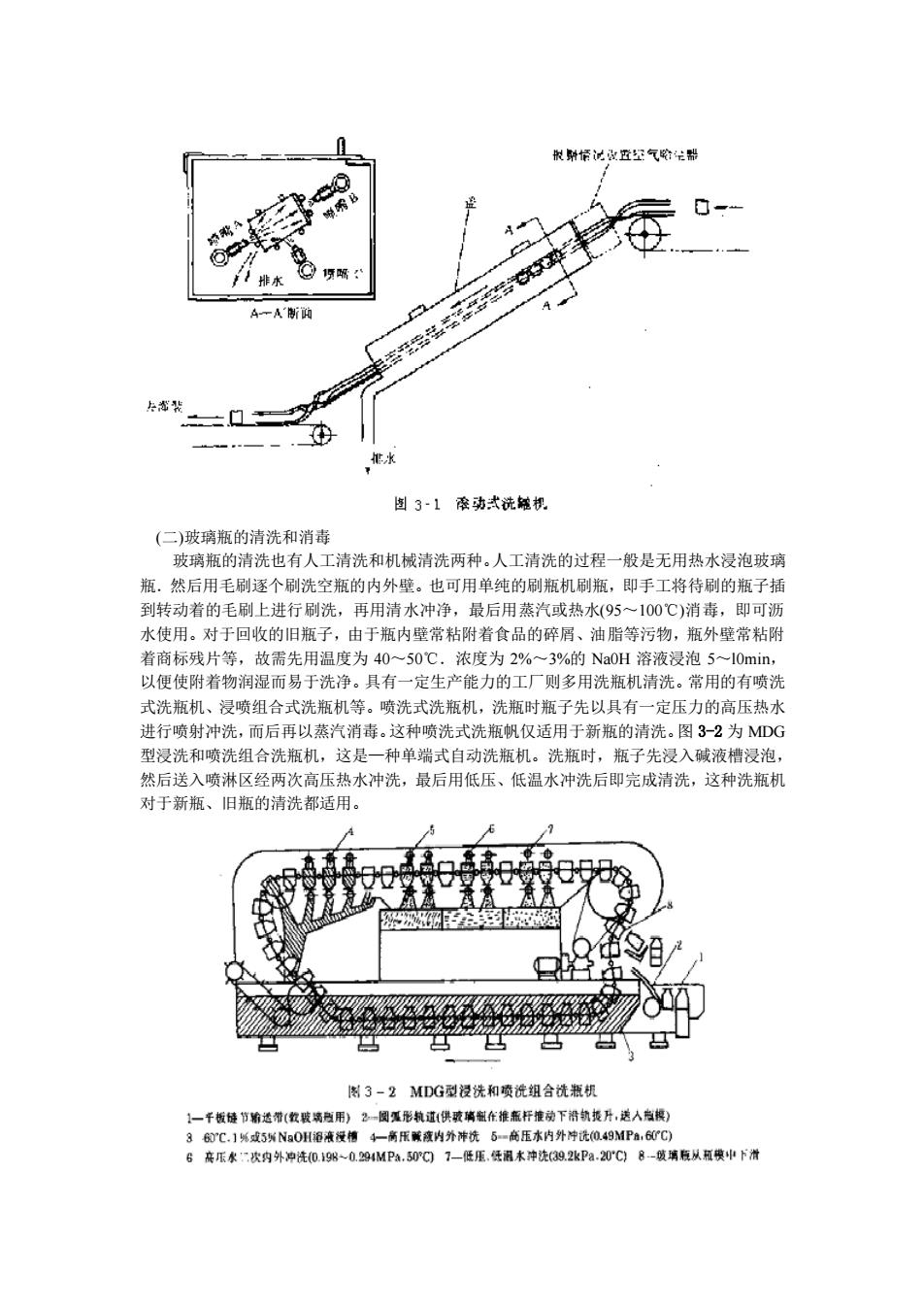
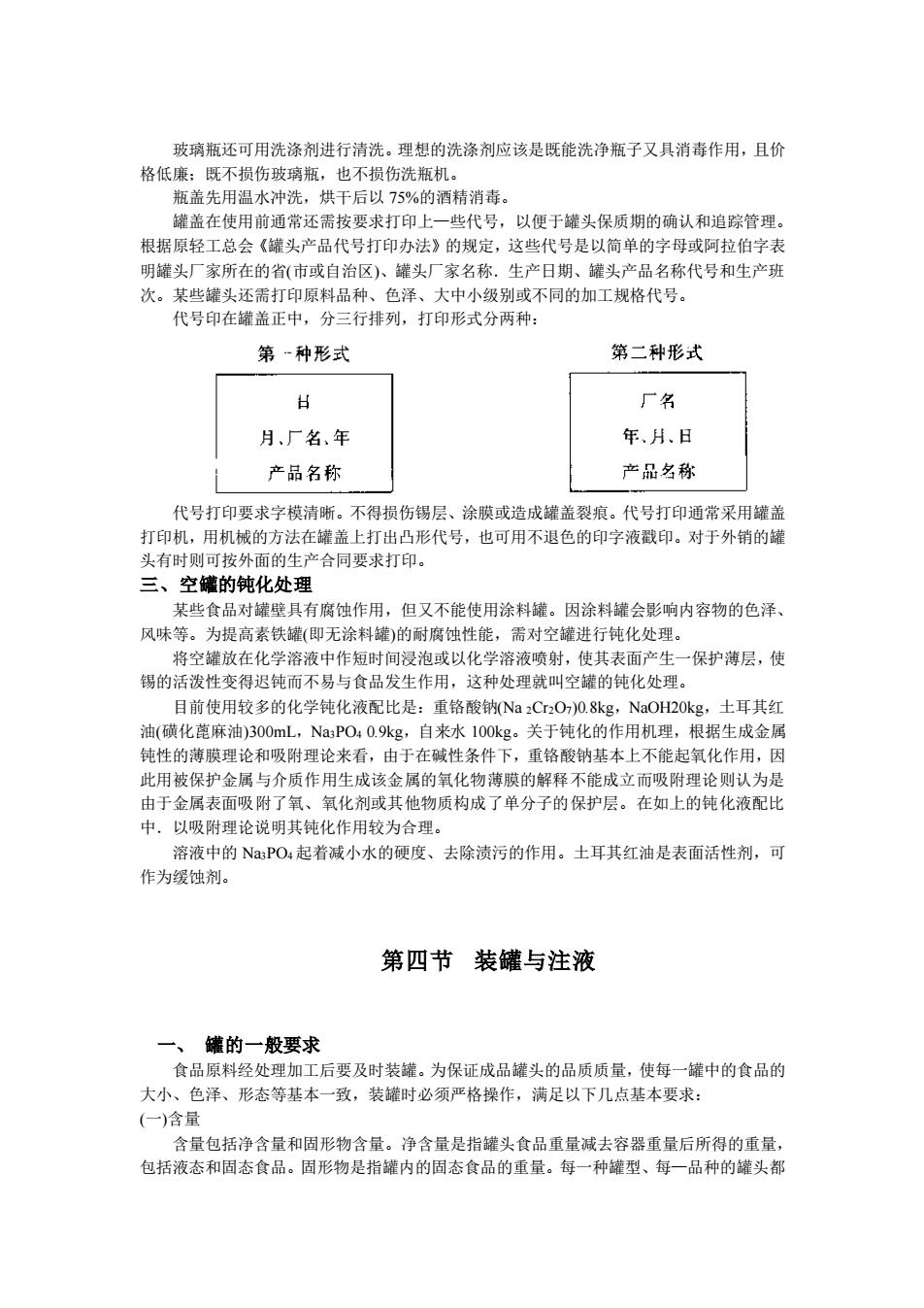
(二)玻璃瓶的清洗和消毒 玻璃瓶的清洗也有人工清洗和机械清洗两种。人工清洗的过程一般是无用热水浸泡玻璃 瓶.然后用毛刷逐个刷洗空瓶的内外壁。也可用单纯的刷瓶机刷瓶,即手工将待刷的瓶子插 到转动着的毛刷上进行刷洗,再用清水冲净,最后用蒸汽或热水(95~100℃)消毒,即可沥 水使用。对于回收的旧瓶子,由于瓶内壁常粘附着食品的碎屑、油脂等污物,瓶外壁常粘附 着商标残片等,故需先用温度为 40~50℃.浓度为 2%~3%的 Na0H 溶液浸泡 5~l0min, 以便使附着物润湿而易于洗净。具有一定生产能力的工厂则多用洗瓶机清洗。常用的有喷洗 式洗瓶机、浸喷组合式洗瓶机等。喷洗式洗瓶机,洗瓶时瓶子先以具有一定压力的高压热水 进行喷射冲洗,而后再以蒸汽消毒。这种喷洗式洗瓶帆仅适用于新瓶的清洗。图 3-2 为 MDG 型浸洗和喷洗组合洗瓶机,这是—种单端式自动洗瓶机。洗瓶时,瓶子先浸入碱液槽浸泡, 然后送入喷淋区经两次高压热水冲洗,最后用低压、低温水冲洗后即完成清洗,这种洗瓶机 对于新瓶、旧瓶的清洗都适用
(二)玻璃瓶的清洗和消毒 玻璃瓶的清洗也有人工清洗和机械清洗两种。人工清洗的过程一般是无用热水浸泡玻璃 瓶.然后用毛刷逐个刷洗空瓶的内外壁。也可用单纯的刷瓶机刷瓶,即手工将待刷的瓶子插 到转动着的毛刷上进行刷洗,再用清水冲净,最后用蒸汽或热水(95~100℃)消毒,即可沥 水使用。对于回收的旧瓶子,由于瓶内壁常粘附着食品的碎屑、油脂等污物,瓶外壁常粘附 着商标残片等,故需先用温度为 40~50℃.浓度为 2%~3%的 Na0H 溶液浸泡 5~l0min, 以便使附着物润湿而易于洗净。具有一定生产能力的工厂则多用洗瓶机清洗。常用的有喷洗 式洗瓶机、浸喷组合式洗瓶机等。喷洗式洗瓶机,洗瓶时瓶子先以具有一定压力的高压热水 进行喷射冲洗,而后再以蒸汽消毒。这种喷洗式洗瓶帆仅适用于新瓶的清洗。图 3-2 为 MDG 型浸洗和喷洗组合洗瓶机,这是—种单端式自动洗瓶机。洗瓶时,瓶子先浸入碱液槽浸泡, 然后送入喷淋区经两次高压热水冲洗,最后用低压、低温水冲洗后即完成清洗,这种洗瓶机 对于新瓶、旧瓶的清洗都适用
玻璃瓶还可用洗涤剂进行清洗。理想的洗涤剂应该是既能洗净瓶子又具消毒作用,且价 格低廉;既不损伤玻璃瓶,也不损伤洗瓶机。 瓶盖先用温水冲洗,烘干后以 75%的酒精消毒。 罐盖在使用前通常还需按要求打印上—些代号,以便于罐头保质期的确认和追踪管理。 根据原轻工总会《罐头产品代号打印办法》的规定,这些代号是以简单的字母或阿拉伯字表 明罐头厂家所在的省(市或自治区)、罐头厂家名称.生产日期、罐头产品名称代号和生产班 次。某些罐头还需打印原料品种、色泽、大中小级别或不同的加工规格代号。 代号印在罐盖正中,分三行排列,打印形式分两种: 代号打印要求字模清晰。不得损伤锡层、涂膜或造成罐盖裂痕。代号打印通常采用罐盖 打印机,用机械的方法在罐盖上打出凸形代号,也可用不退色的印字液戳印。对于外销的罐 头有时则可按外面的生产合同要求打印。 