式中:N:零件的生产纲领(件/年): Q:产品的年产量(台/年): n:单台产品该零件的数量(件/年): a:备品率,以百分数计: b:废品率,以百分数计。 2、生产类型:根据生产纲领的大小,生产可分为三种类型:(见教材P127) 1)单件生产:定义:单个的生产不同结构和不同尺小的产品。特点:是产品的种类繁多。 2)成批生产:定义:一年中分批、分期地制造同一产品。特点:生产品种较多,每种品 种均有一定数量,各种产品分批、分期轮番进行生产。 小批生产:生产特点与单件生产基本相同。 中批生产:生产特点介于小批生产和大批生产之间。 大批生产:生产特点与大量生产相同。 3)大量生产: 定义:全年中重复制造同一产品。特点:产品品种少、产量大,长期重复进行同一产 品的加工。 各种生产类型的规范见下表:(见教材P130) 零件的年生产纲领(件/年) 生产类型 重型机械 中型机械 小型机械 单件生产 <5件 <20件 <100件 成 小批生产 5--100件 20--200件 100--200件 批 生 中批生产 100-300件 200-500件 500-5000件 产 大批生产 300-1000件 500-5000件 5000-50000件 大量生产 >1000件 >5000件 >50000件
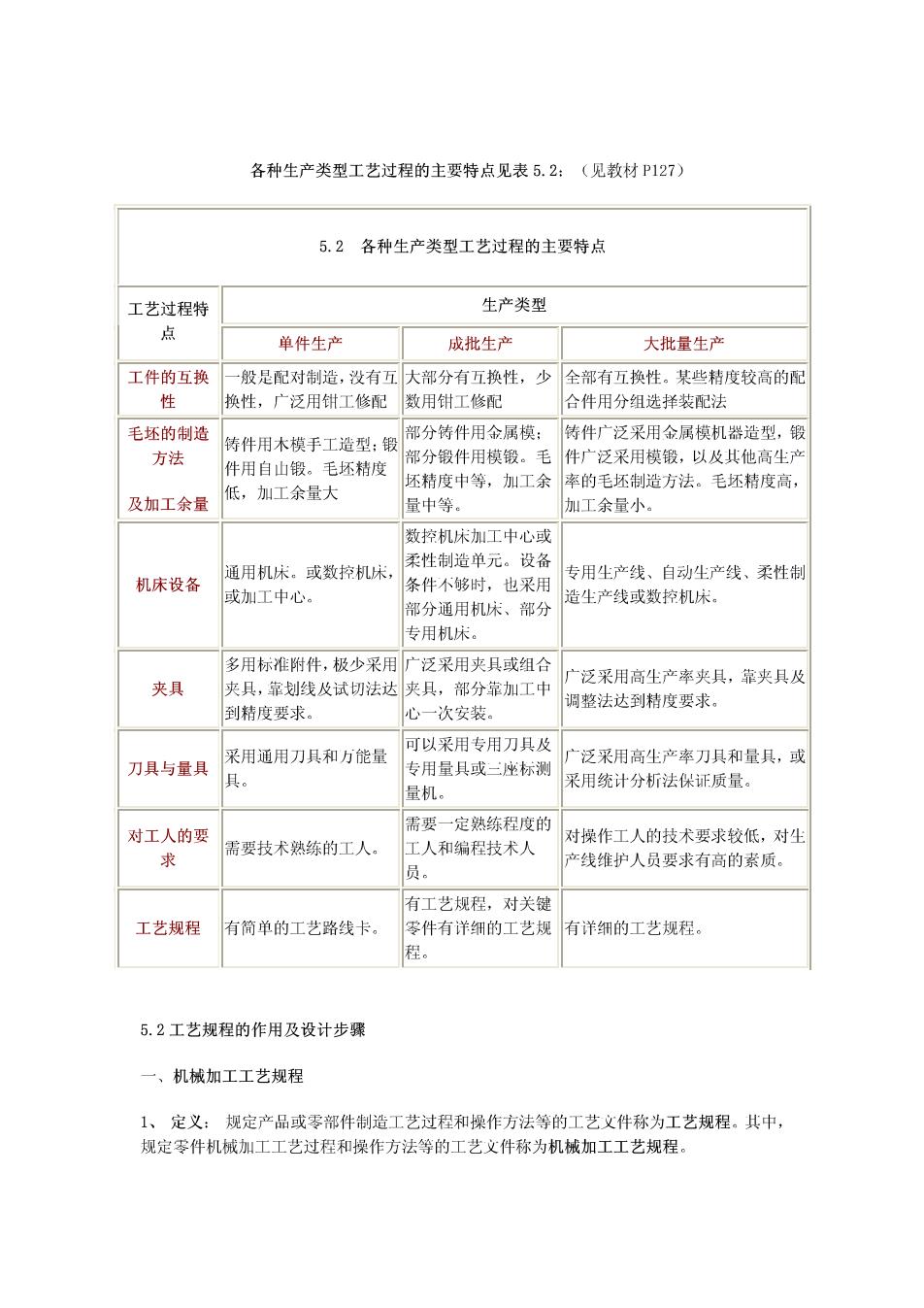
各种生产类型工艺过程的主要特点见表5.2:(见教材P127) 5.2各种生产类型工艺过程的主要特点 工艺过程特 生产类型 点 单件生产 成批生产 大批量生产 工件的互换 般是配对制造,没有互大部分有互换性,少 全部有互换性。某些精度较高的配 性 换性,广泛用针工修配 数用钳工修配 合件用分组选择装配法 毛坯的制造 部分铸件用金属模: 铸件广泛采用金属模机器造型,锻 俦件用木模手工造型:锻 方法 部分锻件用模锻。毛 件用自山锻。毛坯精度 件广泛采用模锻,以及其他高尘产 坯精度中等,加工余 率的毛坯制造方法。毛坯精度高, 及加工余量 低,加工余量大 量中等。 加工余量小。 数控机床加工中心或 柔性制造单元。设备 通用机床。或数控机床, 专用生产线、自动生产线、柔性制 机床设备 条件不够时,也采用 或加工中心。 造生产线或数控机床。 部分通用机床、部分 专用机床。 多用标准附件,极少采用广泛采用夹具或组合 泛采用高生产率夹具,靠夹具及 夹具 夹具,靠划线及试切法达夹具,部分靠加工中 调整法达到精度要求。 到精度要求。 心一次安装。 可以采用专用刀具及 采用通用刀具和力能量 泛采用高生产率刀具和量具,或 刀具与量具 专用量具或二座标测 具。 量机。 采用统计分析法保证质量。 对工人的要 需要一定熟练程度的 对操作工人的技术要求较低,对生 需要技术熟练的工人。 工人和编程技术人 求 产线维护人员要求有高的素质。 员。 有工艺规程,对关键 工艺规程 有简单的工艺路线卡。 零件有详细的工艺规 有详细的工艺规程。 程。 5.2工艺规程的作用及设计步骤 一、机械加工工艺规程 1、定义:规定产品或零部件制造工艺过程和操作方法等的工艺文件称为工艺规程。其中, 规定零件机械加工工艺过程和操作方法等的工艺文件称为机械加工工艺规程
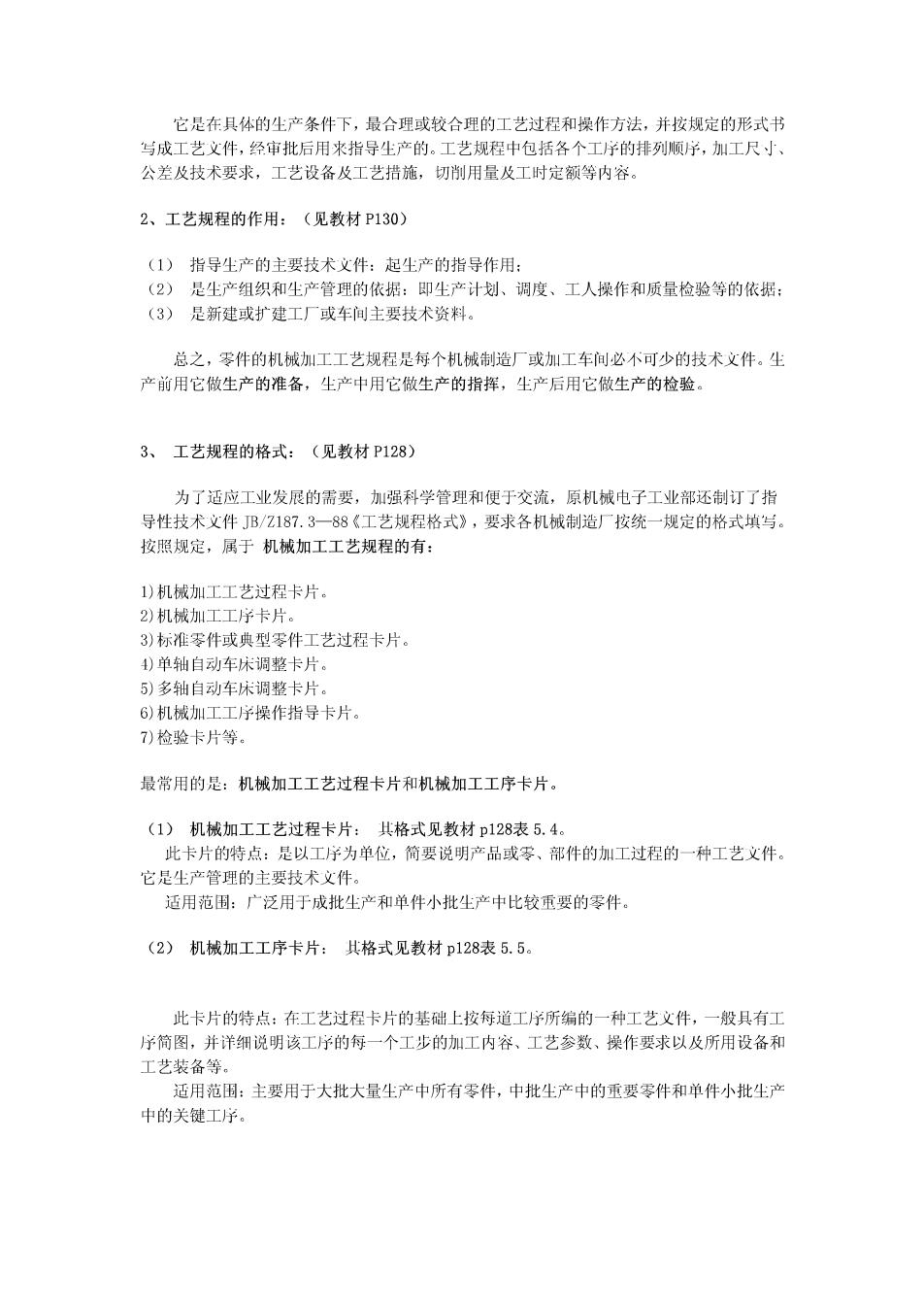
它是在具体的生产条件下,最合理或较合理的工艺过程和操作方法,并按规定的形式书 与成工艺文件,经审批后用来指导生产的。工艺规程中包括各个工序的排列顺序,加工尺小、 公差及技术要求,工艺设备及工艺措施,切削用量及工时定额等内容。 2、工艺规程的作用:(见教材P130) (1)指导生产的主要技术义件:起生产的指导作用: (2)是生产组织和生产管理的依据:即生产计划、调度、工人操作和质量检验等的依据: (3)是新建或扩建工厂或车间主要技术资料。 总之,零件的机械加工工艺规程是每个机械制造厂或加工车间必不可少的技术文件。生 产前用它做生产的准备,尘产中用它做生产的指挥,尘产后用它做生产的检验。 3、工艺规程的格式:(见教材P128) 为了适应工业发展的需要,加强科学管理和便于交流,原机械电子工业部还制订了指 导性技术义件JB/Z187.3一88《工艺规程格式》,要求各机械制造厂按统一规定的格式填与。 按照规定,属于机械加工工艺规程的有: 1)机械加工工艺过程卡片。 2)机械加工工序卡片。 3)标准零件或典型零件工艺过程卡片。 )单轴自动车床调整卡片。 5)多轴自动车床调整卡片。 6)机械加工工序操作指导卡片。 7)检验卡片等 最常用的是:机械加工工艺过程卡片和机械加工工序卡片。 (1)机械加工工艺过程卡片:其格式见教材p128表5.4。 此卡片的特点:是以工序为单位,简要说明产品或零、部件的加工过程的一种工艺文件。 它是生产管理的主要技术文件。 适用范围:广泛用于成批生产和单件小批尘产中比较重要的零件。 (2)机械加工工序卡片:其格式见教材p128表5.5。 此卡片的特点:在工艺过程卡片的基础上按每道工序所编的一种工艺文件,一般具有工 序简图,并详细说明该工序的每一个工步的加工内容、工艺参数、操作要求以及所用设备和 工艺装备等。 适用范围:主要用于大批大量生产中所有零件,中批尘产中的重要零件和单件小批生产 中的关键工序
机械加工过程卡 产品型号 录(部)件田号 片 产品名称 零(部)件名称 材料牌号 毛狂种类 毛坯外型尺寸 毛还可件数 台件数 备注 工艺设备 工时 工序名称 工序内容 范工本同 设备 央且 性单件 茹图 装订号 端制 市被会签 标连化 批准 t日期)《日明) (日期) (日期) 记处数改件号字日明标记处敬文伴号日 机械加工工序卡片 产品号 零()件图号 产品名称 零(部)件名称 惊工车间 工序号 工序名狗 材料牌号 同时加工件数 设备名你 设备型号 设备号 夹县端号 夹名称 工序工时 姆单伴 工位器漏号 工位器名称 工步号 工艺装各 主神转切速走刀量吃刀 工时定额 工步内蓉 走 刃具 具 捕具 速转 变米 (毫米 深度 份) 机动 分) 体毫米 次数 座号 装订号 亩 标健化 (日期) 标志处致更件号签日期标志经致更改文件号签宇日期
二、工艺规程设计所需原始资料 (1)产品装配图、零件图 (2)产品验收质量标准: (3)产品的年生产纲领: (4)毛坯材料与毛坯生产条件: (5)制造厂的生产条件(包括机床设备和工艺装备的规格、性能和现在的技术状态,工人 的技术水半,工厂自制工艺装备的能力以及工厂供电、供气的能力等有关资料): (6)工艺规程设计、工艺装备设计所用设计手册和有关标准: (7)国内外先进制造技术资料等。 三、工艺规程的设计原则 (1)必须可靠保证零件图纸上所有技术要求的实现:即保证质量,并要提高工作效率: (2)保证经济上的合理性:即要成本低,消耗要小: (3)保证良好的安全工作条件:尽量减轻工人的劳动强度,保障生产安全,创造良好的工 作环境: (4)要从本厂实际出发:所制订的工艺规程应立足于本企业实际条件,并具有先进性,尽 量采用新工艺、新技术、新材料。 (5)所制订的工艺规程随着实践的检验和工艺技术的发展与设备的此新,应能不断地修订 完善。 四、机械加工工艺规程设计的内容及步骤 1.分析零件图和产品装配图: 2.对零件图和装配图进行工艺审查: 3.山零件生产纲领确定零件生产类型: 4.确定毛坯种类: 5.拟定零件加工工艺路线: 6.确定各工序所用机床设备和工艺装备(含刀具、夹具、量具、辅具等)。 7.确定各工序的加工余量,计算工序尺小及公差: 8.确定各工序的技术要求及检验方法: 9.确定各工序的切削用量和工时定额: 10.编制工艺义件。 5.3零件工艺性分析与毛坯的选择 一、零件工艺性分析(见教材P130)