机械制造工艺学讲义因此,对中、小批生产主要零件用加工中心:中型零件用数控机床、流水线或非强制节拍的自动线;小型零件则视情况不同,可用各种自动机及简易程控机床为最经济。1.自动机和简易程控机床加工。小型零件如数量较大,可用专用的自动机或通用的自动机加工。2.数控机床加工数控机床上更换加工对象时,只需另行编制NC加工程序,机床调整简单,明显减少了准备终结时间和辅助时间,缩短了生产周期。因此非常适宜于小批量、周期短、改型频繁、形状复杂以及精度要求高的中小型零件加工。3.加工中心机床加工这种机床一般就是多工序可自动换刀的立式铣床。可完成钻、扩、铰、螳、铣和攻丝等复杂零件所有各面(除底面外)的加工。把许多相关工序集中在一起,形成了以一个工件为中心的多工序自动加工机床,它本身就相当于一条自动生产线。S6工艺方案的技术经济分析一个零件的机械加工工艺过程,往往可以拟定出几个不同的方案,这些方案都能满足该零件的技术要求。但是它们的经济性是不同的,因此要进行经济分析比较,选择一个在给定的生产条件下最为经济的方案。对工艺方案进行经济分析时,通常采用如下两种方法。其一是对同一加工对象的几种工艺方案进行比较;其二是计算一些技术经济指标,再加以分析。一、工艺方案的比较经济分析就是比较不同方案的生产成本的多少。生产成本最少的方案就是最经济的方案。生产成本一一是制造一个零件或一台产品所必需的一切费用的总和。工艺成本一一与工艺过程直接有关的生产费用。工艺成本(可变费用1不变费用表3上列出了零件生产成本的组成情况。可变费用V一一(材料费、通用机床折旧费等)是与年产量有关并与之成正比例的费用,用表示;不变费用C一(专用机床折旧费等)是与年产量的变化没有直接关系的费用。由于设备的折旧年限(或年折旧费用)是确定的,因此专用机床的全年费用不随年产量变化。石河子大学机械电气工程学院22
机械制造工艺学讲义 石河子大学机械电气工程学院 22 因此,对中、小批生产主要零件用加工中心;中型零件用数控机床、流水线 或非强制节拍的自动线;小型零件则视情况不同,可用各种自动机及简易程控机 床为最经济。 1.自动机和简易程控机床加工。 小型零件如数量较大,可用专用的自动机或通用的自动机加工。 2.