2制订工艺规程的步骤分析研究零件图纸:选择毛坏:1520Cr钢选择定位基准:拟订工艺流程;工序设计;(选520089工序尺寸,切削填写工艺文件。+0010$20与·工件配作方头淬硬55~60HRC方头销简图
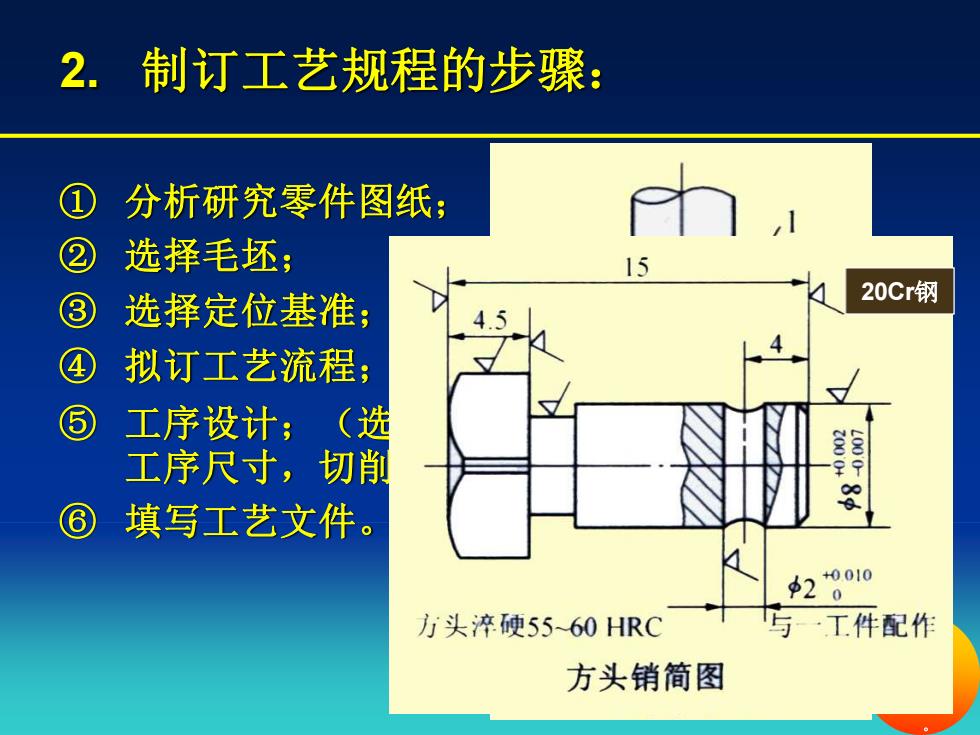
2. 制订工艺规程的步骤: ① 分析研究零件图纸; ② 选择毛坯; ③ 选择定位基准; ④ 拟订工艺流程; ⑤ 工序设计;(选择机床,工艺装备,工序余量, 工序尺寸,切削用量,工时定额等) ⑥ 填写工艺文件。 20Cr T8A钢

/测量基准OB基准测量基准(a)B2DXNa)b准主轴箱箱体的设计基准设全低时天列
第二节 定位基准的选择 一. 基准: 用来确定生产对象上几何要素间的几何关系所依据的点、线、面 基 准 设计基准: 工艺基准 在工序图上用以指定加工表面位置的基准 在加工中用做定位的基准 在工件上用以测量已加工表面位置的基准 装配时用以确定零件在产品中位置的基准 设计图样上所采用的基准 工序基准: 定位基准: 测量基准: 装配基准:
二、定位基准的选择:般性原则:MM选择最大尺寸的表面为安装Z面,选择最长距离的表面为导向面,选择最小尺寸的表面为支承面;首先考虑保证位置精度,再考虑保证尺寸精度:>应尽量选择零件的主要表面X7MMN为定位基准:工>定位基准应便于夹紧,在加工中稳定可靠。(b)(a)
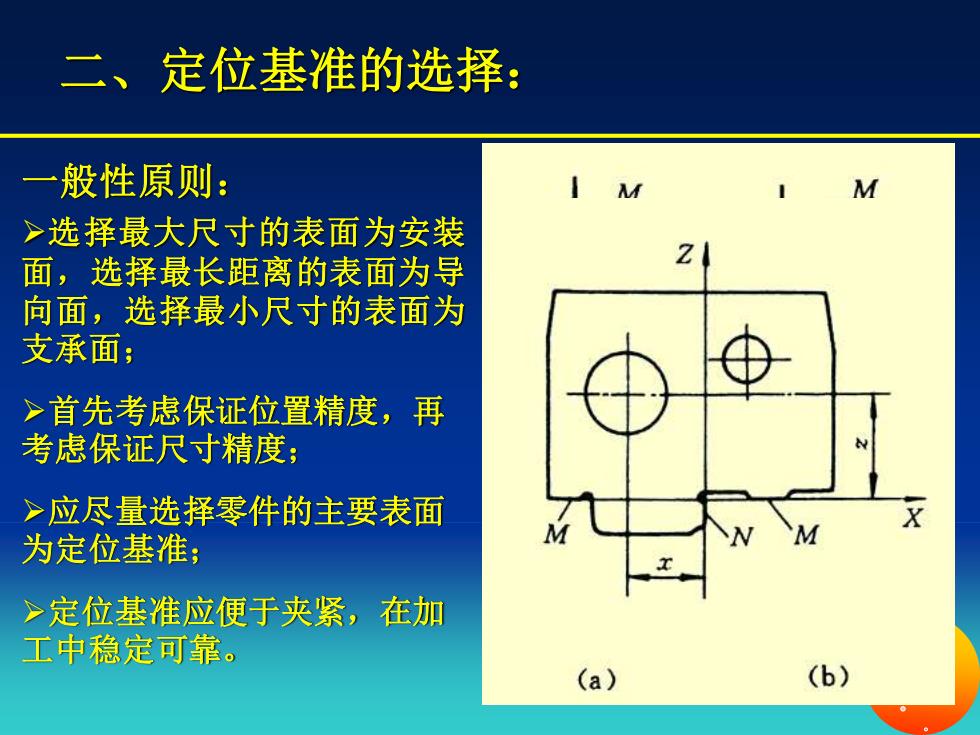
二、定位基准的选择: 一般性原则: ➢选择最大尺寸的表面为安装 面,选择最长距离的表面为导 向面,选择最小尺寸的表面为 支承面; ➢首先考虑保证位置精度,再 考虑保证尺寸精度; ➢应尽量选择零件的主要表面 为定位基准; ➢定位基准应便于夹紧,在加 工中稳定可靠
X二、定位1.粗素ssd①以当?位量力2选选③④粗以使定位可靠③粗基准只能使用一次3.2
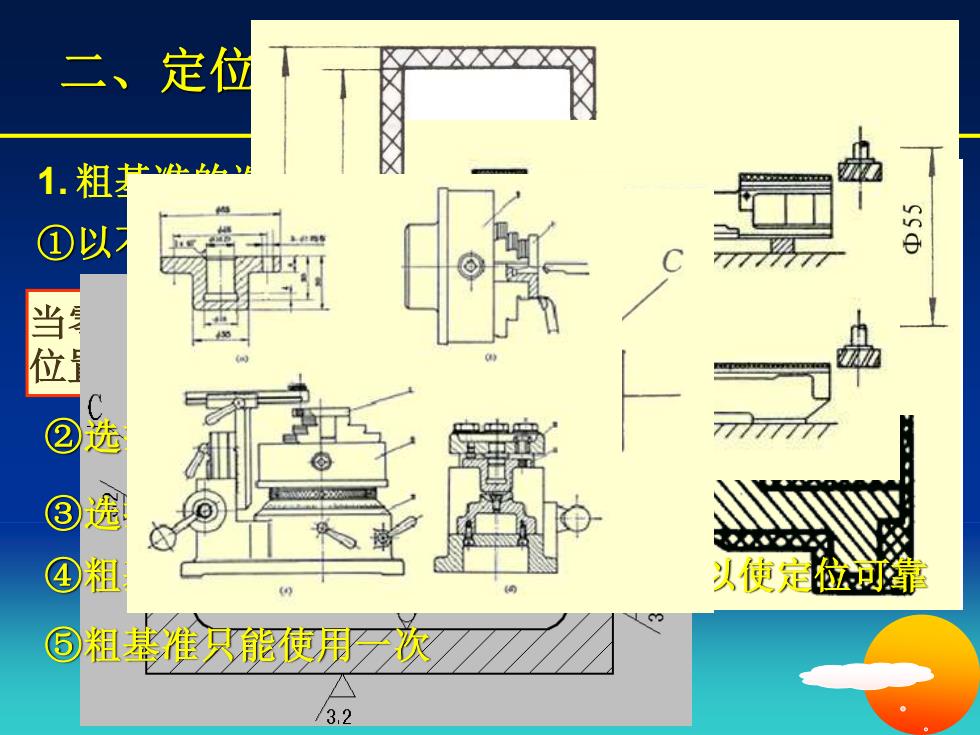
