第三章金属切削机床与刀具 本章主要介绍以下内容: 1.金属切削机床的分类、型号和主要技术参数 2.工件表面成形方法与机床运动分析 3.车床与刀具 4.孔加工机床与刀具 5.刨床与插床 6.铣床与铣刀 7.磨床与砂轮 8.齿轮加工机床与齿轮刀具 课时分配:1,一个学时,2,一个学时,3、一个学时,4、5、6、7、8,共一个学时 重点:金属切削机床的分类、型号和主要技术参数:工件表面成形方法 难点:工件表面成形方法与机床运动分析 金属切削机床是用刀具切削的方法将金属毛坯加工成机器零件的机器,它是制造机器 的机器,所以又称为“工作母机”,习惯上简称为机床。机床是机械制造的基础机械,其技 术水平的高低,质量的好坏,对机械产品的生产率和经济效益都有重要的影响。金属切削 机床诞生到现在已经有一百多年了,随着工业化的发挥咱,机床品种越来越多,技术也越 来越复杂。我国第二次工业普查的结果表明,截止到1995年底,我国机床圳有量为383.52 万台,其中金属切削机床为298.39万台,己占机床总数的77.80%。 4.1金属切削机床的分类、型号与主要技术参数 一、机床的分类 机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机 床分为11大类: 车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯 床和共他机床。 在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若 干个系(系列)。 