数控机床加工 数控机床上更换加工对象时,只需另行编制 NC 加工程序,机床调整简单, 明显减少了准备终结时间和辅助时间,缩短了生产周期。因此非常适宜于小批量、 周期短、改型频繁、形状复杂以及精度要求高的中小型零件加工。 3.加工中心机床加工 这种机床一般就是多工序可自动换刀的立式镗铣床。可完成钻、扩、铰、螳、 铣和攻丝等复杂零件所有各面(除底面外)的加工。把许多相关工序集中在一起, 形成了以一个工件为中心的多工序自动加工机床,它本身就相当于一条自动生产 线。 §6 工艺方案的技术经济分析 一个零件的机械加工工艺过程,往往可以拟定出几个不同的方案,这些方案 都能满足该零件的技术要求。但是它们的经济性是不同的,因此要进行经济分析 比较,选择一个在给定的生产条件下最为经济的方案。 对工艺方案进行经济分析时,通常采用如下两种方法。其一是对同一加工对 象的几种工艺方案进行比较;其二是计算一些技术经济指标,再加以分析。 一、工艺方案的比较 经济分析就是比较不同方案的生产成本的多少。生产成本最少的方案就是最 经济的方案。 生产成本——是制造一个零件或一台产品所必需的一切费用的总和。 工艺成本——与工艺过程直接有关的生产费用。 工艺成本 可变费用 不变费用 表 3 上列出了零件生产成本的组成情况。 可变费用 V——(材料费、通用机床折旧费等)是与年产量有关并与之成正比 例的费用,用表示; 不变费用 Cn——(专用机床折旧费等)是与年产量的变化没有直接关系的费 用。 由于设备的折旧年限(或年折旧费用)是确定的,因此专用机床的全年费用 不随年产量变化
机械制造工艺学讲义零件(或工序)的全年工艺成本S.为表3-3零件生产成本的组成每件材料件S-每件机床工.人工资S每件机床丝持业S.全年可变费用S——每件通用机,除折旧费每件月具维持费及通用汀且折旧费全年工艺Ss『成本s.年件来具维持货及通用来具折旧费S一调整工人工资S,专用礼床折旧册Sa全年零全年不变微用C专用刀具折旧费S件木专后又具折旧费行政、总务人员的工资及办公资用厂房推持及折旧势用北它费用一照明、取酸、超风、本欢L运输用注:有些费用是随生产批面变化的,如调魅费、用千连制品占用资金等,在一般情说下不子单负,注:有些费用是随生产批量而变化的,如调整费、用于在制品占用资金等,在一般情况下不予单例。S,=VN+C.