第九章机床夹具
第九章 机床夹具
第一节夹具的基本概念拨叉夹具的组成:将工件进行定位导向元件(快换钻套)保证工件和刀具门夹紧装置拨叉夹具体定位元连接元件机床定位元件定位元件(大平面)(短V形块)机床夹
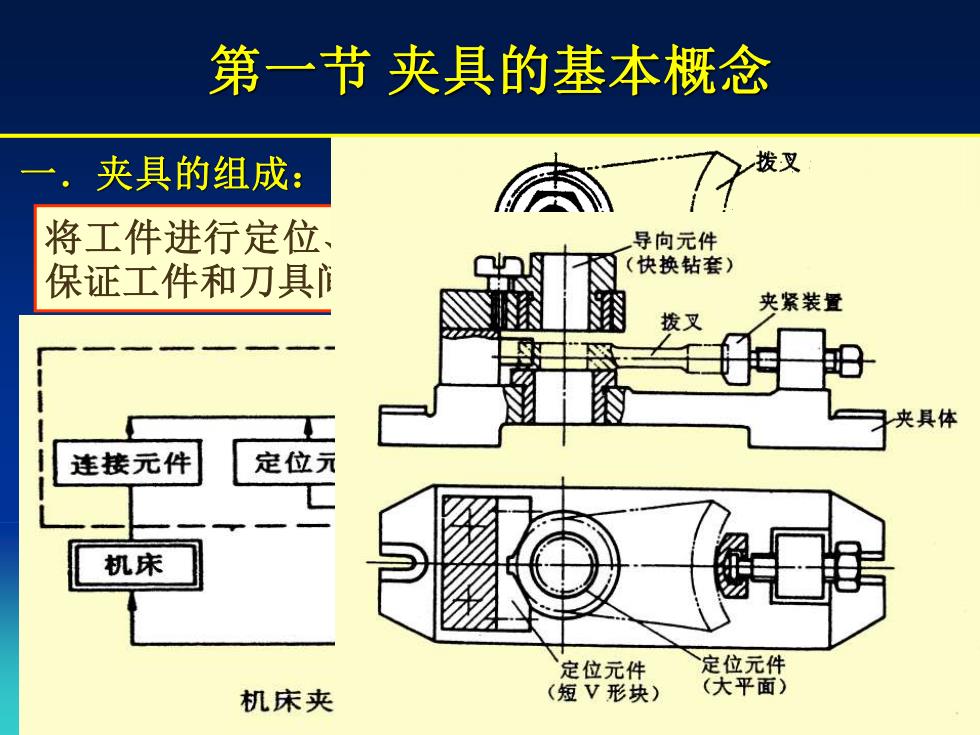
第一节 夹具的基本概念 一.夹具的组成: 将工件进行定位、夹紧,将刀具进行导向或对刀,以 保证工件和刀具间的相对位置关系的附加装置。 1. 定位元件:起定位作用,保证工件相对于夹具的位置。 2. 夹紧装置:将工件夹紧,以保持工件在加工时的既得位置。 3. 导向元件和对刀装置:保证刀具相对夹具的位置。 4. 连接元件:用来保证夹具和机床工作台之间的相对位置。 5. 夹具体:用于连接夹具各元件及装置使其成为一个整体的基 础件。 6. 其它元件:如动力装置、分度装置等

二、夹具的作用:保证加工质量:提高生产率;2减轻劳动强度;扩大机床的工艺范围
二、夹具的作用: 1. 保证加工质量; 2. 提高生产率; 3. 减轻劳动强度; 4. 扩大机床的工艺范围;
三、夹具的分类:按专业化程度分:>通用夹具:与通用机床配套。如:三爪卡盘等>专用夹具:根据某一工序专门设计。成组夹具:按照成组工艺原理设计,适用于一组零件。V组合夹具:由标准件拼接而成。随行夹具:用于自动线上,工件在夹具上由输送装置送往各机床,并在机床夹具或机床工作台上进行定位和夹紧
三、夹具的分类: 按专业化程度分: ➢ 通用夹具:与通用机床配套。如:三爪卡盘等。 ➢ 专用夹具:根据某一工序专门设计。 ➢ 成组夹具:按照成组工艺原理设计,适用于一组零件。 ➢ 组合夹具:由标准件拼接而成。 ➢ 随行夹具:用于自动线上,工件在夹具上由输送装置 送往各机床,并在机床夹具或机床工作台上进行定位 和夹紧
四、夹具的装夹误差:美1.定位误差:△p由于定位不准确造成的加工误差2.调安误差:△T-FL即:调整误差△,和安装误差△的P统称。83.过程误差:△与加工过程中一些因素有关的加工误差。如:受力变形、受热变形、磨损等。通常:△p+△T-A+△≤T工件加工误差的组成
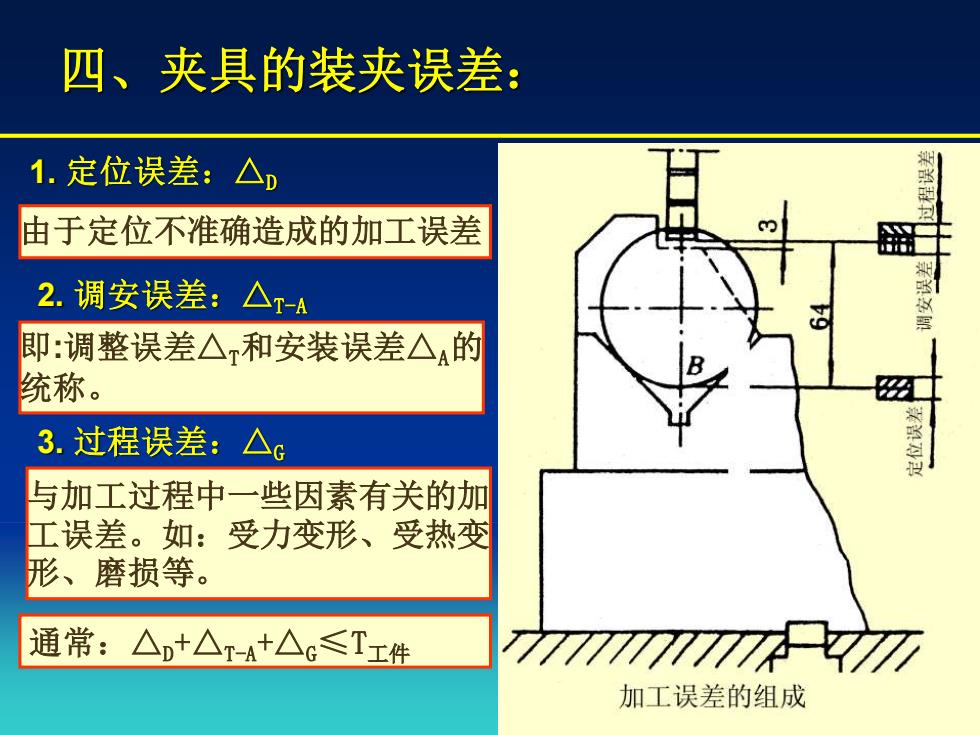
四、夹具的装夹误差: 1. 定位误差:△D 由于定位不准确造成的加工误差 2. 调安误差:△T-A 即:调整误差△T和安装误差△A的 统称。 3. 过程误差:△G 与加工过程中一些因素有关的加 工误差。如:受力变形、受热变 形、磨损等。 通常:△D+△T-A+△G≤T工件