除了上述基本分类方法外,还有其它分类方法: 1.按照万能性程度,机床可分为: ①通用机床: 这类机床的工艺范围很宽,可以加工一定尺小范围内的多种类型零 件,完成多种多样的工序。,卧式车床,力能升降台铣床,方能外圆磨床等
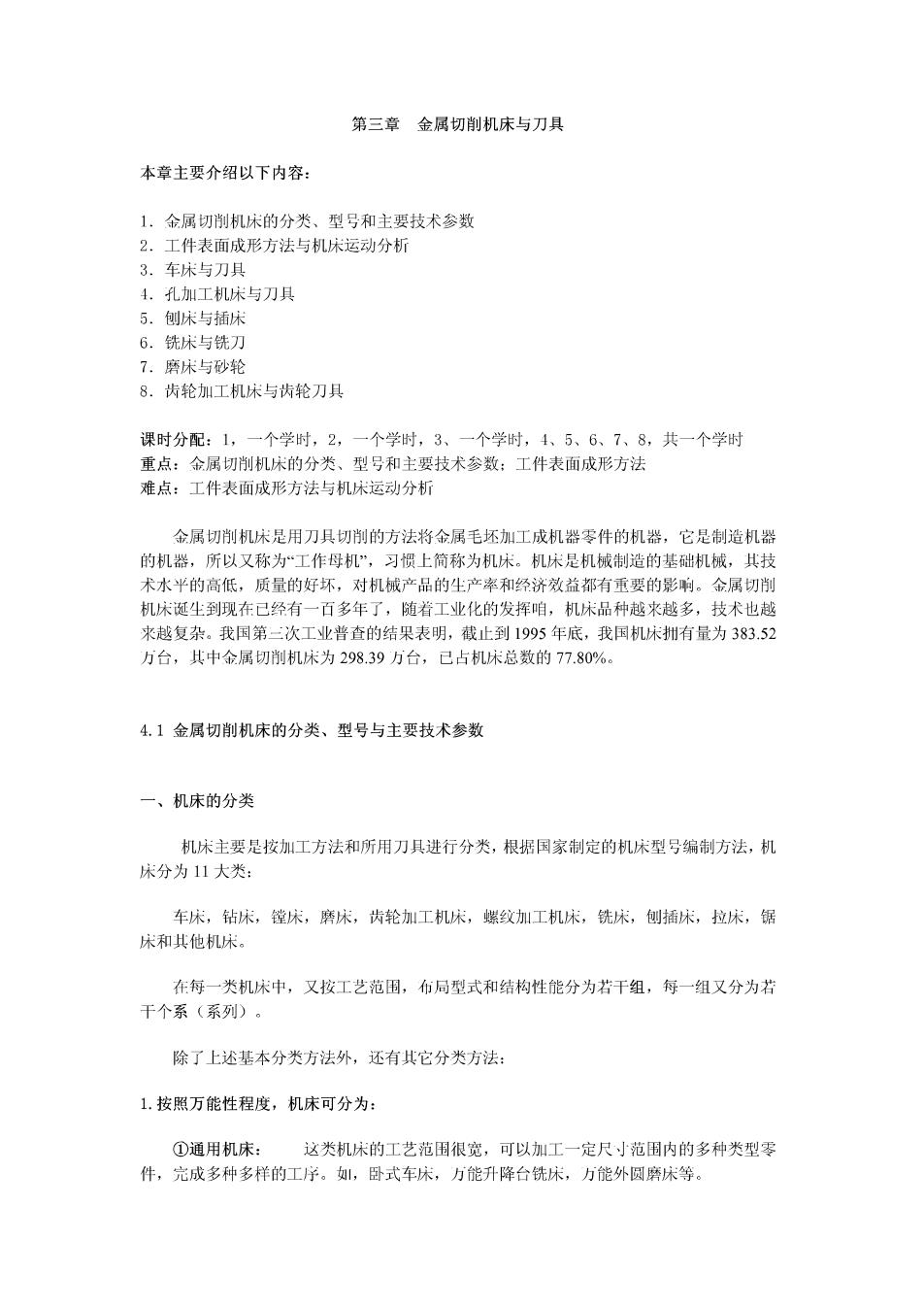
②专门化机床:这类机床的工艺范围较窄,只能用于加工不同尺的一类或几类零件 的一种(或几种)特定工序。,丝杆车床,凸轮轴车床等。 ③专用机床: 这类机床的工艺范围最窄,通常只能完成某一特定零件的特定工 序。,加训工机床主轴箱体孔的专用镗床,加工机床导轨的专用导轨磨床等。它是根据特 定的工艺要求专门设计,制造的,生产率和自动化程度较高,使用于大批量生产。组合机 床也属于专用机床。 2.按照机床的工作精度,可分为普通精度机床,精密机床和高精度机床。 3.按照重量和尺寸,可分为仪表机床,中型机床(一般机床),大型机床(质量大于10t), 重型机床(质量在30t以上)和超重型机床(质量在100t以上)。 4.按照机床主要器官的数目,可分为单轴,多轴,单刀,多刀机床等。 5.按照自动化程度不同,可分为普通,半自动和自动机床。自动机床具有完整的自动 工作循环,包括自动装卸工件,能够连续的自动加工出工件。半自动机床也有完整的自动 工作循环,但装卸工件还需人工完成,因此不能连续地加工。 