第三节钻床、床及孔加工刀具钻床的运动:主运动:钻头的旋转进给运动:钻头的直线移动钻孔
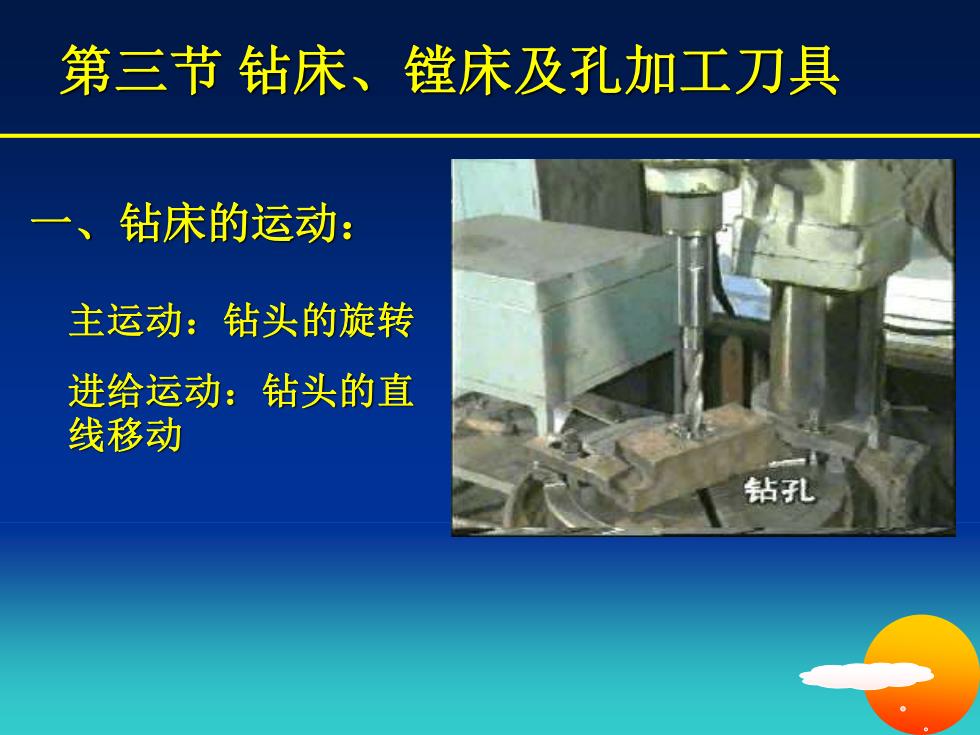
第三节 钻床、镗床及孔加工刀具 一、钻床的运动: 主运动:钻头的旋转 进给运动:钻头的直 线移动
钻削的特点:二、麻花钻结构:1主后刀主切削刃横刃主切削刃面主后刀面主切削刃U副切削刃前刀面门面副切削刃副后刀面(棱边)
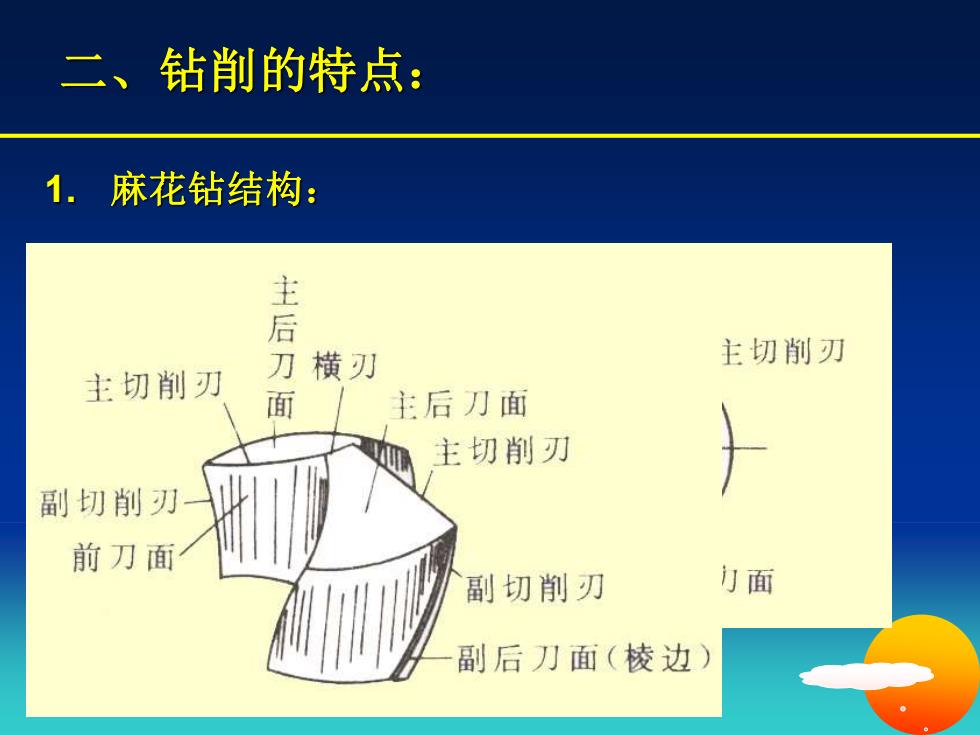
二、钻削的特点: 1. 麻花钻结构:
钻削的特点:2“三差一大”。刚性差:两个大而深的排屑槽使刚性一导向性差:导向棱少且窄切削条件差:排屑困难,不易散热。轴向力大:由于横刃的存在,产生较大的轴向力。属于粗加工工序:经济精度:IT13~IT11,Ra25~12.5