式中V一一每零件的可变费用(元/件)N一零件的年生产纲领(件)C一一全年的不变费用(元)单个零件(或单个工序)的工艺成本S.应为S.=V+C,/N根据以上两式就可以进行不同工艺方案的经济分析比较,如有三个不同的工艺方案,它们的全年工艺成本为Sn,=V, · N+CnlSm2=V2 · N+Cn2Sma=V · N+Cn3N由于全年工艺成本S.与年产量語.s.t的S成线性正比关系,可以作出如图16年图形。在图中对第一方案来说,当SarathNSECo+NtT用产量N超过Ni时,就需增加一套专用机床和专用工艺装备,因此不变费31某C就要增加一倍。同样当N再增到MNMN图一值时,C.还要增加。这种关系在上表现为折线。图16比较三个工艺方案的经济分析的图解法石河子大学机械电气工程学院23
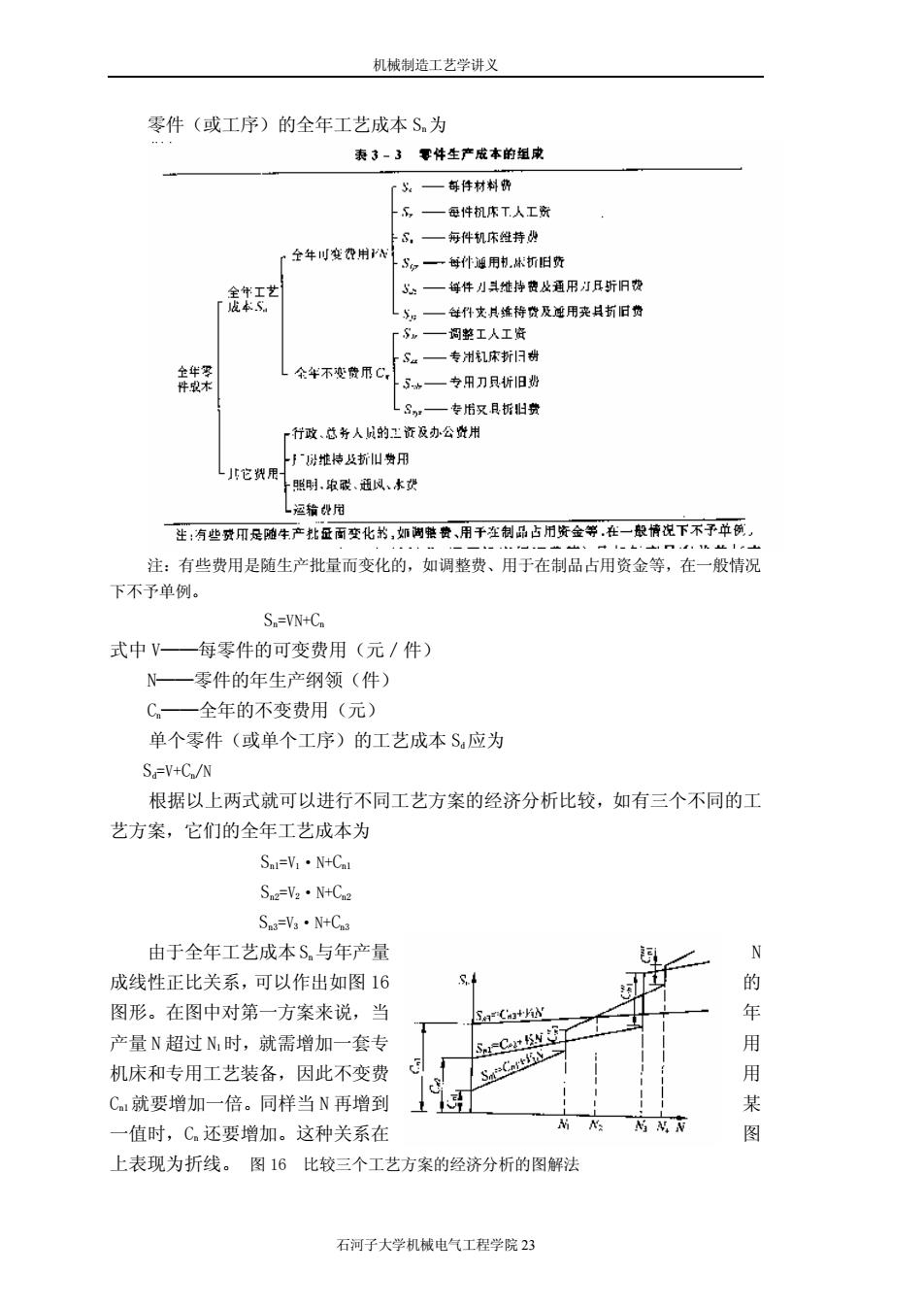
机械制造工艺学讲义 石河子大学机械电气工程学院 23 零件(或工序)的全年工艺成本 Sn为 注:有些费用是随生产批量而变化的,如调整费、用于在制品占用资金等,在一般情况 下不予单例。 Sn=VN+Cn 式中 V——每零件的可变费用(元/件) N——零件的年生产纲领(件) Cn——全年的不变费用(元) 单个零件(或单个工序)的工艺成本 Sd应为 Sd=V+Cn/N 根据以上两式就可以进行不同工艺方案的经济分析比较,如有三个不同的工 艺方案,它们的全年工艺成本为 Sn1=V1·N+Cn1 Sn2=V2·N+Cn2 Sn3=V3·N+Cn3 由于全年工艺成本Sn与年产量 N 成线性正比关系,可以作出如图 16 的 图形。在图中对第一方案来说,当 年 产量 N 超过 N1时,就需增加一套专 用 机床和专用工艺装备,因此不变费 用 Cn1就要增加一倍。同样当 N 再增到 某 一值时,Cn 还要增加。这种关系在 图 上表现为折线。 图 16 比较三个工艺方案的经济分析的图解法
机械制造工艺学讲义现在就可以根据该图对这三种不同的工艺方案进行经济分析比较。当年产量从零到Ni时第一种方案经济:从N.到N3时第二种NI方案经济:超过N时则第三种方案经济。如果只I比较第一和第二两个方案,则Ni在零到N,和N到N范围内第一方案经济,除此以外第二方案经济。