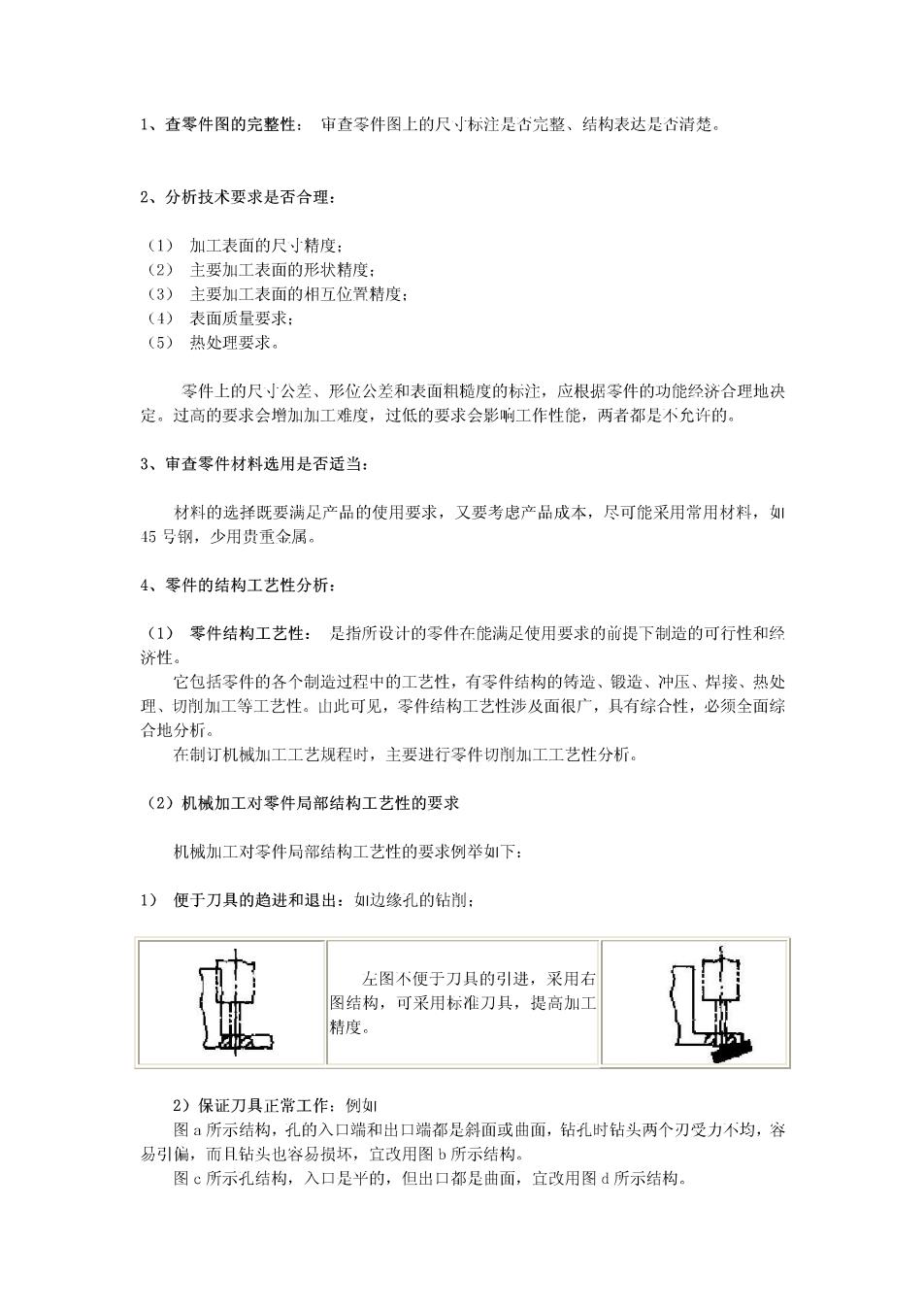
1、查零件图的完整性:审查零件图上的尺小标注是杏完整、结构表达是杏清楚。 2、分析技术要求是否合理: (1)加工表面的尺精度: (2)主要加工表面的形状精度: (3)主要加工表面的相互位置精度: (4)表面质量要求: (5)热处理要求。 零件上的尺)公差、形位公差和表面粗糙度的标注,应根据零件的功能经济合理地决 定。过高的要求会增加加工难度,过低的要求会影响工作性能,两者都是不允许的。 3、审查零件材料选用是否适当: 材料的选择既要满足产品的使用要求,又要考虑产品成本,尽可能采用常用材料, 45号钢,少用贵重金属。 4、零件的结构工艺性分析: (1)零件结构工艺性:是指所设计的零件在能满足使用要求的前提下制造的可行性和经 济性。 它包括零件的各个制造过程中的工艺性,有零件结构的铸造、锻造、冲压、焊接、热处 理、切削加工等工艺性。山此可见,零件结构工艺性涉及面很广,具有综合性,必须全面综 合地分析。 在制订机械训工工艺规程时,主要进行零件切削加工工艺性分析。 (2)机械加工对零件局部结构工艺性的要求 机械加工对零件局部结构工艺性的要求例举1下: 1)便于刀具的趋进和退出:如边缘孔的钻削: 左图不便于刀具的引进,采用右 图结构,可采用标准刀具,提高加工 精度。 2)保证刀具正常工作:例如 图所示结构,孔的入口端和出口端都是斜面或曲面,钻孔时钻头两个刃受力不均,容 易引偏,而钻头也容易损坏,宜改用图b所示结构。 图c所示孔结构,入口是平的,但出口都是曲面,宜改用图d所示结构
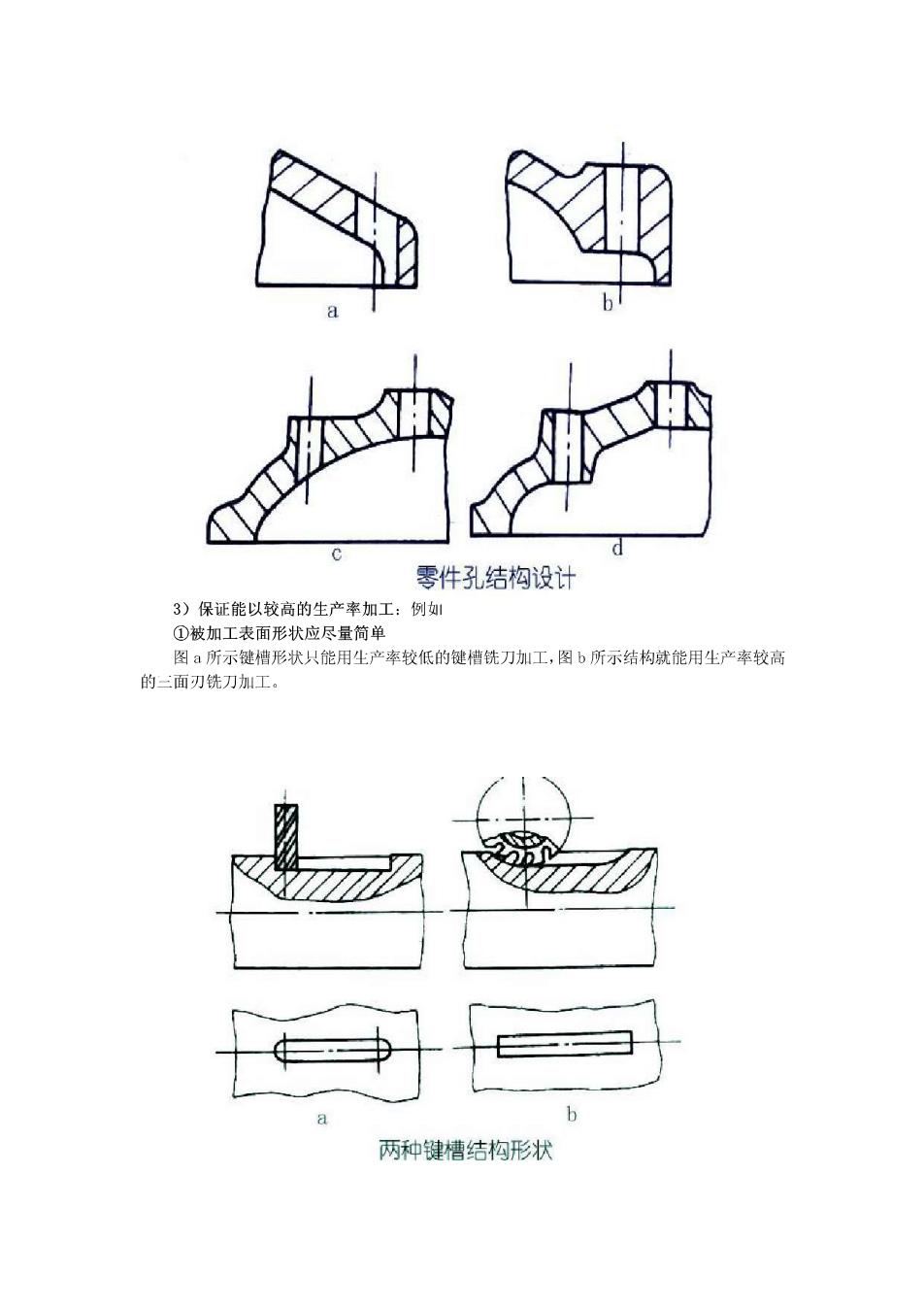
