵌入罐盖内并固定住罐头,此时罐头与封罐机四部件的相对位置如图 5—12 所示, 压头和托盘固定住罐头后.头道滚轮首先工作,围绕罐身作圆周运动和自转运动。同时作径 向运动逐渐向罐盖边靠拢紧压,将罐盖盖钩和罐身翻边卷合在—起形成图 5—l0 所示卷边, 即行退回紧接着二道滚轮围绕罐身作圆周运动,同时作径向运动逐渐向罐盖边靠拢紧压,将
(2)二重卷边的形成过程 封口时,罐头进入封罐机作业位置托盘上,托盘即刻上升使 压头嵌入罐盖内并固定住罐头,此时罐头与封罐机四部件的相对位置如图 5—12 所示, 压头和托盘固定住罐头后.头道滚轮首先工作,围绕罐身作圆周运动和自转运动。同时作径 向运动逐渐向罐盖边靠拢紧压,将罐盖盖钩和罐身翻边卷合在—起形成图 5—l0 所示卷边, 即行退回紧接着二道滚轮围绕罐身作圆周运动,同时作径向运动逐渐向罐盖边靠拢紧压,将