三、空罐的钝化处理 某些食品对罐壁具有腐蚀作用,但又不能使用涂料罐。因涂料罐会影响内容物的色泽、 风味等。为提高素铁罐(即无涂料罐)的耐腐蚀性能,需对空罐进行钝化处理。 将空罐放在化学溶液中作短时间浸泡或以化学溶液喷射,使其表面产生一保护薄层,使 锡的活泼性变得迟钝而不易与食品发生作用,这种处理就叫空罐的钝化处理。 目前使用较多的化学钝化液配比是:重铬酸钠(Na 2Cr2O7)0.8kg,NaOH20kg,土耳其红 油(磺化蓖麻油)300mL,Na3PO4 0.9kg,自来水 100kg。关于钝化的作用机理,根据生成金属 钝性的薄膜理论和吸附理论来看,由于在碱性条件下,重铬酸钠基本上不能起氧化作用,因 此用被保护金属与介质作用生成该金属的氧化物薄膜的解释不能成立而吸附理论则认为是 由于金属表面吸附了氧、氧化剂或其他物质构成了单分子的保护层。在如上的钝化液配比 中.以吸附理论说明其钝化作用较为合理。 溶液中的 Na3PO4 起着减小水的硬度、去除渍污的作用。土耳其红油是表面活性剂,可 作为缓蚀剂。 第四节 装罐与注液 一、 罐的一般要求 食品原料经处理加工后要及时装罐。为保证成品罐头的品质质量,使每一罐中的食品的 大小、色泽、形态等基本一致,装罐时必须严格操作,满足以下几点基本要求: (一)含量 含量包括净含量和固形物含量。净含量是指罐头食品重量减去容器重量后所得的重量, 包括液态和固态食品。固形物是指罐内的固态食品的重量。每一种罐型、每—品种的罐头都
玻璃瓶还可用洗涤剂进行清洗。理想的洗涤剂应该是既能洗净瓶子又具消毒作用,且价 格低廉;既不损伤玻璃瓶,也不损伤洗瓶机。 瓶盖先用温水冲洗,烘干后以 75%的酒精消毒。 罐盖在使用前通常还需按要求打印上—些代号,以便于罐头保质期的确认和追踪管理。 根据原轻工总会《罐头产品代号打印办法》的规定,这些代号是以简单的字母或阿拉伯字表 明罐头厂家所在的省(市或自治区)、罐头厂家名称.生产日期、罐头产品名称代号和生产班 次。某些罐头还需打印原料品种、色泽、大中小级别或不同的加工规格代号。 代号印在罐盖正中,分三行排列,打印形式分两种: 代号打印要求字模清晰。不得损伤锡层、涂膜或造成罐盖裂痕。代号打印通常采用罐盖 打印机,用机械的方法在罐盖上打出凸形代号,也可用不退色的印字液戳印。对于外销的罐 头有时则可按外面的生产合同要求打印。 三、空罐的钝化处理 某些食品对罐壁具有腐蚀作用,但又不能使用涂料罐。因涂料罐会影响内容物的色泽、 风味等。为提高素铁罐(即无涂料罐)的耐腐蚀性能,需对空罐进行钝化处理。 将空罐放在化学溶液中作短时间浸泡或以化学溶液喷射,使其表面产生一保护薄层,使 锡的活泼性变得迟钝而不易与食品发生作用,这种处理就叫空罐的钝化处理。 目前使用较多的化学钝化液配比是:重铬酸钠(Na 2Cr2O7)0.8kg,NaOH20kg,土耳其红 油(磺化蓖麻油)300mL,Na3PO4 0.9kg,自来水 100kg。关于钝化的作用机理,根据生成金属 钝性的薄膜理论和吸附理论来看,由于在碱性条件下,重铬酸钠基本上不能起氧化作用,因 此用被保护金属与介质作用生成该金属的氧化物薄膜的解释不能成立而吸附理论则认为是 由于金属表面吸附了氧、氧化剂或其他物质构成了单分子的保护层。在如上的钝化液配比 中.以吸附理论说明其钝化作用较为合理。 溶液中的 Na3PO4 起着减小水的硬度、去除渍污的作用。土耳其红油是表面活性剂,可 作为缓蚀剂。 第四节 装罐与注液 一、 罐的一般要求 食品原料经处理加工后要及时装罐。为保证成品罐头的品质质量,使每一罐中的食品的 大小、色泽、形态等基本一致,装罐时必须严格操作,满足以下几点基本要求: (一)含量 含量包括净含量和固形物含量。净含量是指罐头食品重量减去容器重量后所得的重量, 包括液态和固态食品。固形物是指罐内的固态食品的重量。每一种罐型、每—品种的罐头都
有其规定的净含量(固形物含量)。装罐时必须保证称量准确.误差控制在质量标难所允许的 范围内(一般每罐净含量允许公差为±3%,但每批的平均值不低于规定的净含量)。为使质量 符合要求,保证称量难确,必须经常校对台称。定期复称。 (二)质量 罐藏食品要求同一罐内的内容物大小、色泽、成熟度等基本一致,而食品原料因各种原 因质量差异很大,如果蔬原料,因生长条件、环境、采收季节等不同而造成形态.色泽、成 熟度及大小的差异;各种肉、禽类,因饲养条件、取用部位不同,其质量也不相同。因此在 装缩时必须进行合理搭配,并注意大小、色泽、成熟度等基本一致,这样既保证了产品质量, 又能提高原料的利用率,降低成本。 (三)顶隙 顶隙是指罐内食品的表面与罐盖内表面之间的空隙。对于大多数罐头来说.装罐时需保 持适度的顶隙,一般为 6~8mm。顶隙的大小影响到罐头的真空度、卷边的密封性、是否发 生假胖听或瘪罐、金属罐内壁的腐蚀,以至食品的变色、变质等。若顶隙过小,在加热杀菌 时,由于罐内食品、气体的膨胀造成罐内压力增加而使容器变形、卷边松弛,甚至产生爆节、 跳盖现象,同时内存物装得过多还造成原料的浪分若顶隙过大,杀菌冷却后罐头外压大大高 于罐内压,易造成瘪罐。此外,顶隙过大,在排气不充分的情况下.罐内残留气体较多,将 促进罐内壁的腐蚀和产品的氧化变色、变质,因而装罐时必须留有适度的顶隙。某些对顶隙 有特殊要求的罐头产品,应按具体要求执行。 (四)装罐时间控制 经处理加工合格的半成品要及时装罐,不能积压,否则会因微生物的繁殖而使半成品变 质,影响杀菌效果,影响产品质量。对热灌装产品、如果酱、果汁等,若不及时装罐。保证 不了装罐要求的温度,起不到热灌装排气的作用,就将影响成品的真空度。还有的产品则会 因半成品的积压使其温度升高。高于工艺要求的温度而使成品出现质量问题。如午餐肉罐头 生产时要求装罐时肉糜的温度一般不超过 13℃,否则易出现脂肪和胶冻析出的问题。 (五)严格防止夹杂物混入罐内 装罐时要特别重视清洁卫生,保持操作台的整洁,与装罐无关的小工具、手指套、揩布、 绳子等不准放在工作台上。同时要严格规章制度,工作服尤其是工作帽必须按要求穿戴整齐。 禁止带手表、戒指、耳环等进行装罐操作,严防夹杂物混入罐内,确保产品质量。 二、装罐的方法 装罐方法分为人工装罐和机械装罐两种。根据产品的性质、形状和要求等不同选用不同 的装罐方法。 (1)人工装罐 多用于肉禽类、水产、水果、蔬菜等块状、固体产品的装罐。这些产品 的原料质量如成熟度、大小、色泽、形状等差异较大,装罐时要进行挑选,进行合理搭配。 