二、定位基准的选择: 1. 粗基准的选择: ①以不加工表面为粗基准 当零件存在多个不加工表面时,应选择与加工表面相互 位置要求高的不加工表面为粗基准 ②选择毛坯上余量最小表面为粗基准 ③选择零件上重要表面为粗基准 ④粗基准应平整,无浇冒口、飞边等,以使定位可靠 ⑤粗基准只能使用一次
二、定位基准的选择精基准的选择:2长销即设①基准重合的原则:佳重合。②基准统一的原则应达面加工时都能使用的定位基准作为38888③为基准的原列130+0.03/30±0.03育后轴颈夹紧罚靠。③精基准的选择应使定位准确,11
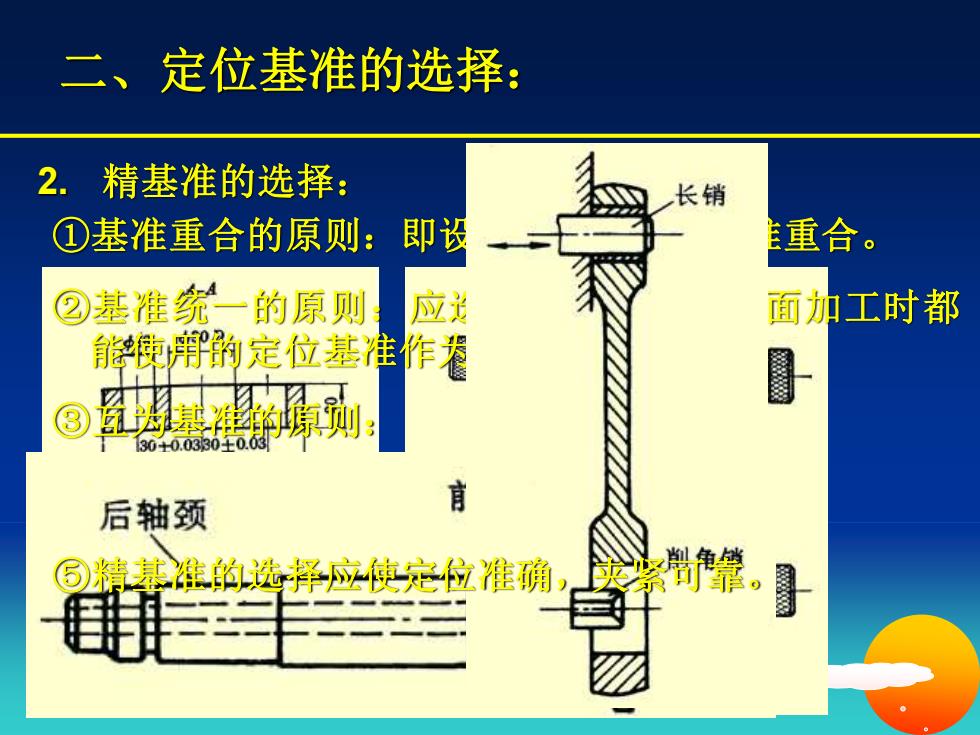
二、定位基准的选择: 2. 精基准的选择: ①基准重合的原则:即设计基准与定位基准重合。 ②基准统一的原则:应选择尽可能多的表面加工时都 能使用的定位基准作为精基准。 ③互为基准的原则: ④自为基准的原则: ⑤精基准的选择应使定位准确,夹紧可靠