第七章典型零件工艺
第七章 典型零件工艺
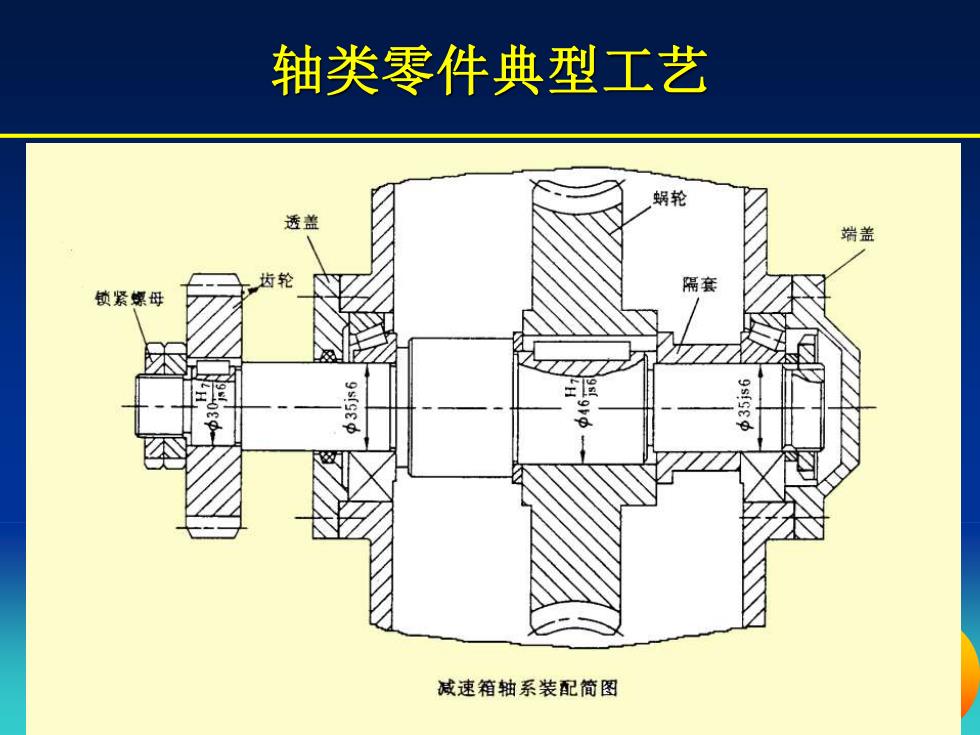
轴类零件典型工艺蜗轮透盖端盖齿轮隔套锁紧爆母9sf5erod836o减速箱轴系装配简图
轴类零件典型工艺
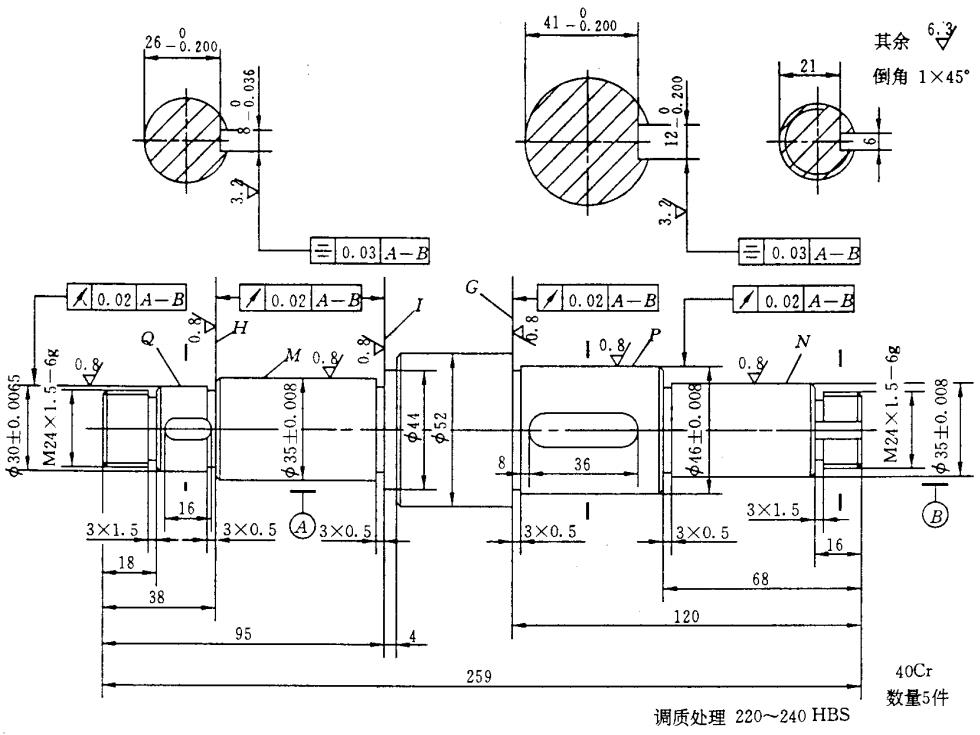
41-0.200其余6U260.20021倒角1×45°02co3三0.03A-BB0.03A-E+人0.02A-BZ0.02A-B70.02A-B0.02A-BXHAQN110.%88Mo.%-0.%.2900F08-S1V8000800000FTSix48SO36TO1163X1.5@3x0.5l3X1.53X0.530.530.516.18683812095440Cr259数量5件调质处理220~240HBS

工艺分析:>主要表面的加工方法:根据主要表面M、N、P、Q的尺寸公差及表面粗糙度的要求,确定这些表面的加工方法为:粗车调质一半精车一一磨削。>确定定位基准:根据轴类零件的特点,选定轴心线作为定位基准。>选择毛坏的类型:该传动轴各外圆直径相差不大,#批量也较小,故选用Φ60的热轧圆钢棒料2
工艺分析: ➢主要表面的加工方法: 根据主要表面M、N、P、Q的尺寸公差及表面粗糙 度的要求,确定这些表面的加工方法为:粗车—— 调质——半精车——磨削。 ➢确定定位基准: 根据轴类零件的特点,选定轴心线作为定位基准。 ➢选择毛坯的类型: 该传动轴各外圆直径相差不大,批量也较小,故选 用Φ60的热轧圆钢棒料
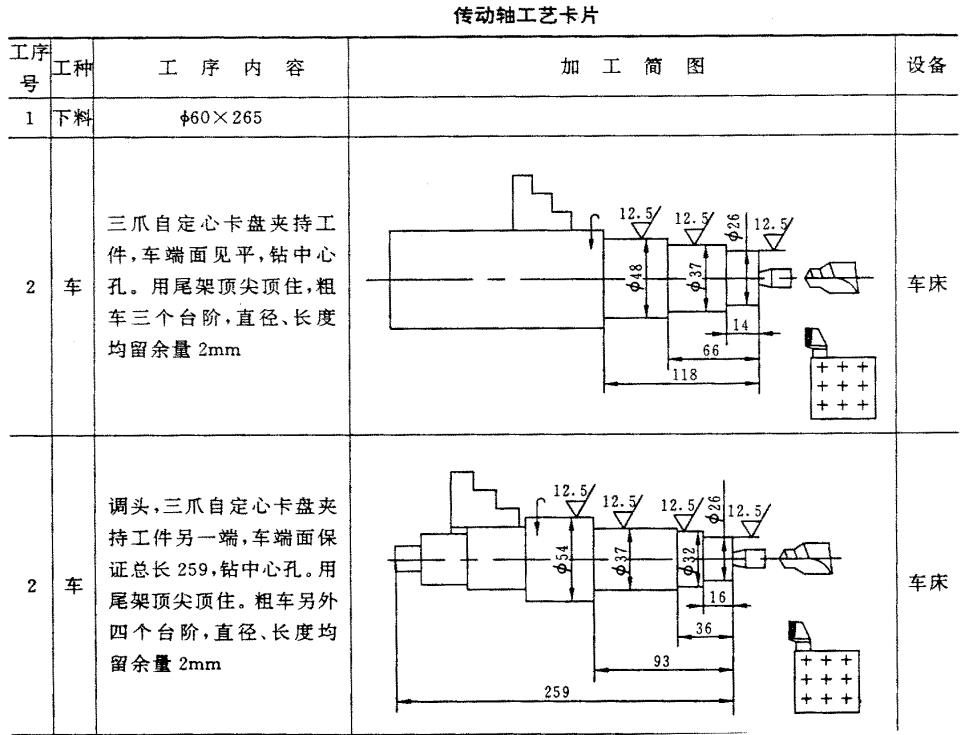
传动轴工艺卡片工字设备简图工种工、序内容加工号下料$60×265112:5/爱三爪自定心卡盘夹持工件,车端面见平,钻中心3870R车床a2车孔。用尾架顶尖顶住,粗车三个台阶,直径、长度14-A均留余量2mm6611812.12.5/调头,三爪自定心卡盘夹9持工件另端,车端面保4+证总长259,钻中心孔。用87车床2车16尾架顶尖顶住。粗车另外36D四个台阶,直径、长度均93+留余量2mm++259