2. 钻削的特点: ① “三差一大”。 ➢ 刚性差:两个大而深的排屑槽使刚性↙↙。 ➢ 导向性差:导向棱少且窄。 ➢ 切削条件差:排屑困难,不易散热。 ➢ 轴向力大:由于横刃的存在,产生较大的轴向力。 ② 属于粗加工工序: 经济精度:IT13~IT11,Ra25~12.5
三、钻床的加工方法:铰孔:对已有孔进行精加工的方法加工的方法。经济精度:IT9~IT7,Ra1.6~0.4。16.3~3.2。余量小:粗铰:0.12~0.35mm1/8。精铰:0.05~0.15mm切速低:V=0.025~0.16m/sN扩孔钻孔铰孔玫螺纹钻埋头孔刮平面
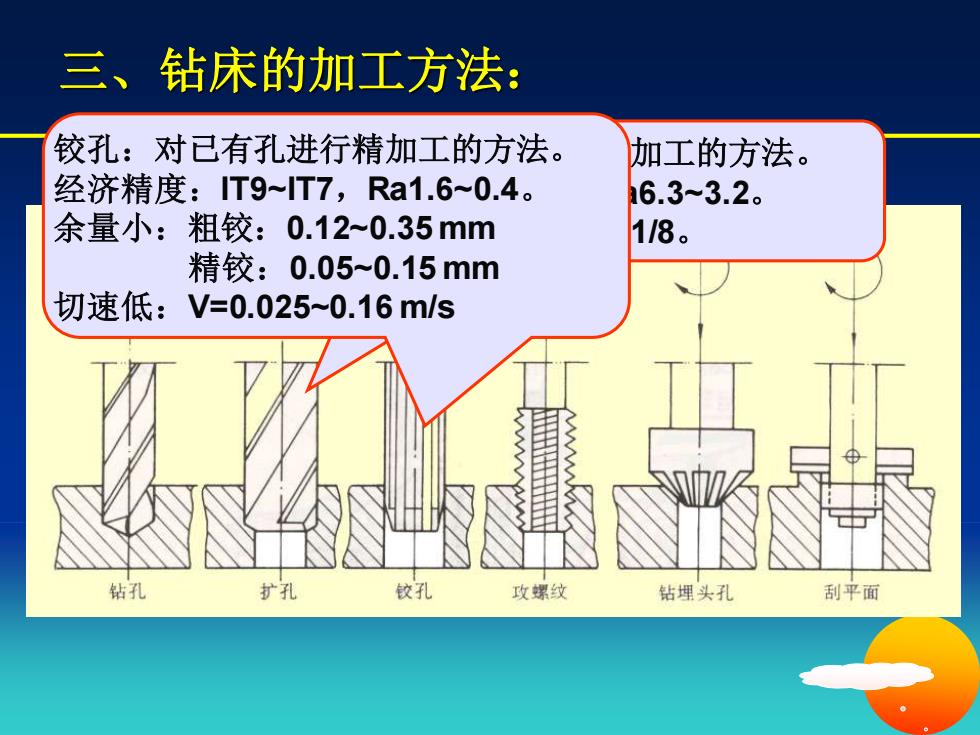
三、钻床的加工方法: 扩孔:对已有孔进行扩大加工的方法。 经济精度:IT10~IT9,Ra6.3~3.2。 扩孔余量:一般为孔径的1/8。 铰孔:对已有孔进行精加工的方法。 经济精度:IT9~IT7,Ra1.6~0.4。 余量小:粗铰:0.12~0.35 mm 精铰:0.05~0.15 mm 切速低:V=0.025~0.16 m/s
四、钻床的类型:台式钻床:(D<12mm立式钻床:摇臂钻床:10
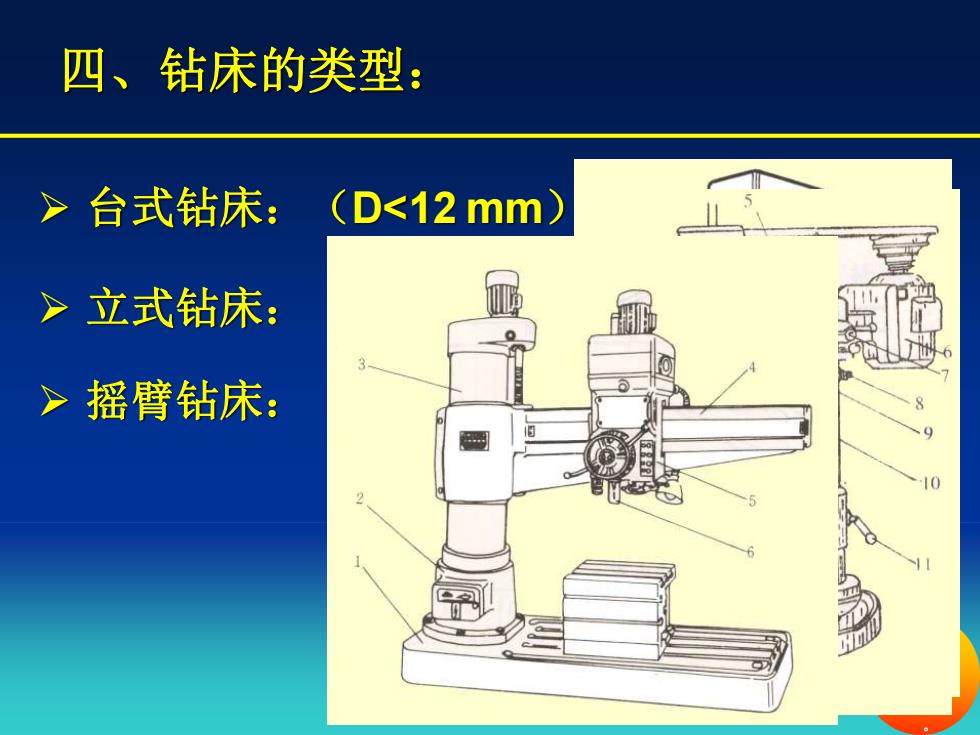
四、钻床的类型: ➢ 台式钻床:(D<12 mm) ➢ 立式钻床: ➢ 摇臂钻床: