计算机集成制造(CIMS)实验指导书机械设计制造系2006年1月
计算机集成制造(CIMS)实验指导书 机械设计制造系 2006 年 1 月
目录一、实验概述二、中央主控小组实验指导书、车削加工小组实验指导书四、铣削加工小组实验指导书五、物流小组实验指导书六、测量部分实验指导一七、机器人编程实验指导书
- 1 - 目 录 一、实验概述. 2 二、中央主控小组实验指导书. 4 三、车削加工小组实验指导书. 11 四、铣削加工小组实验指导书. 14 五、物流小组实验指导书. 17 六、测量部分实验指导书. 20 七、机器人编程实验指导书. 22
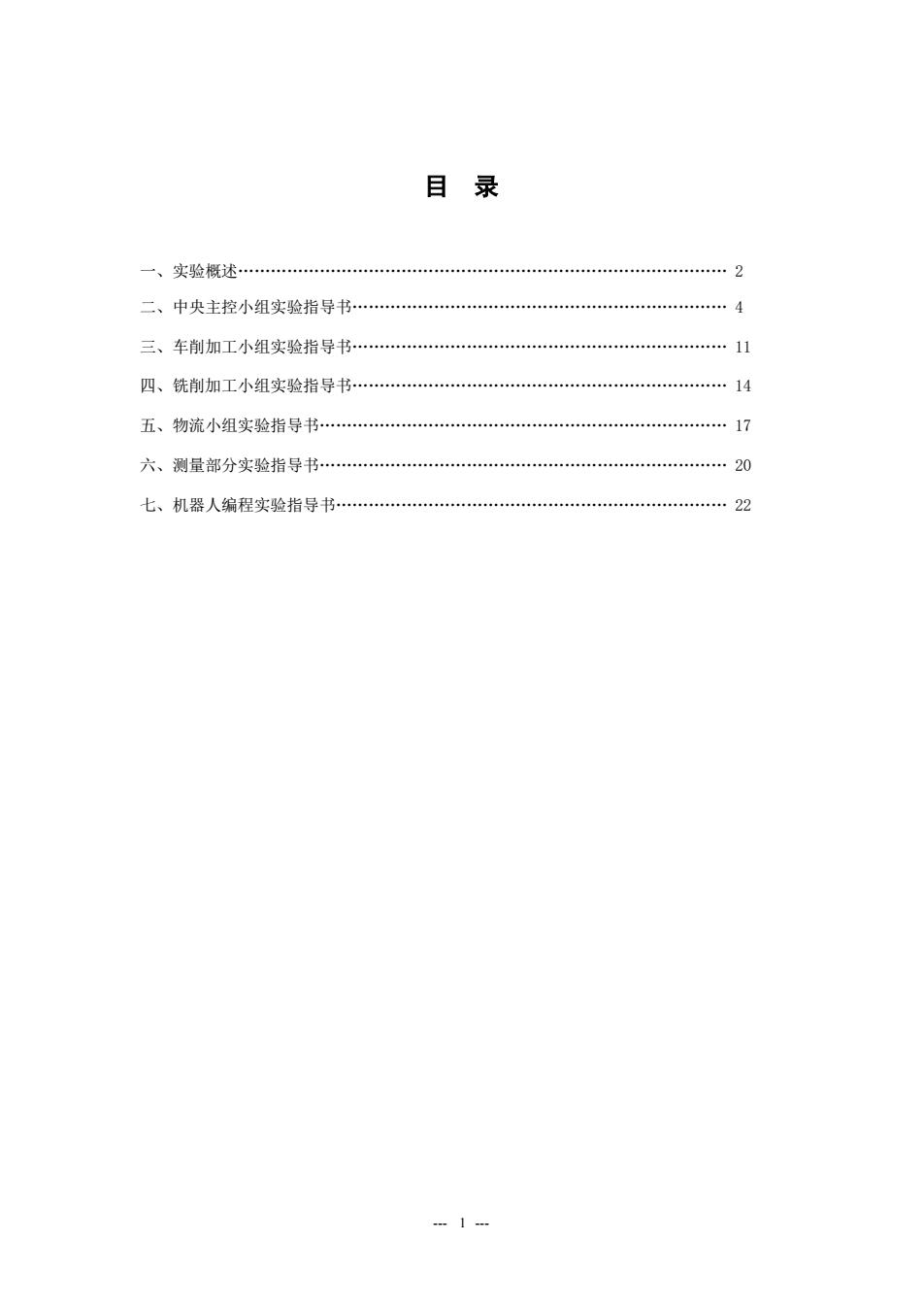
实验概述本实验课是通过在一个小型的CIMS实验系统上进行几个简单零件的加工,使学生亲身了解制造系统的生产过程,并能够从系统的角度加深对数控车、数控铣、测量、物流及总控五个过程的理解,学习制造系统各部分的操作、编程与调试,以及制造过程中的协同工作,切实地体验自动化加工的优点和现存的不足之处。实验所使用的 CIM小型系统由DENFORD公司开发,该系统主要用于对 CIM系统的进一步研究以及提供工业标准的培训设施,系统软件对硬件和第三方软件有广泛的兼容性,并为教学提供一个完整的 CIM系统。整个Denford CIM的开发采用了4个设计标准:1)软件的高度兼容性;2)系统的成本低;3)软件设计的模块化;4)系统有可扩展性。系统的控制部分是两台PC机,分别运行着Host和Cells 程序,通过PC机和各Cell中所带的通讯装置相互协调,实现自动化加工其中Host是CIM系统的控制核心,直接与所有单元通讯及传送指令,负责对各个单元的初始化设置、运行时的实时控制及监视,同时,用户也主要通过Host界面控制整个加工过程图1计算机集成制造系统图本系统主要有以下部分组成:计算机控制系统、自动仓库、自动导引小车、三坐标测量仪、车中心、铣中心、3个机器人、传送带、传感装置。其中,机器人1与车中心构成单元1;机器人2与铣中心构成单元2:机器人3与三坐标测量仪构成单元3。