III当工件的复杂程度增加时,例如具有复杂曲面的成工件复杂程度型零件,则不论年产量多少,采用数控机床加工在经济上都是合理的,如图17所示。当然,在同一I一通用机床Ⅱ一数控机床Ⅲ一专用机床用途的各种数控机床之间,仍然需要进行经济评比。图17工件复杂程度87机械加工工艺规程制订及举例一、制订机械加工工艺规程的基本要求制订机械加工工艺规程的基本要求,是在保证产品质量前提下,能尽量提高劳动生产率和降低成本。即优质、高产、低消耗。由于工艺规程是直接指导生产和操作的重要技术文件,所以工艺规程还应正确、完整、统一和清晰。所用术语、符号、计量单位、编号都要符合相应标准。二、机械加工工艺规程的制订原则制订机械加工工艺规程应遵循如下原则:1)必须可靠地保证零件图上技术要求的实现。2)在规定的生产纲领和生产批量下,一般要求工艺成本最低。3)充分利用现有生产条件,少花钱、多办事。4)尽量减轻工人的劳动强度,保障生产安全、创造良好、文明的劳动条件。三、制订机械加工工艺规程的内容和步骤1.对零件进行工艺分析在对零件的加工工艺规程进行制订之前,应首先对零件进行工艺分析。其主要内容包括:1)分析零件的作用及零件图上的技术要求。2)分析零件主要加工表面的尺寸、形状及位置精度、表面粗糙度以及设计基准等;3)分析零件的材质、热处理及机械加工的工艺性。2.确定毛坏毛坏的选择主要应以生产类型来决定。石河子大学机械电气工程学院24
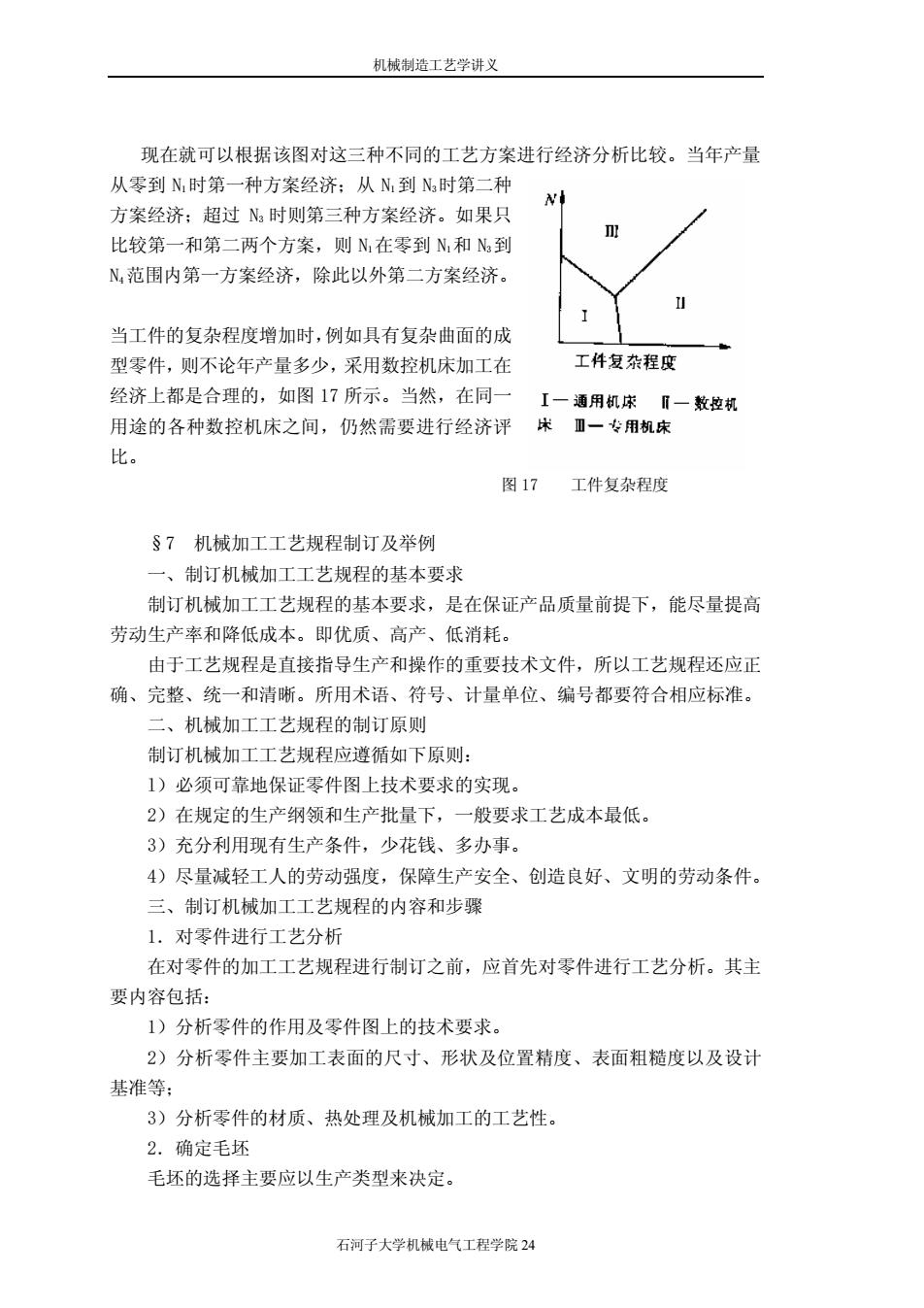
机械制造工艺学讲义 石河子大学机械电气工程学院 24 现在就可以根据该图对这三种不同的工艺方案进行经济分析比较。当年产量 从零到 N1时第一种方案经济;从 N1到 N3时第二种 方案经济;超过 N3 时则第三种方案经济。如果只 比较第一和第二两个方案,则 N1在零到 N1和 N3到 N4范围内第一方案经济,除此以外第二方案经济。 当工件的复杂程度增加时,例如具有复杂曲面的成 型零件,则不论年产量多少,采用数控机床加工在 经济上都是合理的,如图 17 所示。当然,在同一 用途的各种数控机床之间,仍然需要进行经济评 比。 图 17 工件复杂程度 §7 机械加工工艺规程制订及举例 一、制订机械加工工艺规程的基本要求 制订机械加工工艺规程的基本要求,是在保证产品质量前提下,能尽量提高 劳动生产率和降低成本。