d 零件孔结构设计 3)保证能以较高的生产率加工:例 ①被加工表面形状应尽量简单 图a所示键槽形状只能用生产率较低的键槽铣刀加工,图b所示结构就能用生产率较高 的三面刃铣刀加工。 b 两种键槽结构形状
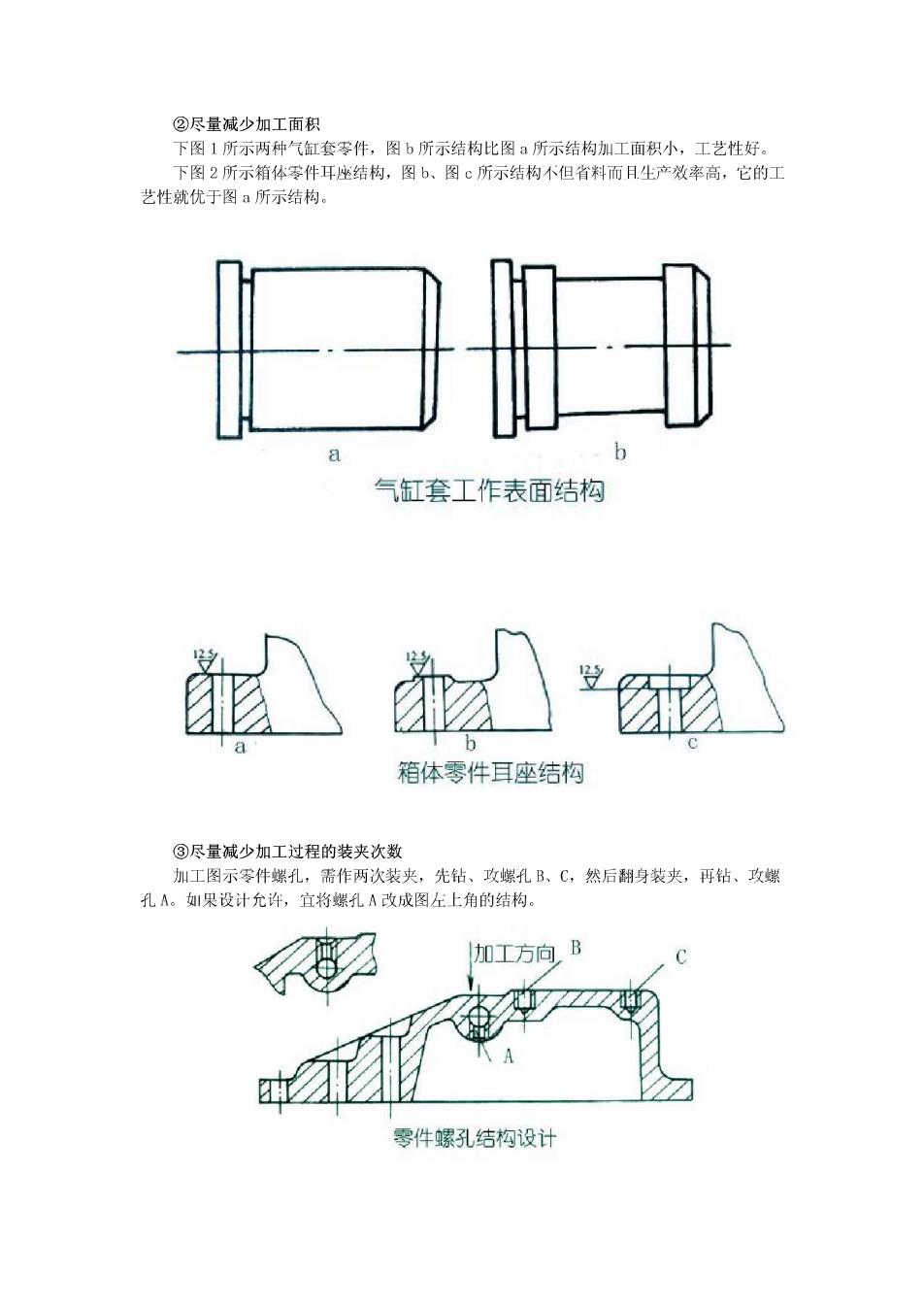
②尽量减少加工面积 下图1所示两种气缸套零件,图b所示结构比图所示结构加工面积小,工艺性好。 下图2所示箱体零件耳座结构,图b、图c所示结构不但省料而月生产效率高,它的工 艺性就优于图a所示结构。 a 气缸套工作表面结构 箱体零件耳座结构 ③尽量减少加工过程的装夹次数 加工图示零件螺孔,需作两次装夹,先钻、攻螺孔B、C,然后翻身装夹,再钻、攻螺 孔A。如果设计允许,宜将螺孔A改成图左上角的结构。 加工方向B 零件螺孔结构设计