计算机控制系统包括主机(Host)和单元机(Cel1)。主机除了作为上层控制计算机外,还控制自动仓库、小车、单元3、传感装置。单元机控制传送带,单元1和单元2。如图1所示。在实验加工中,试件材料为铝材,其特点是重量轻,容易切削,其加工工艺路线为:检测从库中取毛坏车削铣削零件入库本实验加工4个零件,其中零件1和零件2应该良好配合,零件3和零件4应该良好配合。零件图如图2所示
- 2 - 一、实验概述 本实验课是通过在一个小型的 CIMS 实验系统上进行几个简单零件的加工,使学生亲身 了解制造系统的生产过程,并能够从系统的角度加深对数控车、数控铣、测量、物流及总控 五个过程的理解,学习制造系统各部分的操作、编程与调试,以及制造过程中的协同工作, 切实地体验自动化加工的优点和现存的不足之处。 实验所使用的 CIM 小型系统由 DENFORD 公司开发,该系统主要用于对 CIM 系统的进一步 研究以及提供工业标准的培训设施,系统软件对硬件和第三方软件有广泛的兼容性,并为教 学提供一个完整的 CIM 系统。整个 Denford CIM 的开发采用了 4 个设计标准:1)软件的高 度兼容性;2)系统的成本低;3)软件设计的模块化;4)系统有可扩展性。系统的控制部 分是两台 PC 机,分别运行着 Host 和 Cells 程序,通过 PC 机和各 Cell 中所带的通讯装置相 互协调,实现自动化加工。其中 Host 是 CIM 系统的控制核心,直接与所有单元通讯及传送 指令,负责对各个单元的初始化设置、运行时的实时控制及监视,同时,用户也主要通过 Host 界面控制整个加工过程。 图 1 计算机集成制造系统图 本系统主要有以下部分组成:计算机控制系统、自动仓库、自动导引小车、三坐标测量 仪、车中心、铣中心、3 个机器人、传送带、传感装置。其中,机器人 1 与车中心构成单元 1;机器人 2 与铣中心构成单元 2;机器人 3 与三坐标测量仪构成单元 3。计算机控制系统包 括主机(Host)和单元机(Cell)。主机除了作为上层控制计算机外,还控制自动仓库、小 车、单元 3、传感装置。单元机控制传送带,单元 1 和单元 2。如图 1 所示。 在实验加工中,试件材料为铝材,其特点是重量轻,容易切削,其加工工艺路线为: 本实验加工 4 个零件,其中零件 1 和零件 2 应该良好配合,零件 3 和零件 4 应该良好配 合。零件图如图 2 所示。 从库中取毛坯 车削 铣削 检测 零件入库
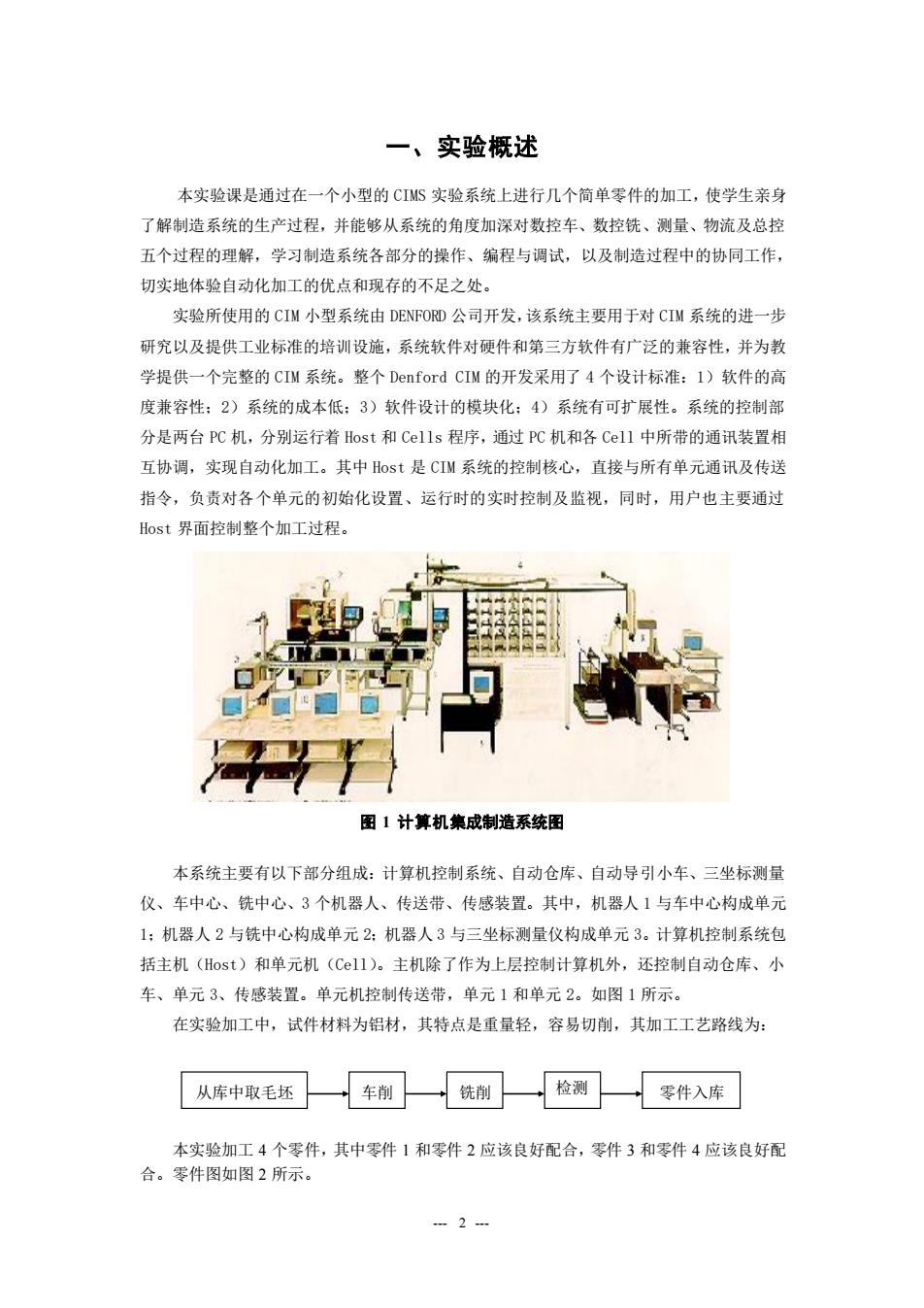
店速通零件 1 零件 2 零件3零件 4 图 2 四个零件图为了保证实验效果,每个零件的加工为一个大组,在每一个大组中又分别分成中央主控组、物流和测量组、车削组和铣削组。当完成工艺路线的制定和优化后,每个大组先进行组内调试,当四个大组都调试、运行正常后,将四个大组合并在一起进行从上料到最终加工成零件全过程的联调,最后加工出图纸需求的产品,同时完成实验报告。根据给定加工零件确定工艺路线和加工工艺内容的要求,并进行分组。实验所组别实验分工和内容耗时间编写 CMM单元中的 Robot的控制代码设置托盘编码:物流确定零件在货架中的位置。8.小时和测量组初步掌握三坐标测量仪软硬件的使用方法:坐标测量仪对工件进行测量:对测量结果进行分析和比较。编写车削单元中的Robot的控制代码:根据零件形状使用系统提供的代码编写数控车床加工程序:车削组8小时调试程序、试切车削。单元联调编写车削单元中的Robot的控制代码;根据零件形状使用系统提供的代码编写数铣床加工程序;8小时铣削组调试程序、试切铣削。单元联调总体规划:设计shop-floor设计 partpocess;设计 part-route;总体组8小时根据零件数生成schedular:将 schedular 发布到系统中自动执行。对加工多个不同零件的生产进行优化,确定一个最优方案,各组具体的实验内容参见各组的实验指导书。实验结束后,各小组按照实验要求完成报告,最后由各实验大组的组长整理出完整的本大组的实验报告并提交。3