目前还主要靠人工完成这种挑选、搭配,按要求排列装罐。 (2)机械装罐 一般用于颗粒状、糜状、流体或半流体等产品的装罐,如午餐肉、果酱、 果汁、青豆等多用装罐机装罐。机械装罐速度快,分量均匀,能保证食品卫生,因此能采用 机械装罐的应尽量采用。 三、注 液 除了流体食品、糊状、糜状及干制食品外,大多数食品装罐后都要向罐内加注液计。所 加注的液汁视罐头品种的小同而不同,有的加注清水.如清水马蹄;有的加注糖液,如糖水 苹果;有的加注盐水,如蘑菇、青豆;有的加注调味液,如红烧猪肉等等。罐内汁液的加入 不仅能增进食品的风味,提高食品的初温,促进对流传热,提高杀菌效果,而且能排除部分 罐内空气,降低加热杀菌时罐内压力,减轻罐内壁的腐蚀,减少内容物的氧化变色和变质。 加注汁液大多数工厂采用自动注液机或半自动(简易)注液机,也有一些仍采用人工加注汁
有其规定的净含量(固形物含量)。装罐时必须保证称量准确.误差控制在质量标难所允许的 范围内(一般每罐净含量允许公差为±3%,但每批的平均值不低于规定的净含量)。为使质量 符合要求,保证称量难确,必须经常校对台称。定期复称。 (二)质量 罐藏食品要求同一罐内的内容物大小、色泽、成熟度等基本一致,而食品原料因各种原 因质量差异很大,如果蔬原料,因生长条件、环境、采收季节等不同而造成形态.色泽、成 熟度及大小的差异;各种肉、禽类,因饲养条件、取用部位不同,其质量也不相同。因此在 装缩时必须进行合理搭配,并注意大小、色泽、成熟度等基本一致,这样既保证了产品质量, 又能提高原料的利用率,降低成本。 (三)顶隙 顶隙是指罐内食品的表面与罐盖内表面之间的空隙。对于大多数罐头来说.装罐时需保 持适度的顶隙,一般为 6~8mm。顶隙的大小影响到罐头的真空度、卷边的密封性、是否发 生假胖听或瘪罐、金属罐内壁的腐蚀,以至食品的变色、变质等。若顶隙过小,在加热杀菌 时,由于罐内食品、气体的膨胀造成罐内压力增加而使容器变形、卷边松弛,甚至产生爆节、 跳盖现象,同时内存物装得过多还造成原料的浪分若顶隙过大,杀菌冷却后罐头外压大大高 于罐内压,易造成瘪罐。此外,顶隙过大,在排气不充分的情况下.罐内残留气体较多,将 促进罐内壁的腐蚀和产品的氧化变色、变质,因而装罐时必须留有适度的顶隙。某些对顶隙 有特殊要求的罐头产品,应按具体要求执行。 (四)装罐时间控制 经处理加工合格的半成品要及时装罐,不能积压,否则会因微生物的繁殖而使半成品变 质,影响杀菌效果,影响产品质量。对热灌装产品、如果酱、果汁等,若不及时装罐。保证 不了装罐要求的温度,起不到热灌装排气的作用,就将影响成品的真空度。还有的产品则会 因半成品的积压使其温度升高。高于工艺要求的温度而使成品出现质量问题。如午餐肉罐头 生产时要求装罐时肉糜的温度一般不超过 13℃,否则易出现脂肪和胶冻析出的问题。 (五)严格防止夹杂物混入罐内 装罐时要特别重视清洁卫生,保持操作台的整洁,与装罐无关的小工具、手指套、揩布、 绳子等不准放在工作台上。同时要严格规章制度,工作服尤其是工作帽必须按要求穿戴整齐。 禁止带手表、戒指、耳环等进行装罐操作,严防夹杂物混入罐内,确保产品质量。 二、装罐的方法 装罐方法分为人工装罐和机械装罐两种。根据产品的性质、形状和要求等不同选用不同 的装罐方法。 (1)人工装罐 多用于肉禽类、水产、水果、蔬菜等块状、固体产品的装罐。这些产品 的原料质量如成熟度、大小、色泽、形状等差异较大,装罐时要进行挑选,进行合理搭配。 目前还主要靠人工完成这种挑选、搭配,按要求排列装罐。 (2)机械装罐 一般用于颗粒状、糜状、流体或半流体等产品的装罐,如午餐肉、果酱、 果汁、青豆等多用装罐机装罐。机械装罐速度快,分量均匀,能保证食品卫生,因此能采用 机械装罐的应尽量采用。 三、注 液 除了流体食品、糊状、糜状及干制食品外,大多数食品装罐后都要向罐内加注液计。所 加注的液汁视罐头品种的小同而不同,有的加注清水.如清水马蹄;有的加注糖液,如糖水 苹果;有的加注盐水,如蘑菇、青豆;有的加注调味液,如红烧猪肉等等。罐内汁液的加入 不仅能增进食品的风味,提高食品的初温,促进对流传热,提高杀菌效果,而且能排除部分 罐内空气,降低加热杀菌时罐内压力,减轻罐内壁的腐蚀,减少内容物的氧化变色和变质。 加注汁液大多数工厂采用自动注液机或半自动(简易)注液机,也有一些仍采用人工加注汁
液。 第五节 排气与密封 一、预封 有些罐头在排气前要先进行预封。所谓预封就是用封口饥将罐盖与罐身初步钩连上.其 松紧程度以能使罐盖沿罐身旋转而又不会脱落为度。经预封的罐头在热排气或在真空封罐过 程中,罐内的气体能自由逸出,而罐盖不会脱落。对于采用热力排气的罐头来说.顶封还可 以防止罐内食品因受热膨胀而落到罐外,防止排气箱盖上的冷凝水落人罐内而污染食品;可 以避免表面食品直接受高温蒸汽的损伤;可以避免外界冷空气的侵入,保持罐内顶隙温度以 保证罐头的真空度。预封还可以防止因罐身和罐盖吻合不良而造成次品,有助于保证卷边的 质量,特别是对于方罐和异形罐,这一作用更为明显。 二、排 气 (一)排气的作用 食品装罐后、密封前应尽量将罐内顶隙、食品原料组织细胞内的气体排除,这—排除气 体的操作过程就叫排气。排气是罐头生产必不可少的一道工序,通过排气,不仅能使罐头在 密封、杀菌冷却后获得一定真空度,而且还有助于保证和提高罐头的质量。排气的主要作用 可归纳为以下几点: 1、防止或减轻罐头在高温杀菌时发生容器的变形和损坏 未经徘气的罐头在高温杀菌时,由于罐内食品、气体的受热膨胀,水分的气化,使罐内 压力急剧增加,远远高于罐外压力。当罐内外压力差大于容器所能承受的压力时,就会出现 二重卷边的松弛、假胖听、突角等现象。严重的甚至产生爆节,玻璃瓶跳盖等而造成废次品。 经过排气的罐头由于罐内大部分气体己经排除,大大降低了热杀菌时罐头的内压力,从而减 少和防止了上述问题的产生。 2、防止需氧菌和霉菌的生长繁殖 罐头食品的微生物要求是达到商业灭菌,所以在杀菌后的罐头中仍有活菌存在。从各类 罐头中所检出的微生物来看,以好气性芽胞菌为最多。好气性菌、霉菌必须有足够的氧才能 生长。由于排除了罐内的空气,降低了氧的含量。因而能有效的防止需氧菌特别是芽胞的发 育生长,从而使食品不易腐败变质而得以较长时间的贮藏。 3、有利于食品色、香、味的保存 当食品与空气接触,其表面很容易发生氧化而使食品的色、香、味发生变化。如脂肪含 量而的食品,出于氧化而嚎败,不仅食品表面发黄,而且还有刺鼻的油嚎味;苹果、蘑菇、 马铃薯等果蔬则由于氧的存在而产生酶褐变。氧存在于食品组织中,也溶解于水和汁液中。 罐头经过排气,排除了罐内的空气使罐头形成了一定的真空,同时也减少了罐内各成分的氧 含量。罐内的食品在这样的真空条件下保藏,就能减轻或防止氧化作用,使食品原有的色、 香、味得以比较好的保存。 4、减少维生素和其他营养素的破坏 罐装食品在生产过程中,其营养素有一定程度的破坏。对维生素的破坏来说,其破坏的 程度受原料种类、加热的温度和时间以及氧的存在及其量的多少的影响。罐头经过排气,排 除了罐内空气。减少了残存氧的含量,可减少一部分维生索的被破坏,也可以减少其他一些 易受氧化的营养成分的损失。 5、防止或减轻罐头在贮藏过程中罐内壁的腐蚀 罐头在贮藏过程中,罐内壁常常出现腐蚀现象。罐内壁的腐蚀为电化学反应,是由阳极
液。 第五节 排气与密封 一、预封 有些罐头在排气前要先进行预封。所谓预封就是用封口饥将罐盖与罐身初步钩连上.其 松紧程度以能使罐盖沿罐身旋转而又不会脱落为度。经预封的罐头在热排气或在真空封罐过 程中,罐内的气体能自由逸出,而罐盖不会脱落。对于采用热力排气的罐头来说.顶封还可 以防止罐内食品因受热膨胀而落到罐外,防止排气箱盖上的冷凝水落人罐内而污染食品;可 以避免表面食品直接受高温蒸汽的损伤;可以避免外界冷空气的侵入,保持罐内顶隙温度以 保证罐头的真空度。预封还可以防止因罐身和罐盖吻合不良而造成次品,有助于保证卷边的 质量,特别是对于方罐和异形罐,这一作用更为明显。 二、排 气 (一)排气的作用 食品装罐后、密封前应尽量将罐内顶隙、食品原料组织细胞内的气体排除,这—排除气 体的操作过程就叫排气。排气是罐头生产必不可少的一道工序,通过排气,不仅能使罐头在 密封、杀菌冷却后获得一定真空度,而且还有助于保证和提高罐头的质量。排气的主要作用 可归纳为以下几点: 1、防止或减轻罐头在高温杀菌时发生容器的变形和损坏 未经徘气的罐头在高温杀菌时,由于罐内食品、气体的受热膨胀,水分的气化,使罐内 压力急剧增加,远远高于罐外压力。当罐内外压力差大于容器所能承受的压力时,就会出现 二重卷边的松弛、假胖听、突角等现象。严重的甚至产生爆节,玻璃瓶跳盖等而造成废次品。 经过排气的罐头由于罐内大部分气体己经排除,大大降低了热杀菌时罐头的内压力,从而减 少和防止了上述问题的产生。 2、防止需氧菌和霉菌的生长繁殖 罐头食品的微生物要求是达到商业灭菌,所以在杀菌后的罐头中仍有活菌存在。从各类 罐头中所检出的微生物来看,以好气性芽胞菌为最多。好气性菌、霉菌必须有足够的氧才能 生长。由于排除了罐内的空气,降低了氧的含量。因而能有效的防止需氧菌特别是芽胞的发 育生长,从而使食品不易腐败变质而得以较长时间的贮藏。 3、有利于食品色、香、味的保存 当食品与空气接触,其表面很容易发生氧化而使食品的色、香、味发生变化。如脂肪含 量而的食品,出于氧化而嚎败,不仅食品表面发黄,而且还有刺鼻的油嚎味;苹果、蘑菇、 马铃薯等果蔬则由于氧的存在而产生酶褐变。氧存在于食品组织中,也溶解于水和汁液中。 罐头经过排气,排除了罐内的空气使罐头形成了一定的真空,同时也减少了罐内各成分的氧 含量。罐内的食品在这样的真空条件下保藏,就能减轻或防止氧化作用,使食品原有的色、 香、味得以比较好的保存。 4、减少维生素和其他营养素的破坏 罐装食品在生产过程中,其营养素有一定程度的破坏。对维生素的破坏来说,其破坏的 程度受原料种类、加热的温度和时间以及氧的存在及其量的多少的影响。罐头经过排气,排 除了罐内空气。减少了残存氧的含量,可减少一部分维生索的被破坏,也可以减少其他一些 易受氧化的营养成分的损失。 5、防止或减轻罐头在贮藏过程中罐内壁的腐蚀 罐头在贮藏过程中,罐内壁常常出现腐蚀现象。罐内壁的腐蚀为电化学反应,是由阳极
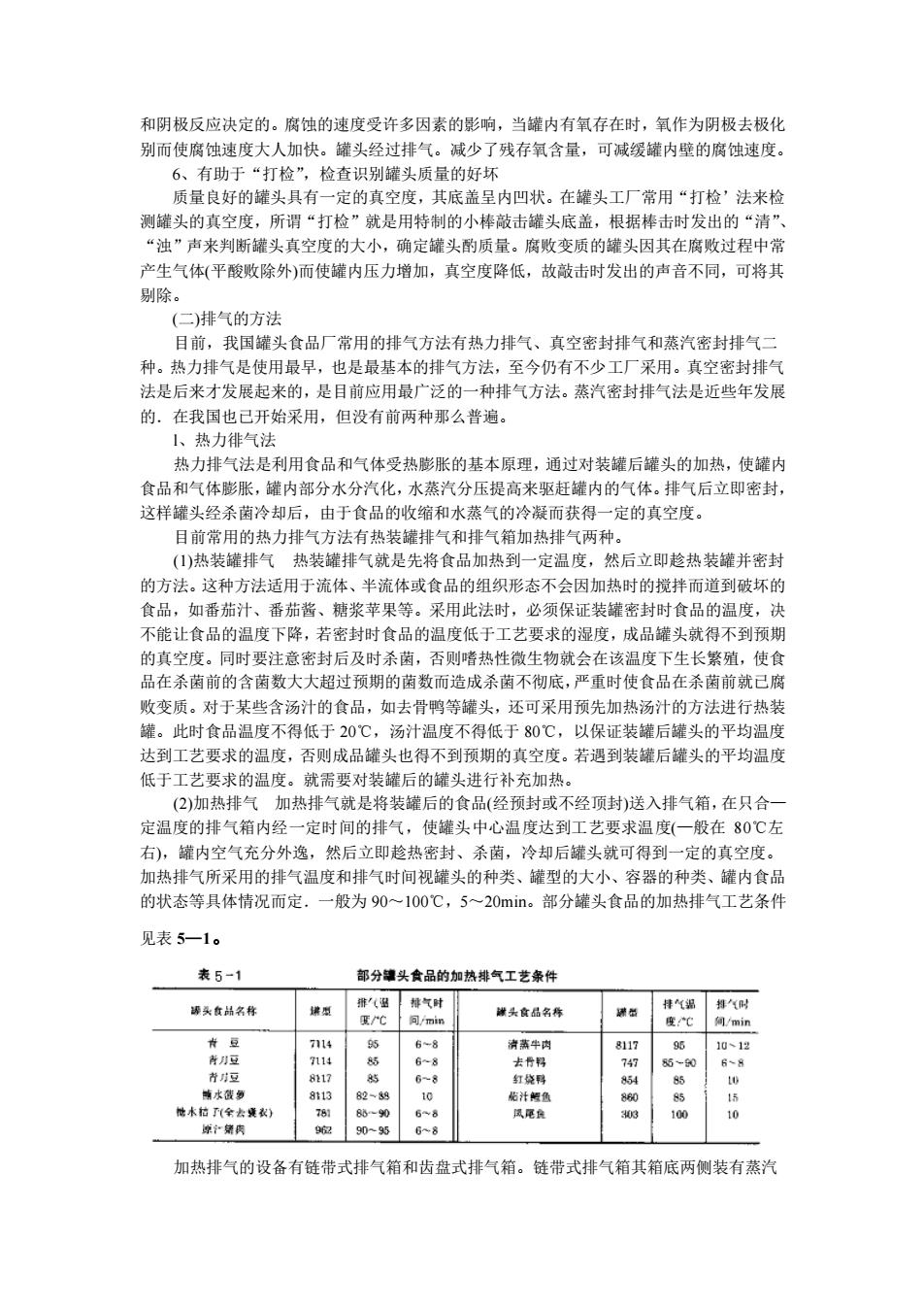
和阴极反应决定的。腐蚀的速度受许多因素的影响,当罐内有氧存在时,氧作为阴极去极化 别而使腐蚀速度大人加快。罐头经过排气。减少了残存氧含量,可减缓罐内壁的腐蚀速度。 6、有助于“打检”,检查识别罐头质量的好坏 质量良好的罐头具有一定的真空度,其底盖呈内凹状。在罐头工厂常用“打检’法来检 测罐头的真空度,所谓“打检”就是用特制的小棒敲击罐头底盖,根据棒击时发出的“清”、 “浊”声来判断罐头真空度的大小,确定罐头酌质量。腐败变质的罐头因其在腐败过程中常 产生气体(平酸败除外)而使罐内压力增加,真空度降低,故敲击时发出的声音不同,可将其 剔除。 (二)排气的方法 目前,我国罐头食品厂常用的排气方法有热力排气、真空密封排气和蒸汽密封排气二 种。热力排气是使用最早,也是最基本的排气方法,至今仍有不少工厂采用。真空密封排气 法是后来才发展起来的,是目前应用最广泛的一种排气方法。蒸汽密封排气法是近些年发展 的.在我国也已开始采用,但没有前两种那么普遍。 l、热力徘气法 热力排气法是利用食品和气体受热膨胀的基本原理,通过对装罐后罐头的加热,使罐内 食品和气体膨胀,罐内部分水分汽化,水蒸汽分压提高来驱赶罐内的气体。排气后立即密封, 这样罐头经杀菌冷却后,由于食品的收缩和水蒸气的冷凝而获得一定的真空度。 目前常用的热力排气方法有热装罐排气和排气箱加热排气两种。 (1)热装罐排气 热装罐排气就是先将食品加热到一定温度,然后立即趁热装罐并密封 的方法。这种方法适用于流体、半流体或食品的组织形态不会因加热时的搅拌而道到破坏的 食品,如番茄汁、番茄酱、糖浆苹果等。采用此法时,必须保证装罐密封时食品的温度,决 不能让食品的温度下降,若密封时食品的温度低于工艺要求的湿度,成品罐头就得不到预期 的真空度。同时要注意密封后及时杀菌,否则嗜热性微生物就会在该温度下生长繁殖,使食 品在杀菌前的含菌数大大超过预期的菌数而造成杀菌不彻底,严重时使食品在杀菌前就已腐 败变质。对于某些含汤汁的食品,如去骨鸭等罐头,还可采用预先加热汤汁的方法进行热装 罐。此时食品温度不得低于 20℃,汤汁温度不得低于 80℃,以保证装罐后罐头的平均温度 达到工艺要求的温度,否则成品罐头也得不到预期的真空度。若遇到装罐后罐头的平均温度 低于工艺要求的温度。就需要对装罐后的罐头进行补充加热。 (2)加热排气 加热排气就是将装罐后的食品(经预封或不经顶封)送入排气箱,在只合— 定温度的排气箱内经一定时间的排气,使罐头中心温度达到工艺要求温度(—般在 80℃左 右),罐内空气充分外逸,然后立即趁热密封、杀菌,冷却后罐头就可得到一定的真空度。 加热排气所采用的排气温度和排气时间视罐头的种类、罐型的大小、容器的种类、罐内食品 的状态等具体情况而定.一般为 90~100℃,5~20min。部分罐头食品的加热排气工艺条件 见表 5—1。 加热排气的设备有链带式排气箱和齿盘式排气箱。链带式排气箱其箱底两侧装有蒸汽