二、机床的型号编制 机床的型号是机床产品的代号,用以表明机床的类型,通用和结构特性,主要技术 参数等。GB/T15375-94《金属切削机床型号编制方法》规定,我国的机床型号山汉语拼音 字母和阿拉伯数字按一定规律组合而成。 1.通用机床的型号编制 1)通用机床型号的表示方法为: (★)--(1) ●-(2)(●)-(3)▲-(4) ▲-(5) ▲-(6)(# ▲)-(7)(●)-(8)/(◆)-(9) (#◆)--00 其中:(1):分类代号(2):类代号(3):通用特性,结构性代号 (4):组代号 (⑤):系代号 (6):主参数或设计顺序号(7):主轴数或第二参数 (8):重大改进顺序号 。(9):其他特性代号 a0:企业代号 注:①有”()”的代号或数字,当无内容时,则个表示.若有内容则不带括号: ②有”●”符号者,为大写的汉语拼音宁母: ③有”▲”符号者,为阿拉伯数字: ④有”◆”符号者,为大与汉语拼音字母,或阿拉伯数字,或两者兼有之
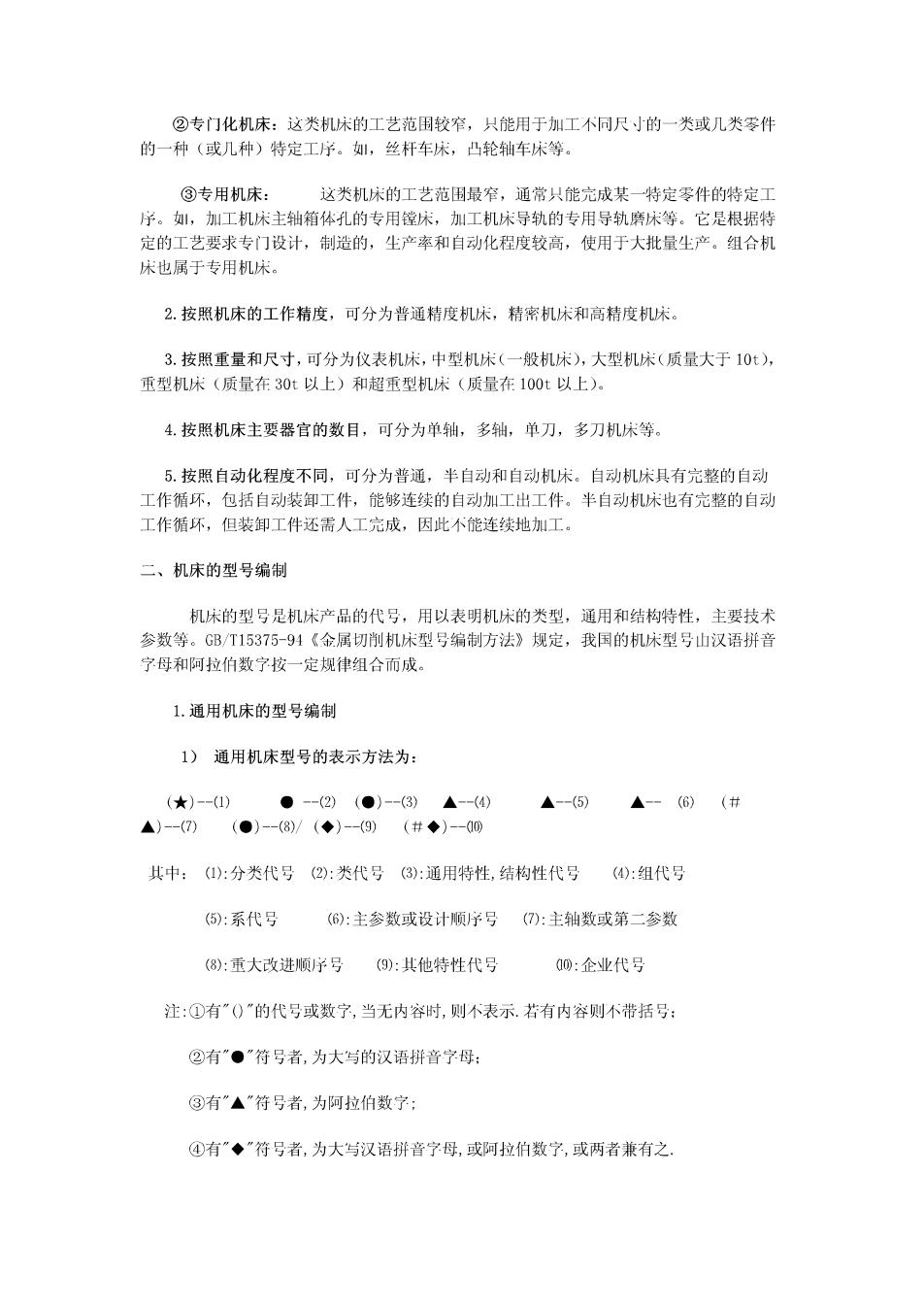
2)机床的类别代号: 车 齿轮 螺纹 类 钻 镗 磨床 刨插 其他 别 床 床 加工 加工 铣床 床 拉床 锯床 床 机床 机床 机床 代号 Z T M 2M 3M B L G Q 读音 车 钻 镗 磨 二磨 三磨 牙 丝 铣 刨 拉 割 其 1)机床的特性代号: 加工中心 简式 柔性 通用高精 数 精密 半自 数控 彷型 轻型 加重 自动 或经 高 特性 度 动 型 加工 济型 空 速 (自动换刀) 单元 