- 3 - 零件 1 零件 2 零件 3 零件 4 图 2 四个零件图 为了保证实验效果,每个零件的加工为一个大组,在每一个大组中又分别分成中央主 控组、物流和测量组、车削组和铣削组。当完成工艺路线的制定和优化后,每个大组先进行 组内调试,当四个大组都调试、运行正常后,将四个大组合并在一起进行从上料到最终加工 成零件全过程的联调,最后加工出图纸需求的产品,同时完成实验报告。 根据给定加工零件确定工艺路线和加工工艺内容的要求,并进行分组。 组 别 实验分工和内容 实验所 耗时间 物 流 和测量组 编写 CMM 单元中的 Robot 的控制代码; 设置托盘编码; 确定零件在货架中的位置。 初步掌握三坐标测量仪软硬件的使用方法; 用三坐标测量仪对工件进行测量; 对测量结果进行分析和比较。 8 小时 车 削 组 编写车削单元中的 Robot 的控制代码; 根据零件形状使用系统提供的代码编写数控车床加工程序; 调试程序、试切车削。 单元联调 8 小时 铣 削 组 编写车削单元中的 Robot 的控制代码; 根据零件形状使用系统提供的代码编写数铣床加工程序; 调试程序、试切铣削。 单元联调 8 小时 总 体 组 设计 shop-floor 总体规划; 设计 part-process; 设计 part-route; 根据零件数生成 schedular; 将 schedular 发布到系统中自动执行。 对加工多个不同零件的生产进行优化,确定一个最优方案。 8 小时 各组具体的实验内容参见各组的实验指导书。实验结束后,各小组按照实验要求完成报 告,最后由各实验大组的组长整理出完整的本大组的实验报告并提交
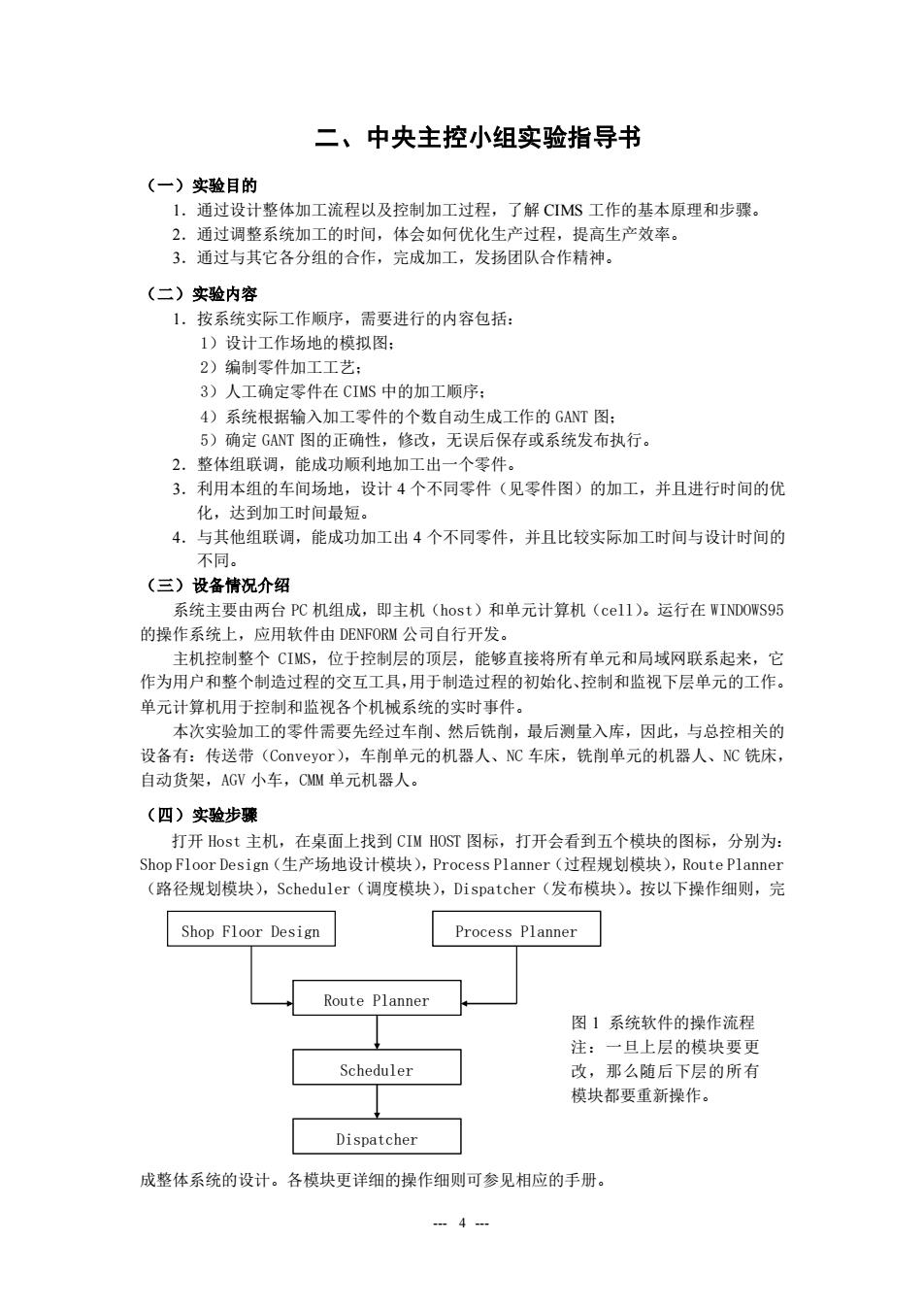
二、中央主控小组实验指导书(一)实验目的1.通过设计整体加工流程以及控制加工过程,了解CIMS工作的基本原理和步骤。2.通过调整系统加工的时间,体会如何优化生产过程,提高生产效率。3.通过与其它各分组的合作,完成加工,发扬团队合作精神。(二)实验内容1.按系统实际工作顺序,需要进行的内容包括:1)设计工作场地的模拟图;2)编制零件加工工艺:3)人工确定零件在CIMS中的加工顺序4)系统根据输入加工零件的个数自动生成工作的GANT图;5)确定GANT图的正确性,修改,无误后保存或系统发布执行。