五、生产纲领与生产类型2.生产纲领与生产类型的关系高高低低单件、小批量生产工人技术水平设备要求生产成本生成批生产产率大批大量生产高高低低
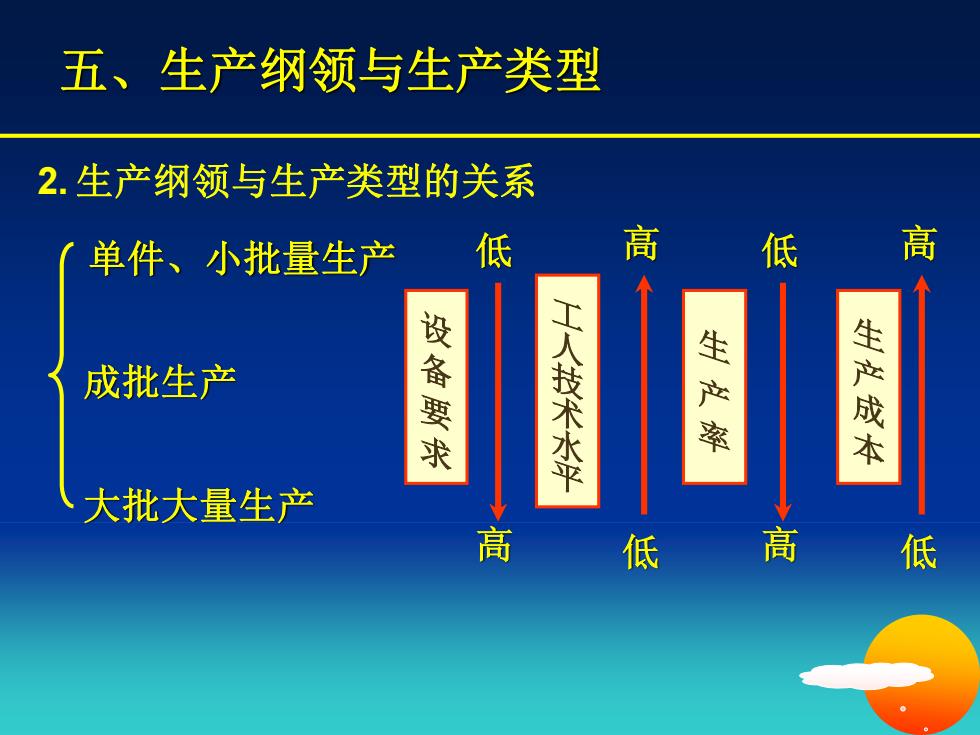
五、生产纲领与生产类型 2. 生产纲领与生产类型的关系 单件、小批量生产 成批生产 大批大量生产 设 备 要 求 低 高 工 人 技 术 水 平 高 低 低 高 生 产 率 生 产 成 本 高 低
生产类型的工艺特征工艺特征成批生产单件小批量大批大量模锻、金属模模锻、机器造型自由锻、木模手工造毛坏型;精度低、余量大精度和余量中等精度高,余量小通用机床通用机床、部分专机自动机床,专用机床机床机群式布置生产流水线排列按零件类别分工段排列工装通用工装专用工装高效专用工装详细工艺过程卡工艺文件简单工艺过程卡详细工艺过程卡工序卡、调整卡成组技术、数控技术柔性制造系统计算机集成制造系统发展趋势加工中心(FMS)(CIMS)的绝对数量也不同
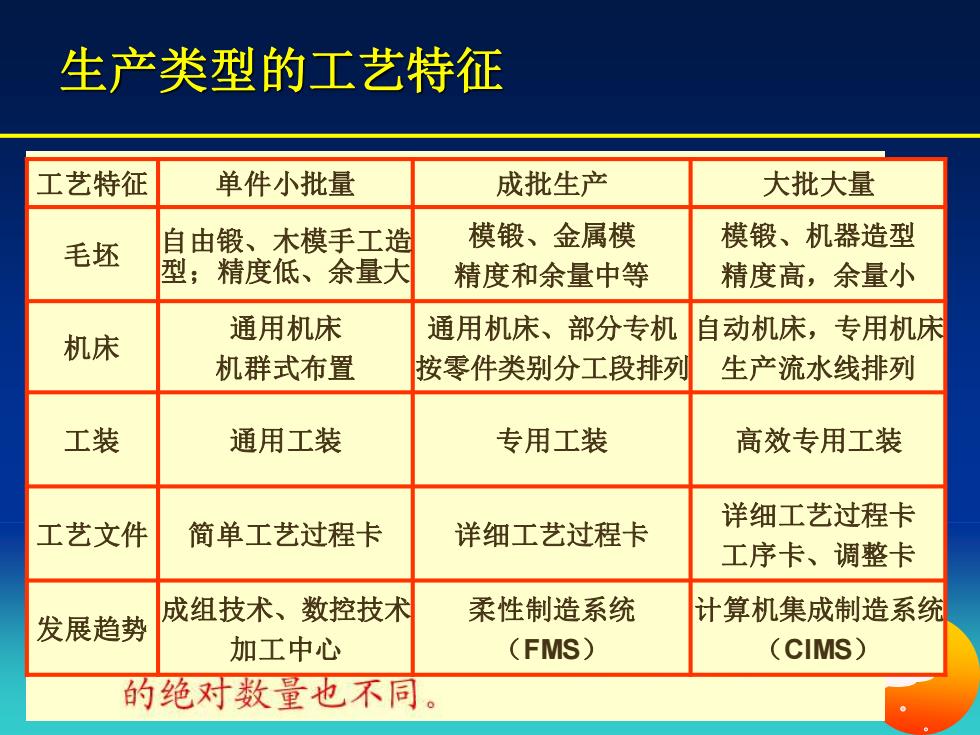
生产类型的工艺特征 工艺特征 单件小批量 成批生产 大批大量 毛坯 自由锻、木模手工造 型;精度低、余量大 模锻、金属模 精度和余量中等 模锻、机器造型 精度高,余量小 机床 通用机床 机群式布置 通用机床、部分专机 按零件类别分工段排列 自动机床,专用机床 生产流水线排列 工装 通用工装 专用工装 高效专用工装 工艺文件 简单工艺过程卡 详细工艺过程卡 详细工艺过程卡 工序卡、调整卡 发展趋势 成组技术、数控技术 加工中心 柔性制造系统 (FMS) 计算机集成制造系统 (CIMS)
六、机械加工工艺规程规定产品或零件制造工艺过程和操作方法的工艺文件加工汽油机水泵叶轮实例零件图:A-A叶片4个00均布13.8±0.1B-B1745A0BO.2(最大)V1x45°33.5-0
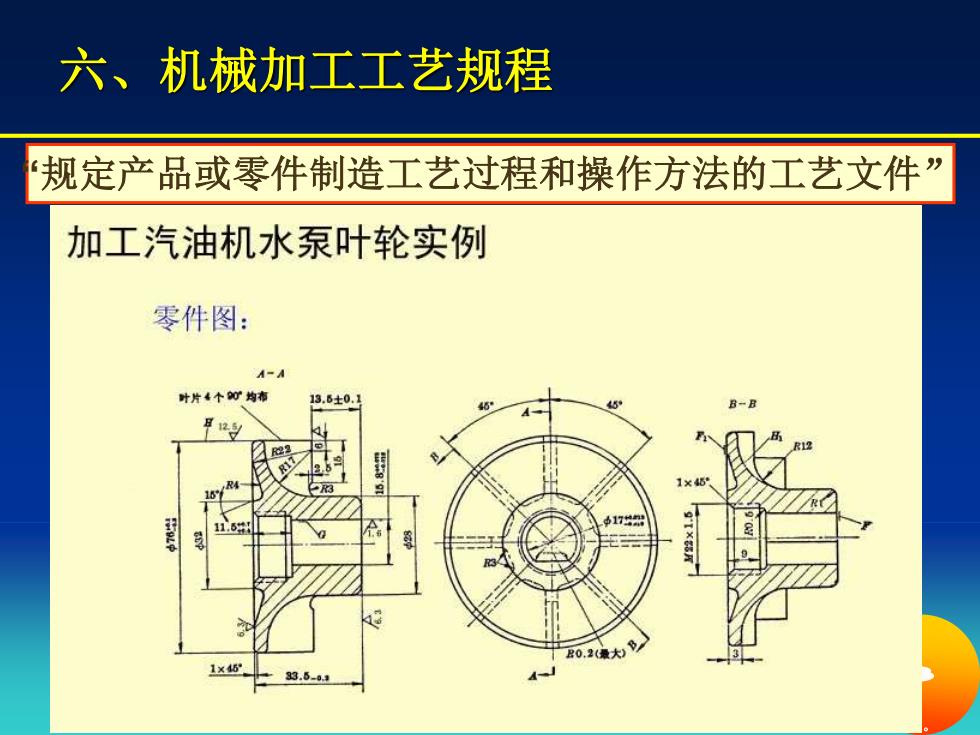
六、机械加工工艺规程 “规定产品或零件制造工艺过程和操作方法的工艺文件
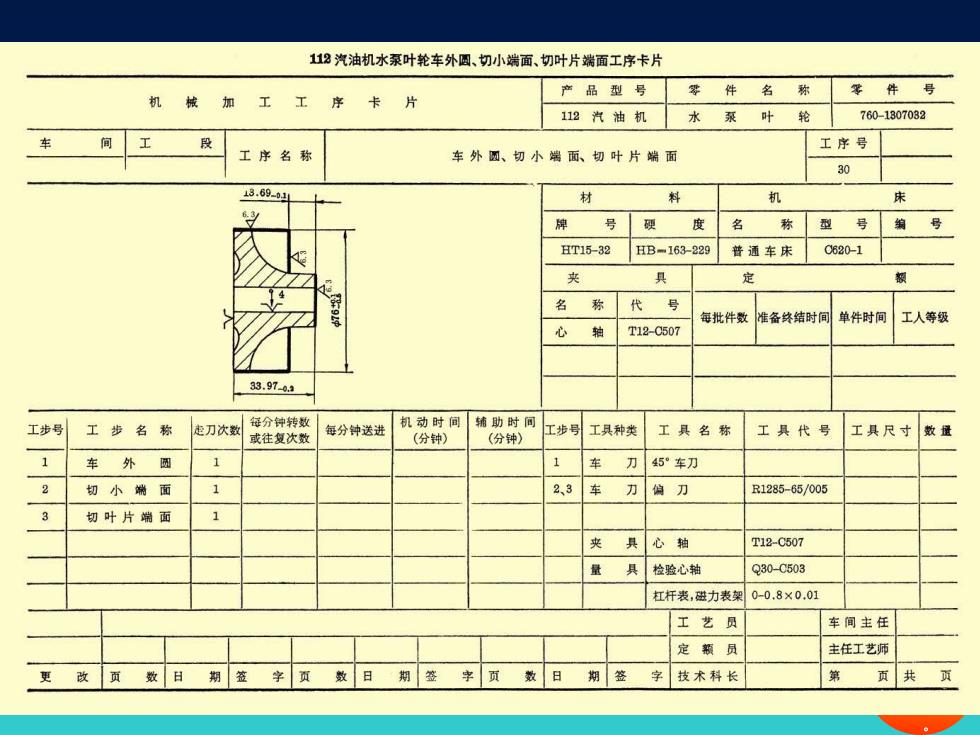
112汽油机水泵叶轮车外圆、切小端面、切叶片端面工序卡片件名称&产品型号零件片机R工工房卡760-1807032112汽油机?泵叶轮工序号段工序名称车外圆、切小端面、切叶片端面3013.69-0机材料床牌号硬度称号编号名型C620-1HT15-32HB-163-229普通车床具夹定额名称代号每批件数准备终结时间单件时间工人等级T12-C507心轴83.97-0.3每分钟转数机动时间辅助时间工步工具种类工步号走刀次数每分钟送进工具名称工具代号工具尺寸名格或往复次数(分钟)(分钟)刀车45°车刀2.3车刀刀R1285-65/005切叶片端T12-C507夹→心轴检验心轴Q30-C503量具杠杆表,磁力表架0-0.8×0.01工艺员车间主任定额员主任工艺师第数日页数日期签字页囍日期签技术科长页页期签字字共改贝
1.制订工艺规程的意义与作用①工艺规程的作用:>指导、组织生产;>生产准备、计划调度的主要依据>车间设计、布置的依据②工艺规程的主要内容:>毛坏的选择;>拟订工艺路线:>计算切削用量、加工余量及工时定额
1. 制订工艺规程的意义与作用 ① 工艺规程的作用: ➢ 指导、组织生产; ➢ 生产准备、计划调度的主要依据; ➢ 车间设计、布置的依据。 ②工艺规程的主要内容: ➢ 毛坯的选择; ➢ 拟订工艺路线; ➢ 计算切削用量、加工余量及工时定额