代号 G M Z B K H F Q R X 读音 高 密 自 半 控 换 彷 轻 重 简 柔 显速 2)结构特性代号 为区别主参数相同而结构不同的机床,在型号中用汉语拼音字分 :CA6140中的”A” 3)机床的组别,系别代号(或见书P57) 4)机床的主参数,设计顺序号和第二参数 机床主参数:代表机床规格的大小,在机床型号中,用数字给出主参数的折算数值 (1/10或1/150) 设计顺序号:当无法用一个主参数表示时,则在型号中用设计顺序号表示. 第二参数:一般是主轴数,最大跨距,最大工作长度,工作台工作面长度等,它也用折算 值表示 5)机床的重大改进顺序号 当机床性能和结构布局有重大改进时,在原机床型号尾部,加重大改进顺序号 A,B,C..等 6)其他特性代号:用以反映各类机床的特性.用数字或字母或阿拉伯数字来表示

7)企业代号:生产单位为机休厂时,山机床厂所在城市名称的大与汉语拼音字母及该厂在 该城市建立的先后顺序号,或机床厂名称的大与汉语拼音字母表示。 通用机床类、组划分表 组别 0 2 ¥ 7 8 9 类别 轮、轴、 单轴自动、 回轮 出轴及凸 洛地及 仿形及 车床C 多轴自动、 仪表车床 立式车床 鞋、能及 其他车床 半自动车床 半自动车末 转塔车床 轮轴车床 卧式车床 多刀牛床 铲齿车床 钻床Z 坐标鏜钻床 深孔钻床 摇臂钻床台式钻床 立式钻床 卧式钻床 铣钻床 中心孔钻床 气车、拖拉 卧式铣镗 铠床T 深孔铠床 坐标锭床 立式您床 粘镗床 机修理用铠 床 