2.整体组联调,能成功顺利地加工出一个零件。3.利用本组的车间场地,设计4个不同零件(见零件图)的加工,并且进行时间的优化,达到加工时间最短,4.与其他组联调,能成功加工出4个不同零件,并且比较实际加工时间与设计时间的不同。(三)设备情况介绍系统主要由两台PC机组成,即主机(host)和单元计算机(cel1)。运行在WINDOWS95的操作系统上,应用软件由DENFORM公司自行开发主机控制整个CIMS,位于控制层的顶层,能够直接将所有单元和局域网联系起来,它作为用户和整个制造过程的交互工具,用于制造过程的初始化、控制和监视下层单元的工作。单元计算机用于控制和监视各个机械系统的实时事件。本次实验加工的零件需要先经过车削、然后铣削,最后测量入库,因此,与总控相关的设备有:传送带(Convevor),车削单元的机器人、NC车床,铣削单元的机器人、NC铣床自动货架,AGV小车,CMM单元机器人。(四)实验步骤打开Host主机,在桌面上找到CIM HOST图标,打开会看到五个模块的图标,分别为:ShopFloorDesign(生产场地设计模块),ProcessPlanner(过程规划模块),RoutePlanner(路径规划模块),Scheduler(调度模块),Dispatcher(发布模块)。按以下操作细则,完Shop Floor DesignProcess PlannerRoute Planner图1系统软件的操作流程注:一旦上层的模块要更Scheduler改,那么随后下层的所有模块都要重新操作。Dispatcher成整体系统的设计。各模块更详细的操作细则可参见相应的手册。4
- 4 - 二、中央主控小组实验指导书 (一)实验目的 1.通过设计整体加工流程以及控制加工过程,了解 CIMS 工作的基本原理和步骤。 2.通过调整系统加工的时间,体会如何优化生产过程,提高生产效率。 3.通过与其它各分组的合作,完成加工,发扬团队合作精神。 (二)实验内容 1.按系统实际工作顺序,需要进行的内容包括: 1)设计工作场地的模拟图; 2)编制零件加工工艺; 3)人工确定零件在 CIMS 中的加工顺序; 4)系统根据输入加工零件的个数自动生成工作的 GANT 图; 5)确定 GANT 图的正确性,修改,无误后保存或系统发布执行。 2.整体组联调,能成功顺利地加工出一个零件。 3.利用本组的车间场地,设计 4 个不同零件(见零件图)的加工,并且进行时间的优 化,达到加工时间最短。 4.与其他组联调,能成功加工出 4 个不同零件,并且比较实际加工时间与设计时间的 不同。 (三)设备情况介绍 系统主要由两台 PC 机组成,即主机(host)和单元计算机(cell)。运行在 WINDOWS95 的操作系统上,应用软件由 DENFORM 公司自行开发。 主机控制整个 CIMS,位于控制层的顶层,能够直接将所有单元和局域网联系起来,它 作为用户和整个制造过程的交互工具,用于制造过程的初始化、控制和监视下层单元的工作。 单元计算机用于控制和监视各个机械系统的实时事件。 本次实验加工的零件需要先经过车削、然后铣削,最后测量入库,因此,与总控相关的 设备有:传送带(Conveyor),车削单元的机器人、NC 车床,铣削单元的机器人、NC 铣床, 自动货架,AGV 小车,CMM 单元机器人。 (四)实验步骤 打开 Host 主机,在桌面上找到 CIM HOST 图标,打开会看到五个模块的图标,分别为: Shop Floor Design(生产场地设计模块),Process Planner(过程规划模块),Route Planner (路径规划模块),Scheduler(调度模块),Dispatcher(发布模块)。按以下操作细则,完 成整体系统的设计。各模块更详细的操作细则可参见相应的手册。 Shop Floor Design Process Planner Route Planner Scheduler Dispatcher 图 1 系统软件的操作流程 注:一旦上层的模块要更 改,那么随后下层的所有 模块都要重新操作