即优质、高产、低消耗。 由于工艺规程是直接指导生产和操作的重要技术文件,所以工艺规程还应正 确、完整、统一和清晰。所用术语、符号、计量单位、编号都要符合相应标准。 二、机械加工工艺规程的制订原则 制订机械加工工艺规程应遵循如下原则: l)必须可靠地保证零件图上技术要求的实现。 2)在规定的生产纲领和生产批量下,一般要求工艺成本最低。 3)充分利用现有生产条件,少花钱、多办事。 4)尽量减轻工人的劳动强度,保障生产安全、创造良好、文明的劳动条件。 三、制订机械加工工艺规程的内容和步骤 1.对零件进行工艺分析 在对零件的加工工艺规程进行制订之前,应首先对零件进行工艺分析。其主 要内容包括: 1)分析零件的作用及零件图上的技术要求。 2)分析零件主要加工表面的尺寸、形状及位置精度、表面粗糙度以及设计 基准等; 3)分析零件的材质、热处理及机械加工的工艺性。 2.确定毛坯 毛坯的选择主要应以生产类型来决定
机械制造工艺学讲义应以生产批量的大小、零件的复杂程度在工表面及非加工表面的技术要求等几方面综合考虑。正确选择毛坏的制造方式,可以使整个工艺过程更加经济合理。3制订零件的机械加工工艺路线1)制订工艺路线。在对零件进行分析的基础上,制订零件的工艺路线和划分粗、精加工阶段。对于比较复杂的零件,可以先考虑几个方案,分析比较后,再从中选择比较合理的加工方案。2)选择定位基准,进行必要的工序尺寸计算。根据粗、精基准选择原则合理选定各工序的定位基准。当某工序的定位基准与设计基准不相符时,需对它的工序尺寸进行计算。3)确定工序集中与分散的程度,合理安排各表面的加工顺序。4)确定各工序的加工余量和工序尺寸及其公差。5)选择机床及工、夹、量、刃具。机械设备的选用应当既保证加工质量、又要经济合理。在成批生产条件下,一般应采用通用机床和专用工夹具。6)确定各主要工序的技术要求及检验方法。7)确定各工序的切削用量和时间定额。单件小批量生产厂,切削用量多由操作者自行决定,机械加工工艺过程卡片中一般不作明确规定。在中批,特别是在大批量生产厂,则要求必须规定切削用量,并不得随意改动。8)填写工艺文件四、制订机械加工工艺规程举例清杂711n72-012936F15菜64±01ty3511SFES13R3L26.3427.14R8-8-M5I驰丹配8P办44.2"15TM6约速20S9102试礼12深!石河子大学机械电气工程学院25
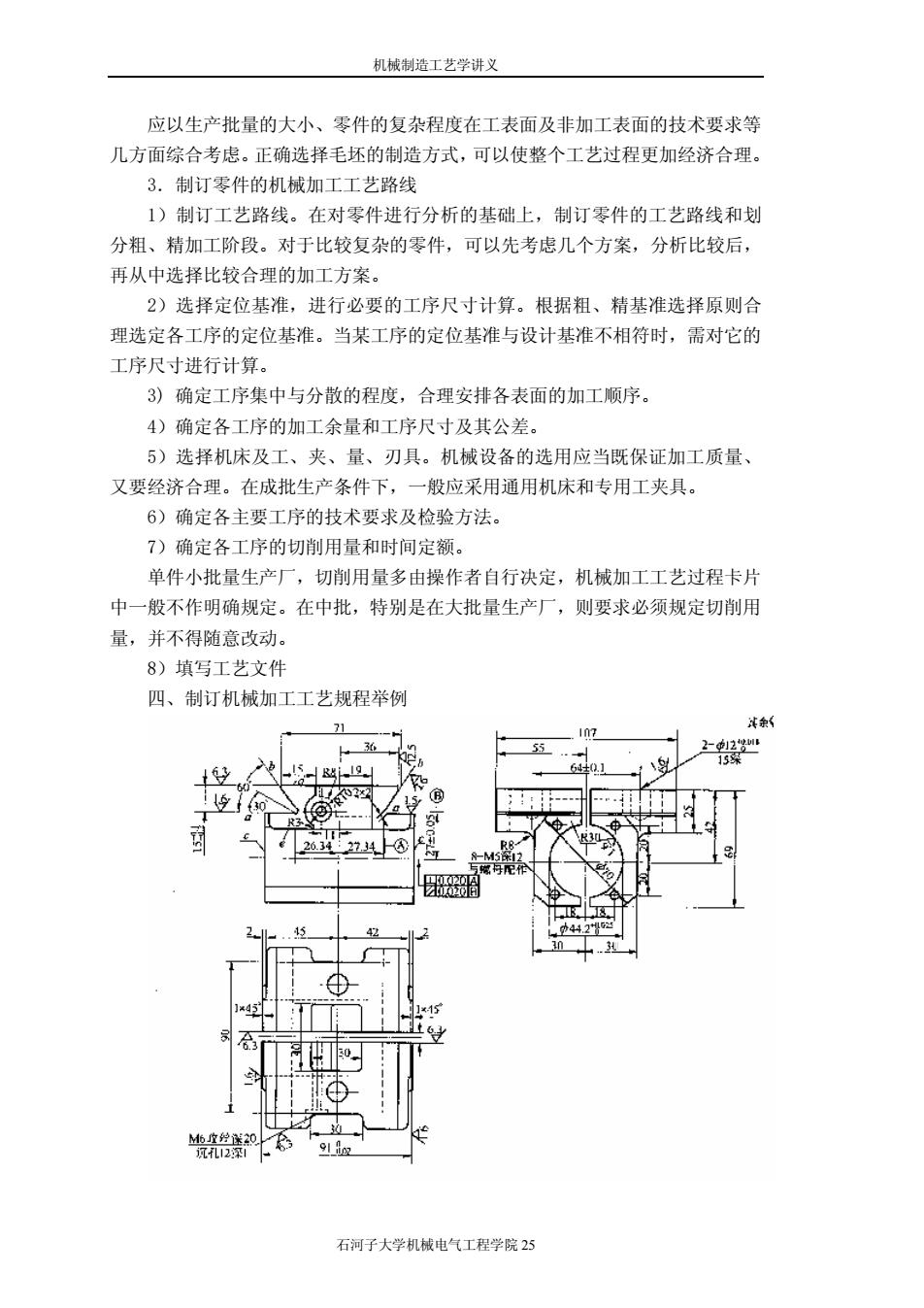
机械制造工艺学讲义 石河子大学机械电气工程学院 25 应以生产批量的大小、零件的复杂程度在工表面及非加工表面的技术要求等 几方面综合考虑。正确选择毛坯的制造方式,可以使整个工艺过程更加经济合理。 3.制订零件的机械加工工艺路线 1)制订工艺路线。在对零件进行分析的基础上,制订零件的工艺路线和划 分粗、精加工阶段。对于比较复杂的零件,可以先考虑几个方案,分析比较后, 再从中选择比较合理的加工方案。 2)选择定位基准,进行必要的工序尺寸计算。根据粗、精基准选择原则合 理选定各工序的定位基准。当某工序的定位基准与设计基准不相符时,需对它的 工序尺寸进行计算。 3) 确定工序集中与分散的程度,合理安排各表面的加工顺序。 4)确定各工序的加工余量和工序尺寸及其公差。 5)选择机床及工、夹、量、刃具。机械设备的选用应当既保证加工质量、 又要经济合理。在成批生产条件下,一般应采用通用机床和专用工夹具。 6)确定各主要工序的技术要求及检验方法。 7)确定各工序的切削用量和时间定额。 单件小批量生产厂,切削用量多由操作者自行决定,机械加工工艺过程卡片 中一般不作明确规定。在中批,特别是在大批量生产厂,则要求必须规定切削用 量,并不得随意改动。 8)填写工艺文件 四、制订机械加工工艺规程举例
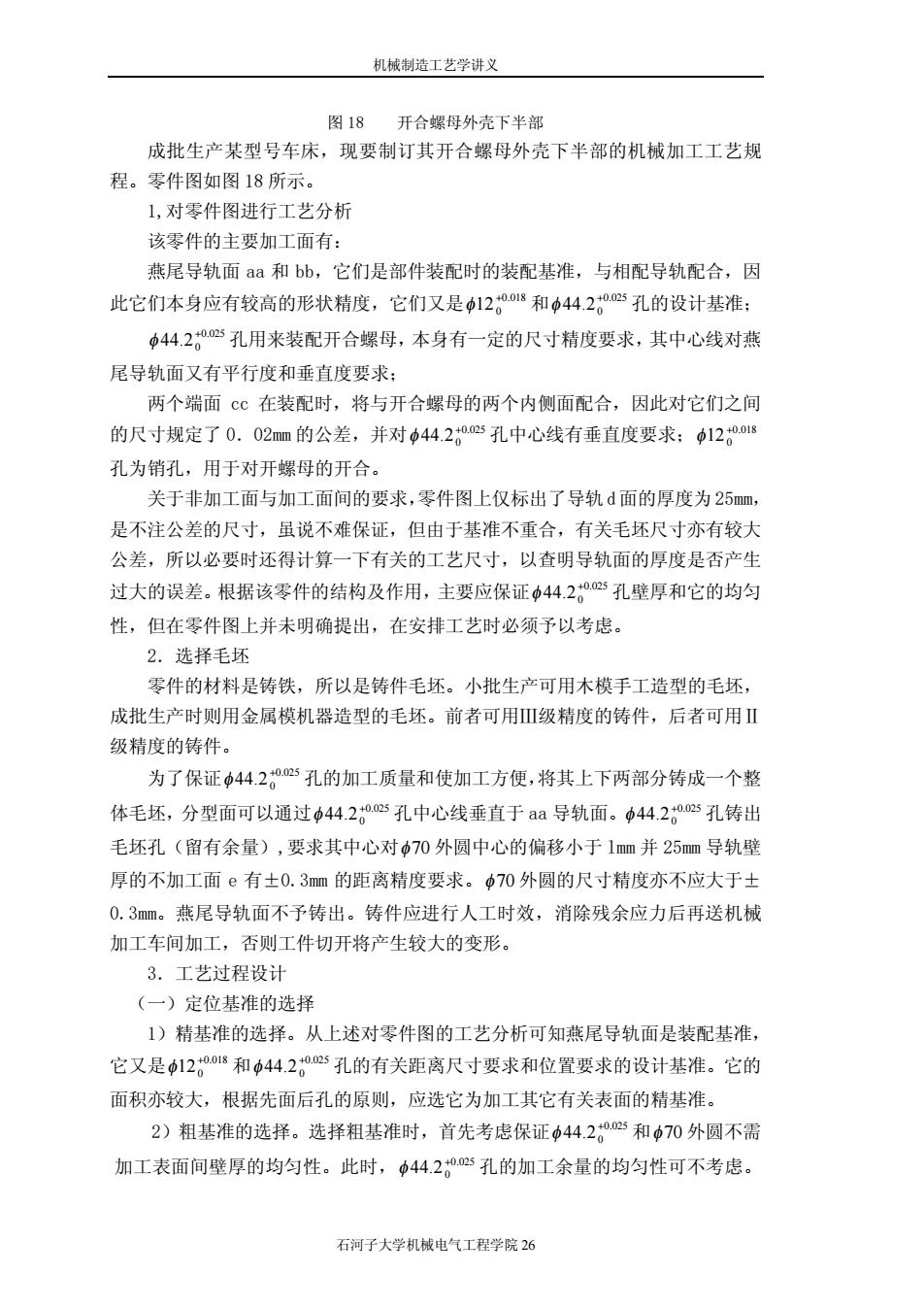
机械制造工艺学讲义图18开合螺母外壳下半部成批生产某型号车床,现要制订其开合螺母外壳下半部的机械加工工艺规程。零件图如图18所示。1,对零件图进行工艺分析该零件的主要加工面有:燕尾导轨面aa和bb,它们是部件装配时的装配基准,与相配导轨配合,因此它们本身应有较高的形状精度,它们又是Φ12±0.018和Φ44.2±0.025孔的设计基准;Φ44.2+0.025孔用来装配开合螺母,本身有一定的尺寸精度要求,其中心线对燕尾导轨面又有平行度和垂直度要求:两个端面cc在装配时,将与开合螺母的两个内侧面配合,因此对它们之间的尺寸规定了0.02mm的公差,并对Φ44.2+0.025孔中心线有垂直度要求;Φ12t0.018孔为销孔,用于对开螺母的开合。