床 刀共 平及 出轴、凸轮 仪表磨床 外圆磨床 内圆磨床 砂轮机 坐标磨床 导轨磨床 轴、化键轴 工共磨床 刃磨床 端磨床 及轧辊磨床 砂带地光 刀刃磨 可转位刀 内圆 磨床 2 超精机 外圆及其 研密机 他研磨机 抛光机 及麽俐机 及研磨机 片磨削机 研磨机 其他磨床 床 床 床 气1、活张伞、抱拉 球轴承套剧 滚子轴水套 轴斥套阁 叶片 浓子 钢球 % 及活基环 机修磨机 沟磨床 阁滚近磨床 超精机床 磨削机床 加下机床 加T机床 密削机床 床 齿轮加工 仪表齿轮 锥齿轮 滚齿及 制齿及 花键轴 齿轮密 其他齿轮 齿轮倒角 插齿机 机床Y 如T机 加T机 铣齿机 研齿机 铣床 齿机 加T机 及检查机 探纹加T 独机 政丝机 螺纹铣床 螺纹麽床 螺纹车床 机床S 志臂及 立式升 卧式升 铣床X 仪表铣床 龙」铣床 平铣床 彷形铣床 床身铣床 工其铣床 其他铣床 浩枕铣床 降台铣床 降台铣床 边缘及 创插床B 悬臂创床 龙刨床 插床 牛头创床 其他刨床 模其侧床 卧式外拉 立式内拉 卧式内拉 立式外拉 键梢及 拉床L 侧拉床 食 连续拉床 其他拉床 床 床 床 据纹拉床 砂轮片 卧式 立式 诺床G 剑储床 锯床 锉偌床 锯床 带锘床 带锯床 其他 其他仪 管子加 木螺钉 刻线机 切断机 机床Q 表机床 T机床 加T机 通用机床的型号编制举例: CA6140 (CA6140型卧式车床) 主参数(最人车削直径400mm) 系别代号(卧式车床系) 组别代号(落地及卧式车床组) 结构特性代号(结构不同) 类别代号(车床)
