第四章机械加工精度
第四章 机械加工精度
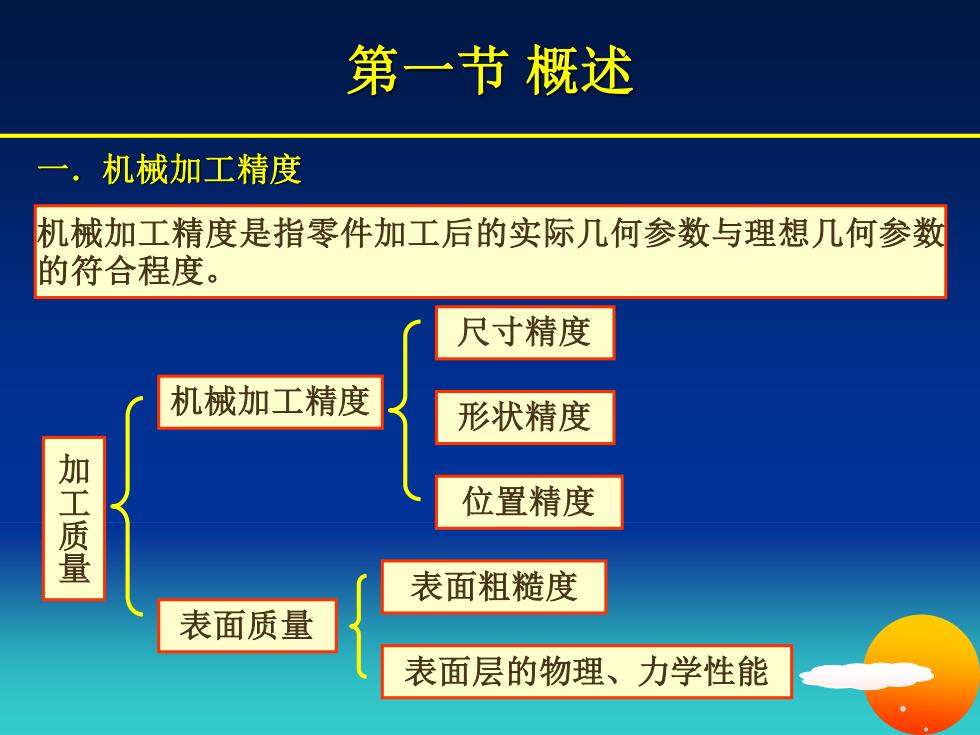
第一节概述机械加工精度机械加工精度是指零件加工后的实际几何参数与理想几何参数的符合程度。尺寸精度机械加工精度形状精度加工质量位置精度表面粗糙度表面质量表面层的物理、力学性能
第一节 概述 一.机械加工精度 机械加工精度是指零件加工后的实际几何参数与理想几何参数 的符合程度。 加 工 质 量 机械加工精度 表面质量 尺寸精度 形状精度 位置精度 表面粗糙度 表面层的物理、力学性能
二.误差的分类:加工误差是指零件加工后的实际几何参数与理想几何参数的偏差程度。误差是精度的度量1.加工原理误差2.工艺系统的几何误差①工件与刀具的相对位置在静止状态已存在的误差。如:刀具、夹具的制造误差与磨损,定位误差等。②工件与刀具的相对位置在运动状态下存在的误差。如:机床主轴回转误差导轨导向误差、传动链误差等。3.工艺系统的受力变形:一一力效应误差4.工艺系统的受热变形:一热效应误差5.调整误差6.测量误差
二.误差的分类: 加工误差是指零件加工后的实际几何参数与理想几何参数的偏差 程度。误差是精度的度量。 机床 夹具 刀具 工件 环境 1. 加工原理误差 2. 工艺系统的几何误差 ① 工件与刀具的相对位置在静止状态已存在的误差。如:刀具、夹具的制造 误差与磨损,定位误差等。 ② 工件与刀具的相对位置在运动状态下存在的误差。如:机床主轴回转误差 导轨导向误差、传动链误差等。 3. 工艺系统的受力变形:——力效应误差 4. 工艺系统的受热变形:——热效应误差 5. 调整误差 6. 测量误差
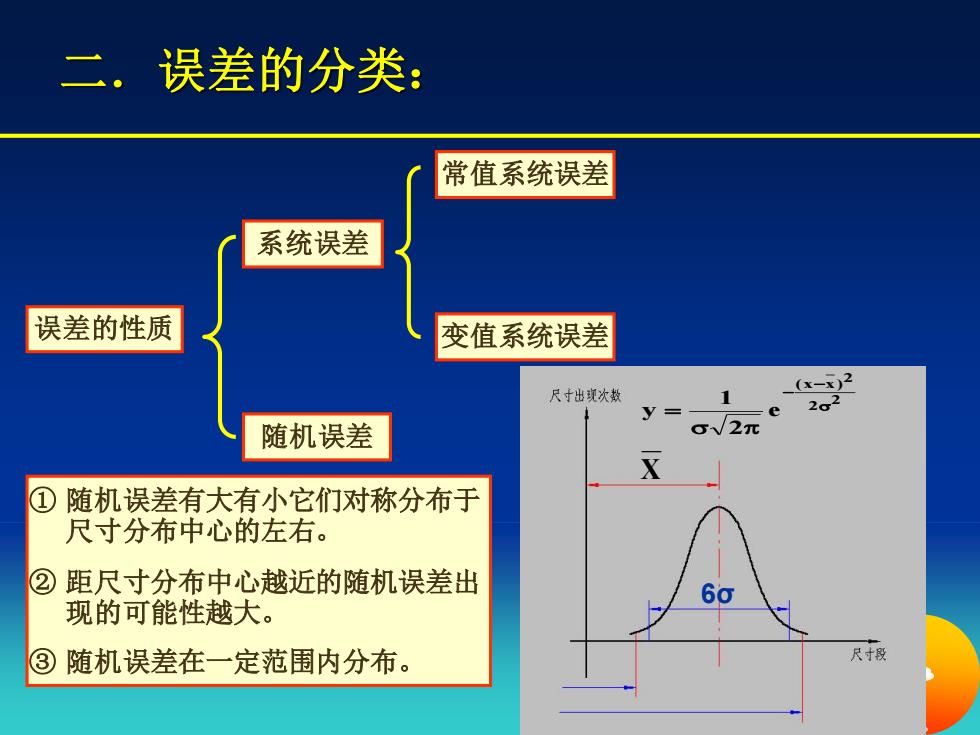
二. 误差的分类:常值系统误差系统误差误差的性质变值系统误差_(x-x)2尺寸出现次数202yeV2元随机误差x①随机误差有大有小它们对称分布于尺寸分布中心的左右。②距尺寸分布中心越近的随机误差出6g现的可能性越大。尺寸段③随机误差在一定范围内分布
二.误差的分类: 误差的性质 系统误差 常值系统误差 变值系统误差 随机误差 2 2 2 (x x) e 2 1 y − − = 6σ X ① 随机误差有大有小它们对称分布于 尺寸分布中心的左右。 ② 距尺寸分布中心越近的随机误差出 现的可能性越大。 ③ 随机误差在一定范围内分布
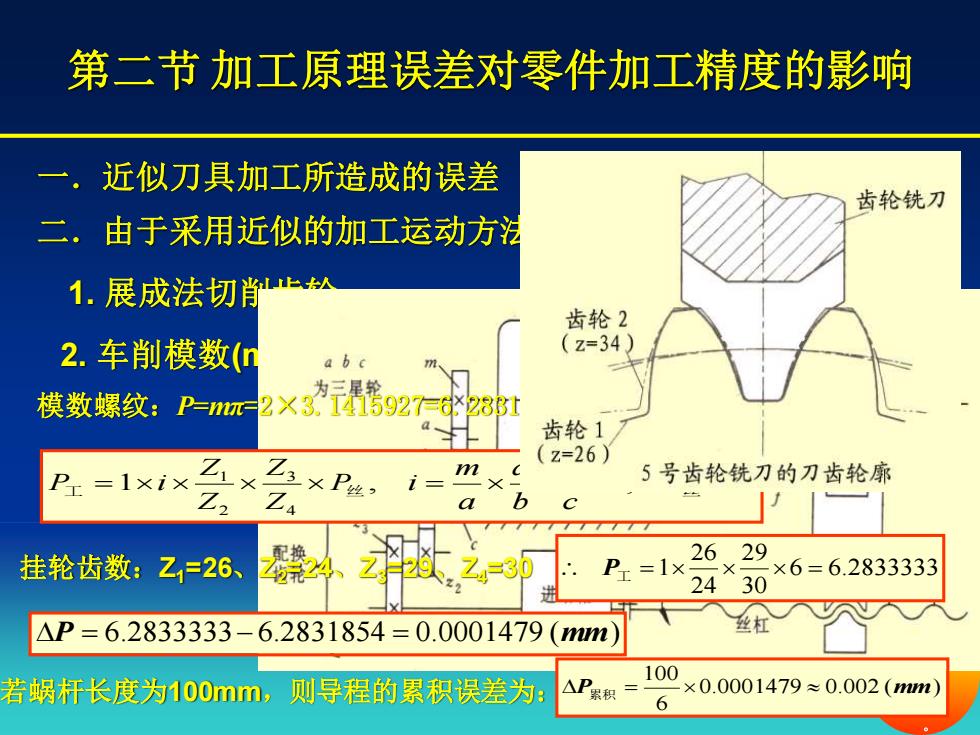
第二节加工原理误差对零件加工精度的影响近似刀具加工所造成的误差齿轮铣刀由于采用近似的加工运动方法1.展成法切肖削止齿轮2(Z=34)2.车削模数(nabc为三星轮模数螺纹:2×3.1415927-6x2831P=m元=齿轮1(Z=26)ZZ×P丝,mL5号齿轮铣刀的刀齿轮廊P=1xixXX工LbQc292629Z禁24挂轮齿数:Z,=26、Z4=30PI=1xx6=6.28333332430丝杠NP=6.2833333-6.2831854=0.0001479(mm)100△P累积x0.0001479=0.002(mm)若蜗杆长度为100mm,则导程的累积误差为:6
第二节 加工原理误差对零件加工精度的影响 一.近似刀具加工所造成的误差 二.由于采用近似的加工运动方法所造成的误差 1. 展成法切削齿轮: 2. 车削模数(m=2)螺纹: 模数螺纹:P=mπ=2×3.1415927=6.2831854 挂轮齿数:Z1=26、Z2=24、Z3=29、Z4=30 1 , 1, 6 4 3 2 1 工 = 丝 = = P丝 = c b b a a m P i Z Z Z Z P i 6 6.2833333 30 29 24 26 P工 =1 = P = 6.2833333− 6.2831854 = 0.0001479 (mm) 若蜗杆长度为100mm,则导程的累积误差为: 0.0001479 0.002 ( ) 6 100 P累积 = mm