关于非加工面与加工面间的要求,零件图上仅标出了导轨d面的厚度为25mm,是不注公差的尺寸,虽说不难保证,但由于基准不重合,有关毛坏尺寸亦有较大公差,所以必要时还得计算一下有关的工艺尺寸,以查明导轨面的厚度是否产生过大的误差。根据该零件的结构及作用,主要应保证Φ44.2+0.025孔壁厚和它的均匀性,但在零件图上并未明确提出,在安排工艺时必须予以考虑。2.选择毛坏零件的材料是铸铁,所以是铸件毛坏。小批生产可用木模手工造型的毛坏,成批生产时则用金属模机器造型的手坏。前者可用Ⅲ级精度的铸件,后者可用级精度的铸件。为了保证Φ44.20.025孔的加工质量和使加工方便,将其上下两部分铸成一个整体毛坏,分型面可以通过Φ44.2±0.025孔中心线垂直于aa导轨面。Φ44.2+0.025孔铸出毛坏孔(留有余量),要求其中心对Φ70外圆中心的偏移小于1mm并25mm导轨壁厚的不加工面e有土0.3mm的距离精度要求。Φ70外圆的尺寸精度亦不应大于土0.3mm。燕尾导轨面不予铸出。铸件应进行人工时效,消除残余应力后再送机械加工车间加工,否则工件切开将产生较大的变形。3.工艺过程设计(一)定位基准的选择1)精基准的选择。从上述对零件图的工艺分析可知燕尾导轨面是装配基准它又是$12+0.018和Φ44.20.025孔的有关距离尺寸要求和位置要求的设计基准。它的面积亦较大,根据先面后孔的原则,应选它为加工其它有关表面的精基准。2)粗基准的选择。选择粗基准时,首先考虑保证Φ44.2+0.025和Φ70外圆不需加工表面间壁厚的均匀性。此时,Φ44.2t0.025孔的加工余量的均匀性可不考虑。石河子大学机械电气工程学院26
机械制造工艺学讲义 石河子大学机械电气工程学院 26 图 18 开合螺母外壳下半部 成批生产某型号车床,现要制订其开合螺母外壳下半部的机械加工工艺规 程。零件图如图 18 所示。 1,对零件图进行工艺分析 该零件的主要加工面有: 燕尾导轨面 aa 和 bb,它们是部件装配时的装配基准,与相配导轨配合,因 此它们本身应有较高的形状精度,它们又是 0.018 0 12 + f 和 0.025 0 44.2 + f 孔的设计基准; 0.025 0 44.2 + f 孔用来装配开合螺母,本身有一定的尺寸精度要求,其中心线对燕 尾导轨面又有平行度和垂直度要求; 两个端面 cc 在装配时,将与开合螺母的两个内侧面配合,因此对它们之间 的尺寸规定了 0.02mm 的公差,并对 0.025 0 44.2 + f 孔中心线有垂直度要求; 0.018 0 12 + f 孔为销孔,用于对开螺母的开合。 关于非加工面与加工面间的要求,零件图上仅标出了导轨d面的厚度为25mm, 是不注公差的尺寸,虽说不难保证,但由于基准不重合,有关毛坯尺寸亦有较大 公差,所以必要时还得计算一下有关的工艺尺寸,以查明导轨面的厚度是否产生 过大的误差。根据该零件的结构及作用,主要应保证 0.025 0 44.2 + f 孔壁厚和它的均匀 性,但在零件图上并未明确提出,在安排工艺时必须予以考虑。 2.选择毛坯 零件的材料是铸铁,所以是铸件毛坯。小批生产可用木模手工造型的毛坯, 成批生产时则用金属模机器造型的毛坯。前者可用Ⅲ级精度的铸件,后者可用Ⅱ 级精度的铸件。 为了保证 0.025 0 44.2 + f 孔的加工质量和使加工方便,将其上下两部分铸成一个整 体毛坯,分型面可以通过 0.025 0 44.2 + f 孔中心线垂直于 aa 导轨面。 0.025 0 44.2 + f 孔铸出 毛坯孔(留有余量),要求其中心对f70 外圆中心的偏移小于 lmm 并 25mm 导轨壁 厚的不加工面 e 有±0.3mm 的距离精度要求。f70 外圆的尺寸精度亦不应大于± 0.3mm。燕尾导轨面不予铸出。铸件应进行人工时效,消除残余应力后再送机械 加工车间加工,否则工件切开将产生较大的变形。 3.工艺过程设计 (一)定位基准的选择 1)精基准的选择。从上述对零件图的工艺分析可知燕尾导轨面是装配基准, 它又是 0.018 0 12 + f 和 0.025 0 44.2 + f 孔的有关距离尺寸要求和位置要求的设计基准。它的 面积亦较大,根据先面后孔的原则,应选它为加工其它有关表面的精基准。 2)粗基准的选择。选择粗基准时,首先考虑保证 0.025 0 44.2 + f 和f70 外圆不需 加工表面间壁厚的均匀性。此时, 0.025 0 44.2 + f 孔的加工余量的均匀性可不考虑