第六章机械加工工艺规程的制订第一节基本概念第二节定位基准的选择第三节工艺路线的拟定第四节加工余量及工序间尺寸的确定第五节工艺尺寸链的计算第六节时间定额及劳动生产率
第六章 机械加工工艺规程的制订 第一节 基本概念 第二节 定位基准的选择 第三节 工艺路线的拟定 第四节 加工余量及工序间尺寸的确定 第五节 工艺尺寸链的计算 第六节 时间定额及劳动生产率
第一节基本概念一.生产过程将原材料转变成机械产品的全部劳动过程直接生产过程:被加工对象的尺寸、形状或性能产生一定的变化。如:零件的机械加工、热处理装配等。间接生产过程:不使加工对象产生直接变化。如:工装夹具的制造、工件的运输、设备的维护等
第一节 基本概念 一.生产过程: 将原材料转变成机械产品的全部劳动过程 直接生产过程:被加工对象的尺寸、形状或性能 产生一定的变化。如:零件的机械加工、热处理、 装配等。 间接生产过程:不使加工对象产生直接变化。如: 工装夹具的制造、工件的运输、设备的维护等
二、工艺过程:改变生产对象的形状、尺寸、相互位置和性质,使其成为成品或半成品的过程>毛坏制造工艺过程用机械加工的方法,改变毛坏的形状、尺寸、表面>机械加工工艺过程质量,使其成为合格品的过程。机器装配工艺过程将合格的机器零件和外购件、标准件装配成组件、部件和机器的过程
二、工艺过程: 改变生产对象的形状、尺寸、相互位置和性质,使 其成为成品或半成品的过程。 ➢毛坯制造工艺过程 用机械加工的方法,改变 毛坯的形状、尺寸、表面 质量,使其成为合格品的 过程。 ➢机械加工工艺过程 ➢机器装配工艺过程 将合格的机器零件和外购 件、标准件装配成组件、 部件和机器的过程
三、机械加工工艺过程的组成1.工序:个或一组工人,在一台机床或一个工作地点对一个或同时对几个工件所连续完成的那一部分工艺过程工序方工工序方案二划分工序的要点是工人、工作地点及工件三不变并加上连续作业。只要工人、工作地点及工件这三者中改变了一个或不是连续完成的,则构成下一个工序。加工小端面,对小端钻中心孔,粗车小端外圆,对小端倒角车床车床2加工大端面,对大端钻中心孔,粗车大端外团,对大端倒角车床精车外圆3铣键槽,手工去毛刺铣床
三、机械加工工艺过程的组成 1. 工序: 一个或一组工人,在一台机床或一个工作地点对一个 或同时对几个工件所连续完成的那一部分工艺过程。 划分工序的要点是工人、工作地点及工件三不变并加 上连续作业。只要工人、工作地点及工件这三者中改 变了一个或不是连续完成的,则构成下一个工序
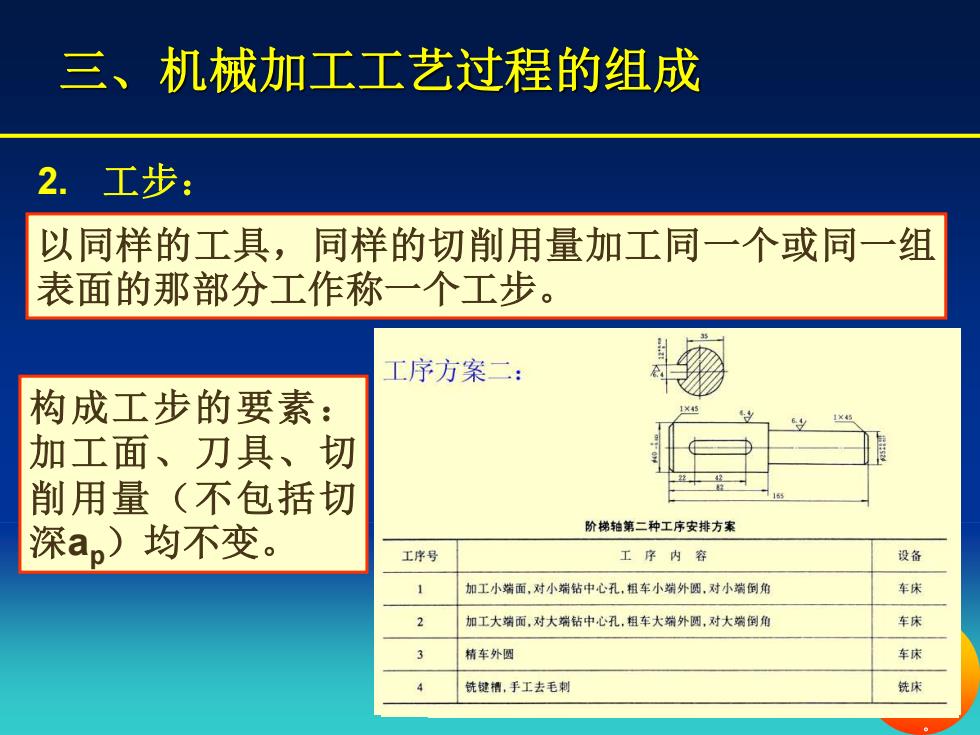
三、机械加工工艺过程的组成2. 工步:以同样的工具,同样的切削用量加工同一个或同一组表面的那部分工作称一个工步。工序方案二:构成工步的要素:加工面、刀具、切削用量(不包括切阶梯轴第二种工序安排方案深a。)均不变。工字号工序内容设备车床加工小端面,对小端钻中心孔,粗车小端外圆,对小端倒角车床加工大端面,对大端钻中心孔,粗车大端外圆,对大端倒角2精车外圆车床铣键槽,手工去毛刺铣床
三、机械加工工艺过程的组成 2. 工步: 以同样的工具,同样的切削用量加工同一个或同一组 表面的那部分工作称一个工步。 构成工步的要素: 加工面、刀具、切 削用量(不包括切 深ap)均不变