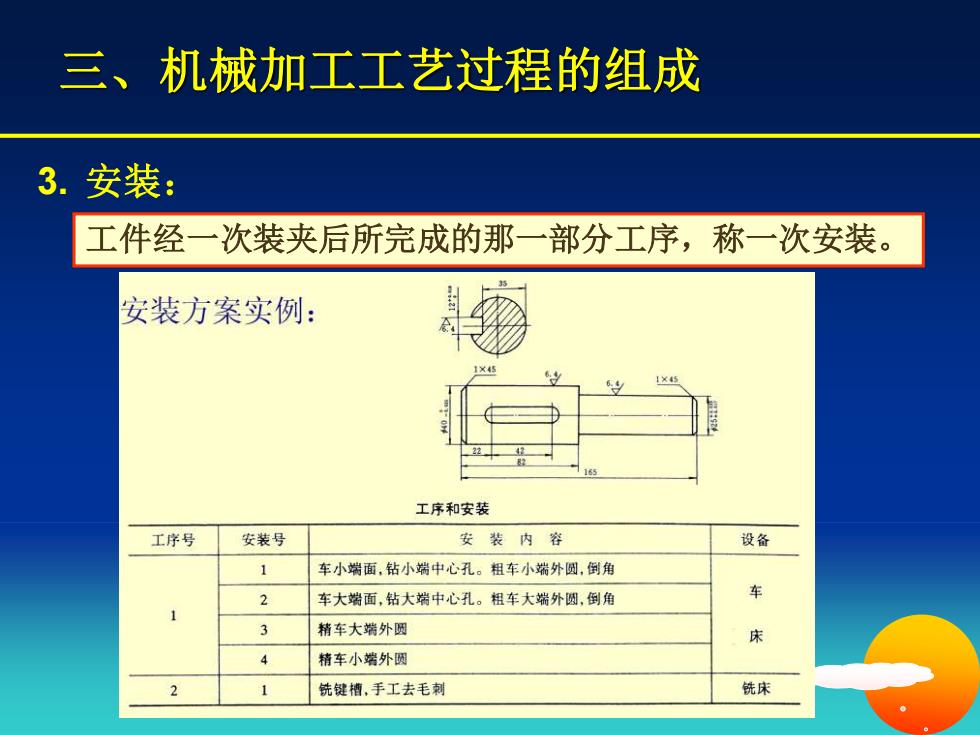
三、机械加工工艺过程的组成3.安装:工件经一次装夹后所完成的那一部分工序,称一次安装安装方案实例:X工序和安装安装号安装内容设备工字号1车小端面,钻小端中心孔。粗车小端外圆,倒角车2车大端面,钻大端中心孔。粗车大端外圆,倒角-3精车大端外圆床4精车小端外圆铣键槽、手工去毛刺铣床-
三、机械加工工艺过程的组成 3. 安装: 工件经一次装夹后所完成的那一部分工序,称一次安装
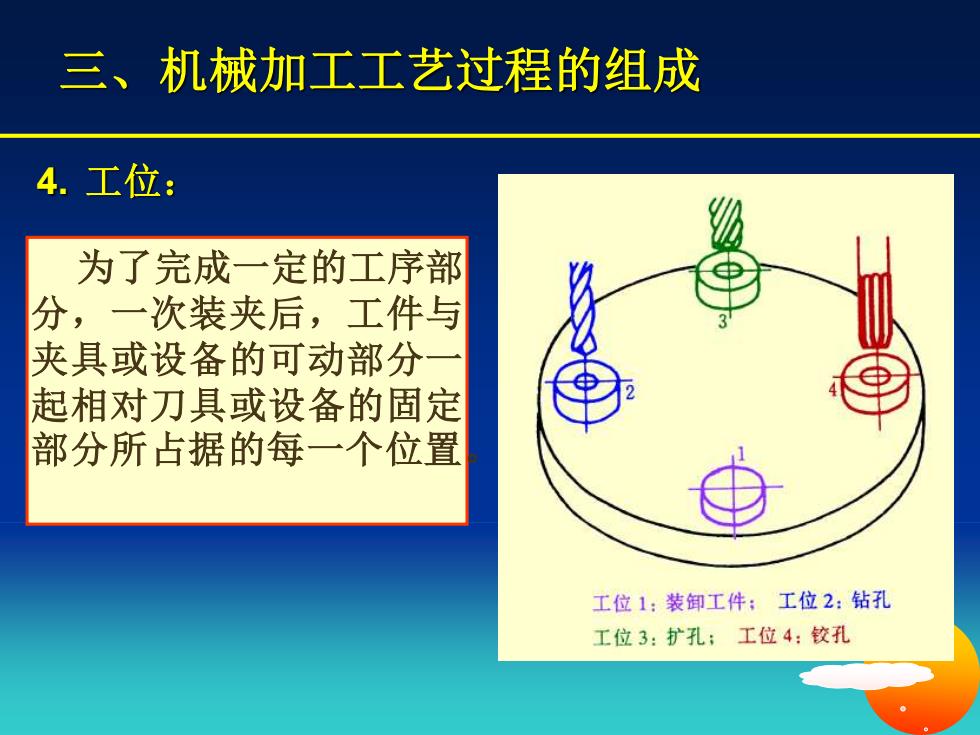
三、机械加工工艺过程的组成4. 工位:0为了完成一定的工序部分,一次装夹后,工件与夹具或设备的可动部分起相对刀具或设备的固定部分所占据的每一个位置工位1:装卸工件:工位2:钻孔工位3:扩孔:工位4:铰孔
三、机械加工工艺过程的组成 4. 工位: 为了完成一定的工序部 分,一次装夹后,工件与 夹具或设备的可动部分一 起相对刀具或设备的固定 部分所占据的每一个位置
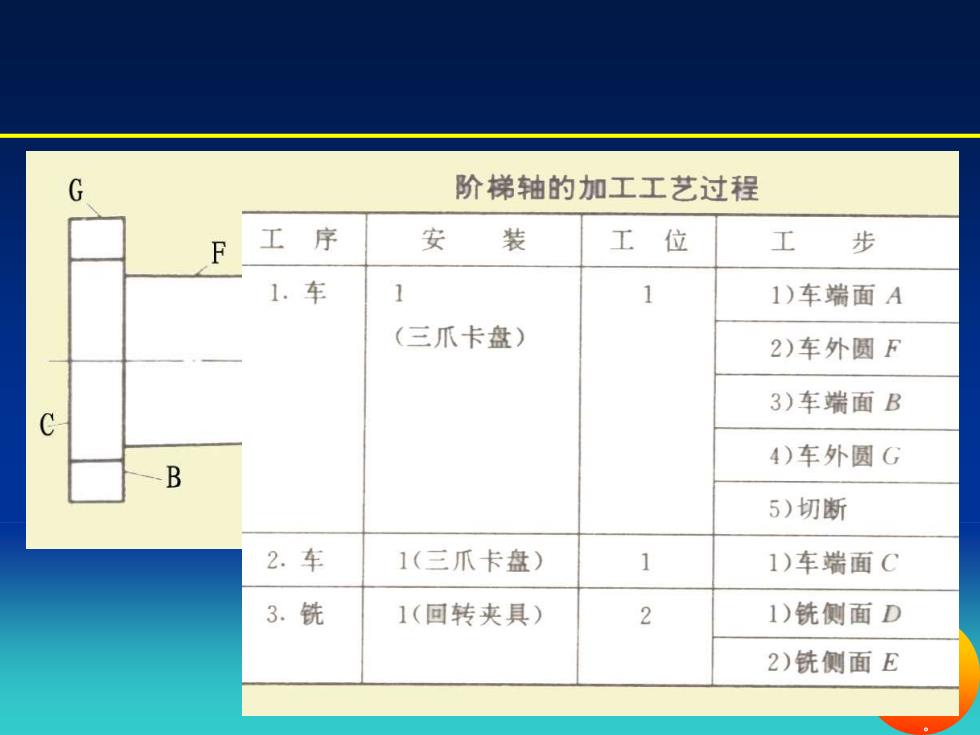
阶梯轴的加工工艺过程G序装工安工位工步F1.车111)车端面A(三爪卡盘)2)车外圆F3)车端面BC4)车外圆GB5)切断2.车1(三爪卡盘)11)车端面C3.铣21(回转夹具)1)铣侧面D2)铣侧面E
四、获得加工尺寸的方法:1.工件的装夹:直接找正装夹单件、小批量划线找正装夹静调整法:用对刀块、样件夹具装夹来调整刀具位置,精度低。2.获得加工尺寸的方法:动调整法:(尺寸调整法)按试切法:试切零件进行调整,精度高调整法:定尺寸刀具法:自动获得法:(主动测量法)
1. 工件的装夹: 直接找正装夹 划线找正装夹 夹具装夹 四、获得加工尺寸的方法: 单件、小批量 2.获得加工尺寸的方法: 试切法: 调整法: 定尺寸刀具法: 自动获得法:(主动测量法) 静调整法:用对刀块、样件 来调整刀具位置,精度低。 动调整法:(尺寸调整法)按 试切零件进行调整,精度高
五、生产纲领与生产类型1.生产纲领:(M)某种零件的年产量称为该零件的年生产纲领N=Qn(1+a+β)Q:产品的年产量(台/年)每台产品中该零件的数量(件/台)n:备品百分率a:β:废品百分率
五、生产纲领与生产类型 1. 生产纲领:(N) 某种零件的年产量称为该零件的年生产纲领 N=Qn(1+α+β) Q:产品的年产量(台/年) n:每台产品中该零件的数量(件/台) α:备品百分率 β :废品百分率