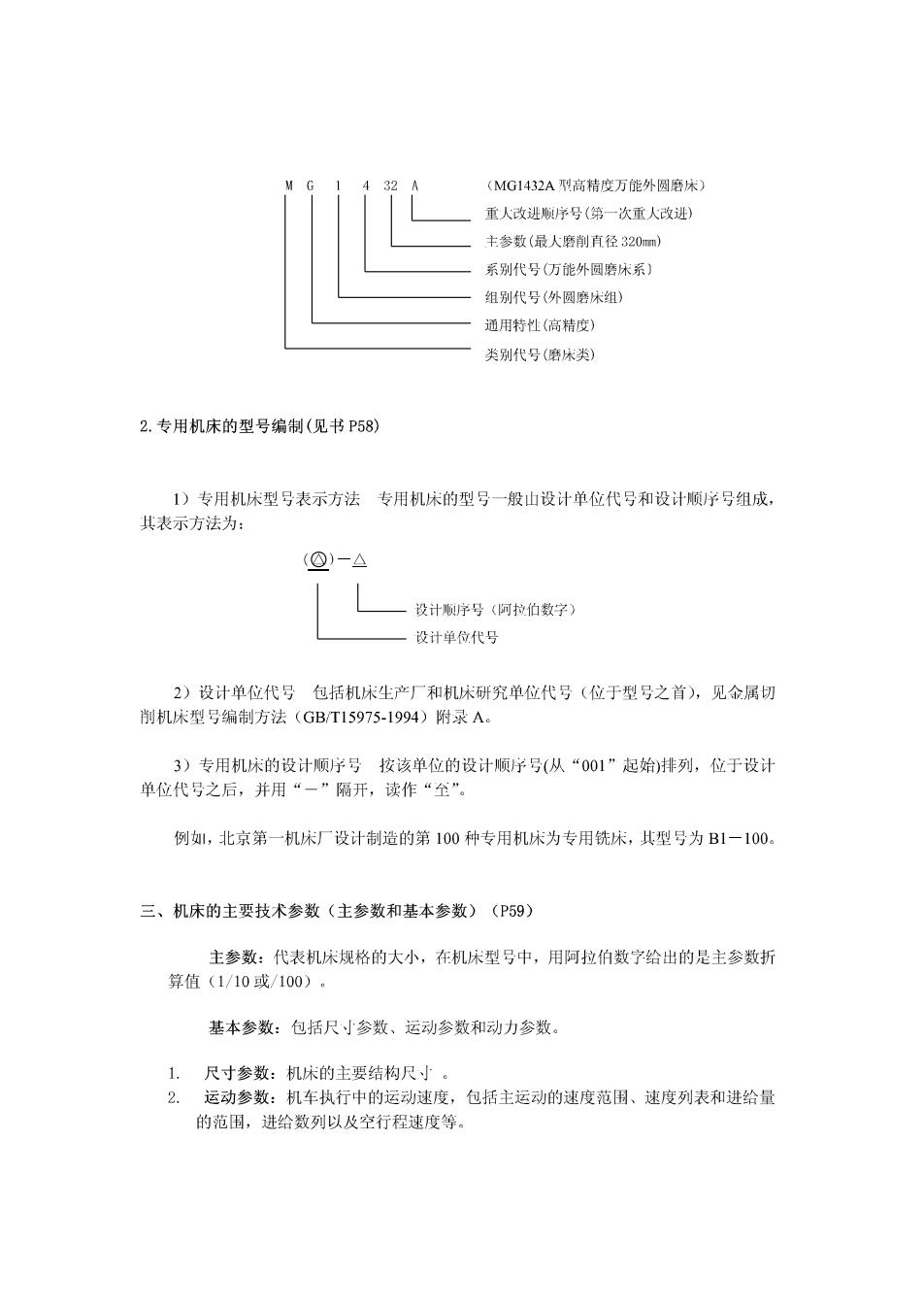
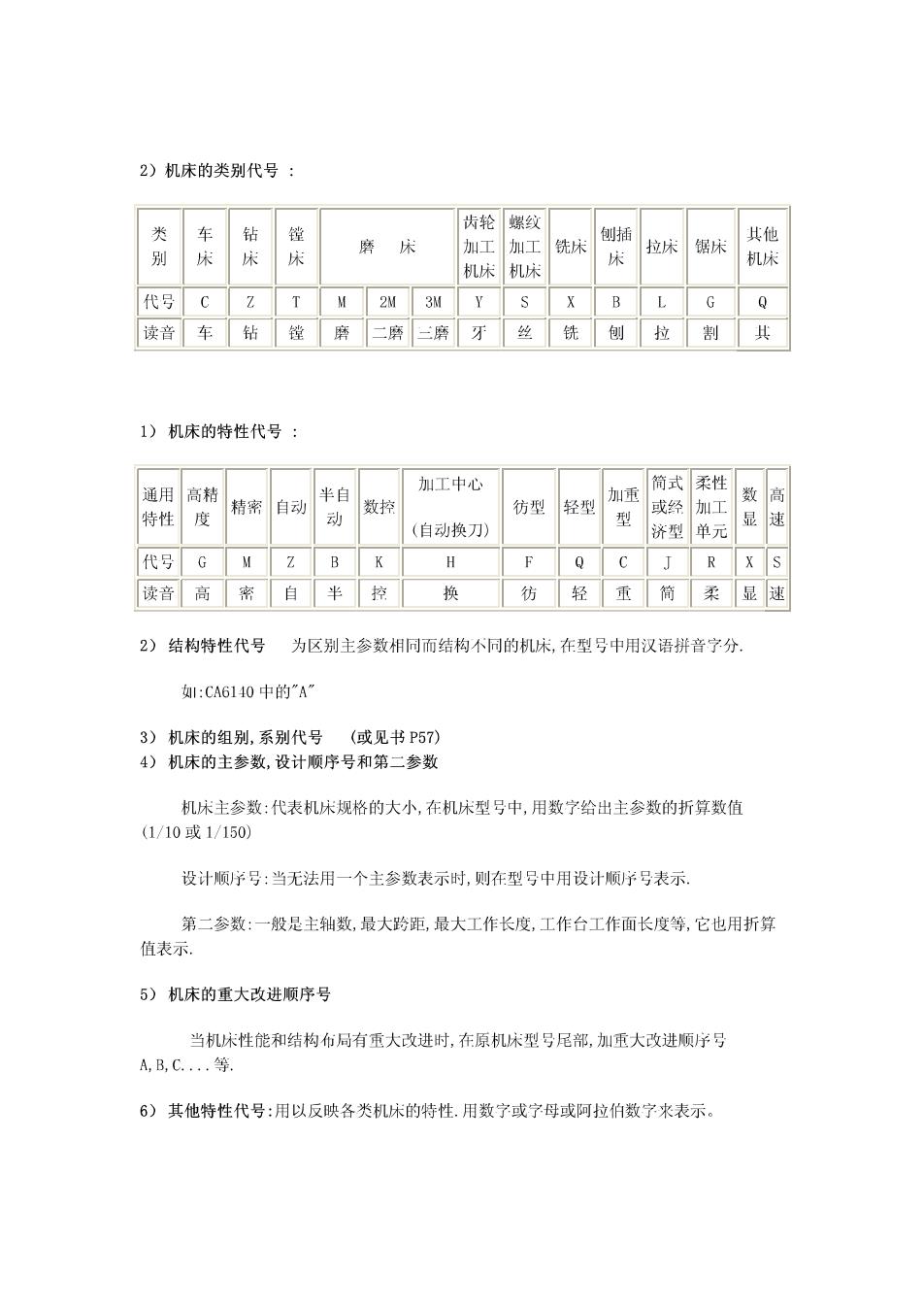
M G 432A (MG1432A型高精度万能外圆磨床) 重人改进顺序号(第一次重人改进) 主参数(最人磨削有径320m) 系别代号(万能外圆磨床系) 组别代号(外圆磨床组) 通用特性(高精度) 类别代号(磨床类) 2.专用机床的型号编制(见书P58) 1)专用机床型号表示方法专用机床的型号一般山设计单位代号和设计顺序号组成, 其表示方法为: (①)-△ 设计顺侧序号(阿拉伯数字) 设计单位代号 2)设计单位代号包括机床生产厂和机床研究单位代号(位于型号之首),见金属切 削机床型号编制方法(GB/T15975-1994)附录A。 3)专用机床的设计顺序号按该单位的设计顺序号(从“001”起始)排列,位于设计 单位代号之后,并用“一”隔开,读作“全”。 例如1,北京第一机床厂设计制造的第100种专用机床为专用铣床,其型号为B1一100。 三、机床的主要技术参数(主参数和基本参数)(P59) 主参数:代表机床规格的大小,在机床型号中,用阿拉伯数字给出的是主参数折 算值(1/10或/100)。 基本参数:包括尺寸参数、运动参数和动力参数。 1.尺寸参数:机床的主要结构尺小。 2. 运动参数:机车执行中的运动速度,包括主运动的速度范围、速度列表和进给量 的范围,进给数列以及空行程速度等