和阴极反应决定的。腐蚀的速度受许多因素的影响,当罐内有氧存在时,氧作为阴极去极化 别而使腐蚀速度大人加快。罐头经过排气。减少了残存氧含量,可减缓罐内壁的腐蚀速度。 6、有助于“打检”,检查识别罐头质量的好坏 质量良好的罐头具有一定的真空度,其底盖呈内凹状。在罐头工厂常用“打检’法来检 测罐头的真空度,所谓“打检”就是用特制的小棒敲击罐头底盖,根据棒击时发出的“清”、 “浊”声来判断罐头真空度的大小,确定罐头酌质量。腐败变质的罐头因其在腐败过程中常 产生气体(平酸败除外)而使罐内压力增加,真空度降低,故敲击时发出的声音不同,可将其 剔除。 (二)排气的方法 目前,我国罐头食品厂常用的排气方法有热力排气、真空密封排气和蒸汽密封排气二 种。热力排气是使用最早,也是最基本的排气方法,至今仍有不少工厂采用。真空密封排气 法是后来才发展起来的,是目前应用最广泛的一种排气方法。蒸汽密封排气法是近些年发展 的.在我国也已开始采用,但没有前两种那么普遍。 l、热力徘气法 热力排气法是利用食品和气体受热膨胀的基本原理,通过对装罐后罐头的加热,使罐内 食品和气体膨胀,罐内部分水分汽化,水蒸汽分压提高来驱赶罐内的气体。排气后立即密封, 这样罐头经杀菌冷却后,由于食品的收缩和水蒸气的冷凝而获得一定的真空度。 目前常用的热力排气方法有热装罐排气和排气箱加热排气两种。 (1)热装罐排气 热装罐排气就是先将食品加热到一定温度,然后立即趁热装罐并密封 的方法。这种方法适用于流体、半流体或食品的组织形态不会因加热时的搅拌而道到破坏的 食品,如番茄汁、番茄酱、糖浆苹果等。采用此法时,必须保证装罐密封时食品的温度,决 不能让食品的温度下降,若密封时食品的温度低于工艺要求的湿度,成品罐头就得不到预期 的真空度。同时要注意密封后及时杀菌,否则嗜热性微生物就会在该温度下生长繁殖,使食 品在杀菌前的含菌数大大超过预期的菌数而造成杀菌不彻底,严重时使食品在杀菌前就已腐 败变质。对于某些含汤汁的食品,如去骨鸭等罐头,还可采用预先加热汤汁的方法进行热装 罐。此时食品温度不得低于 20℃,汤汁温度不得低于 80℃,以保证装罐后罐头的平均温度 达到工艺要求的温度,否则成品罐头也得不到预期的真空度。若遇到装罐后罐头的平均温度 低于工艺要求的温度。就需要对装罐后的罐头进行补充加热。 (2)加热排气 加热排气就是将装罐后的食品(经预封或不经顶封)送入排气箱,在只合— 定温度的排气箱内经一定时间的排气,使罐头中心温度达到工艺要求温度(—般在 80℃左 右),罐内空气充分外逸,然后立即趁热密封、杀菌,冷却后罐头就可得到一定的真空度。 加热排气所采用的排气温度和排气时间视罐头的种类、罐型的大小、容器的种类、罐内食品 的状态等具体情况而定.一般为 90~100℃,5~20min。部分罐头食品的加热排气工艺条件 见表 5—1。 加热排气的设备有链带式排气箱和齿盘式排气箱。链带式排气箱其箱底两侧装有蒸汽