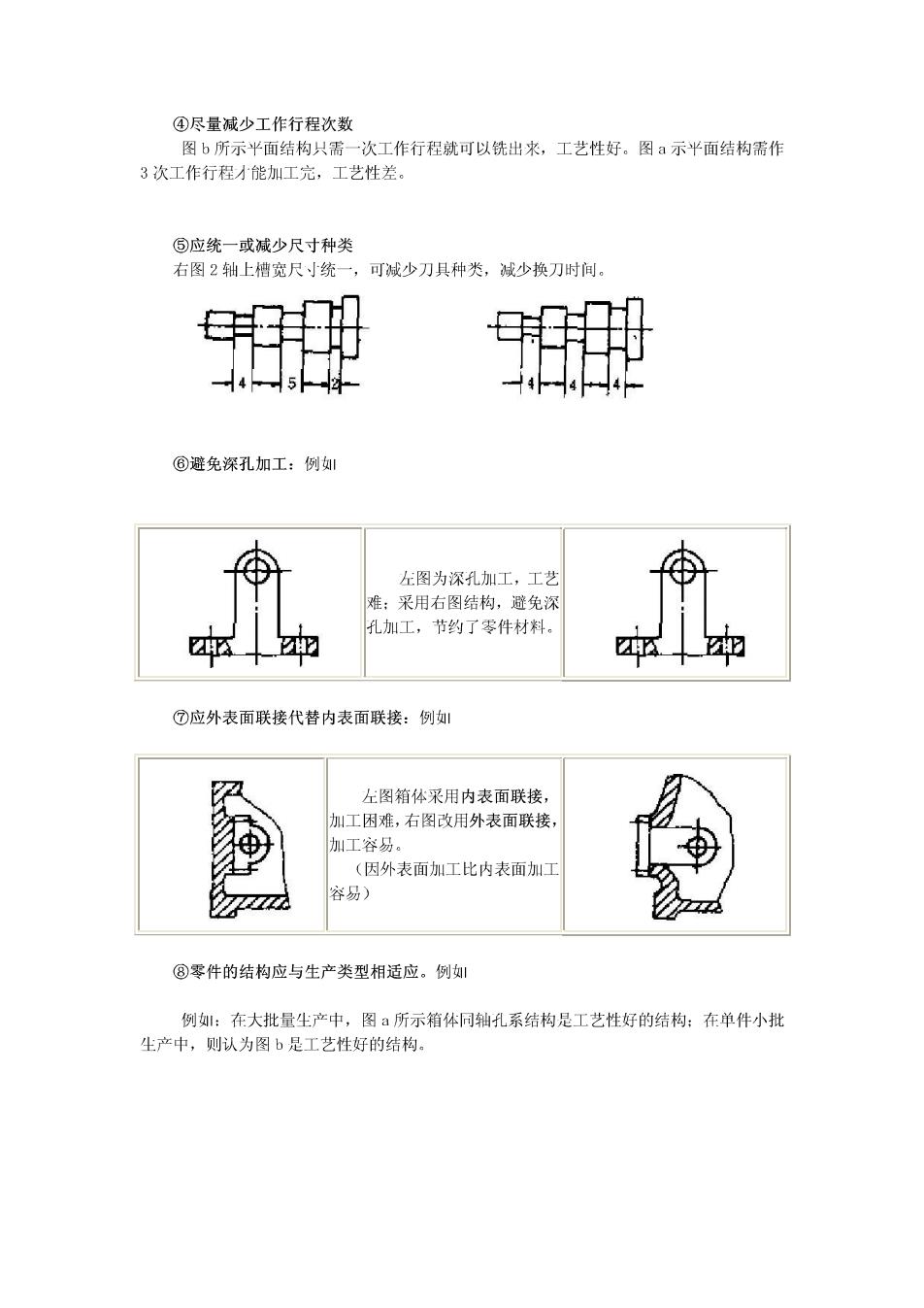
④尽量减少工作行程次数 图b所示平面结构只需一次工作行程就可以铣出来,工艺性好。图ā示平面结构需作 3次工作行程才能加工完,工艺性差。 ⑤应统一或减少尺寸种类 右图2轴上槽宽尺统一,可减少刀具种类,减少换刀时间。 被 ⑥避免深孔加工:例如 左图为深孔加工,工艺 难:采用右图结构,避免深 孔加工,节约了零件材料。 ⑦应外表面联接代替内表面联接:例! 左图箱体采用内表面联接, 加工困难,右图改用外表面联接, 加工容易。 (因外表面加工比内表面加工 容易) ⑧零件的结构应与生产类型相适应。例! 例:在大批量生产中,图a所示箱体同轴孔系结构是工艺性好的结构:在单件小批 生产中,则认为图b是工艺性好的结构