五、孔加工刀具:麻花钻的改进修磨横刃:A向修磨棱边:修磨前刀面:修磨切削刃:磨出分屑槽:V
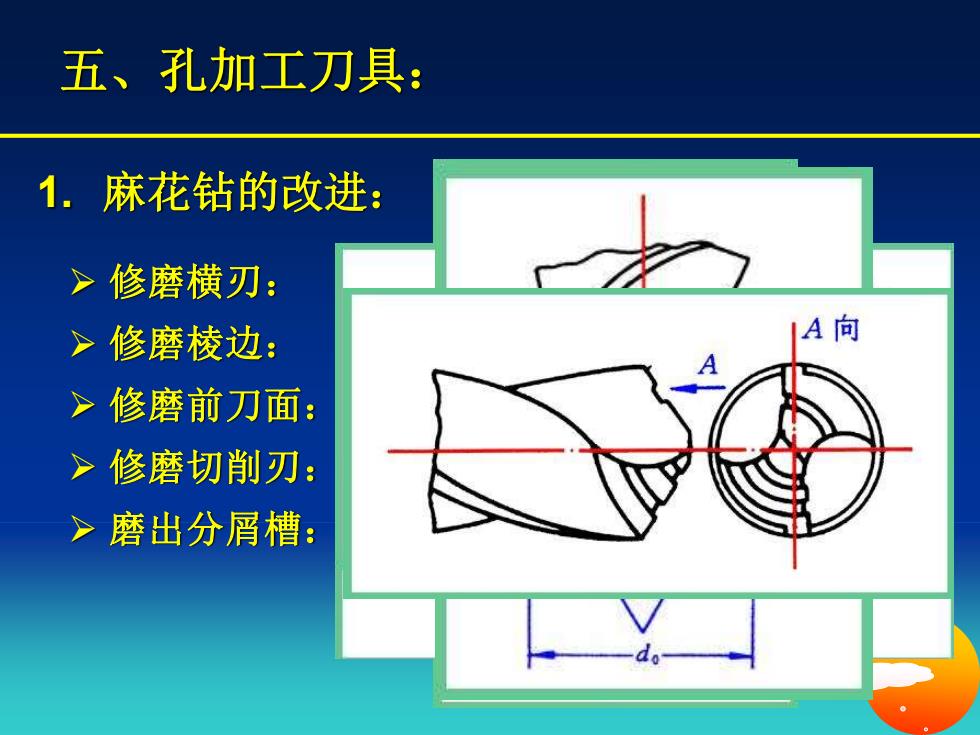
五、孔加工刀具: 1. 麻花钻的改进: ➢ 修磨横刃: ➢ 修磨棱边: ➢ 修磨前刀面: ➢ 修磨切削刃: ➢ 磨出分屑槽:
群钻:28群钻特点:A-A三尖七刃锐当先,月牙弧槽分两边。一侧外刃开屑槽横刃磨低窄又尖ABC
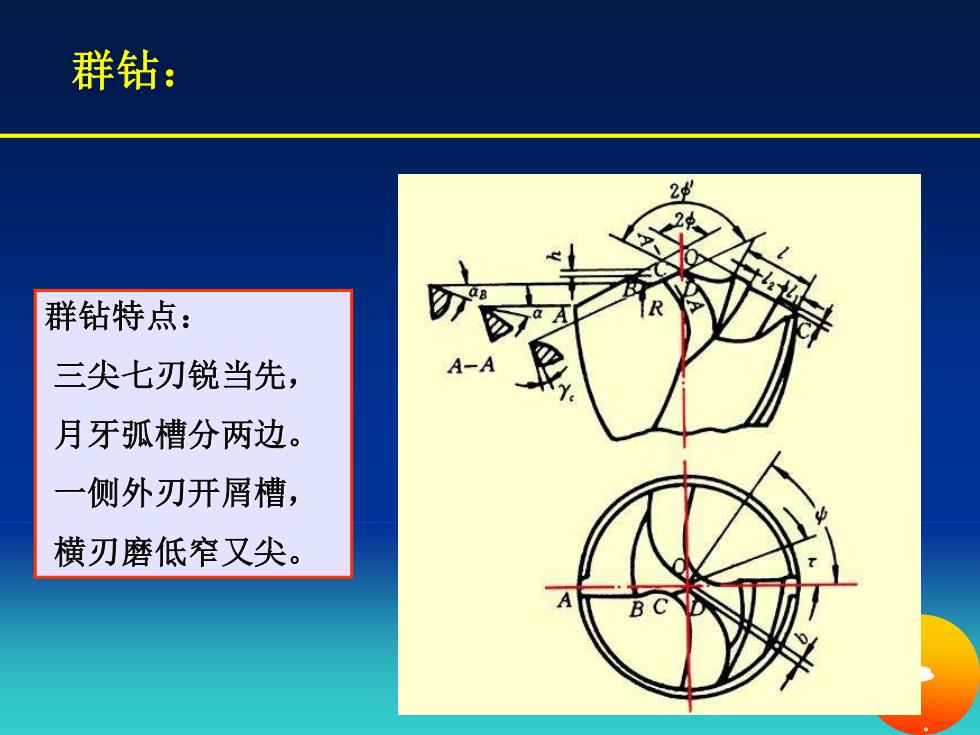
群钻: 群钻特点: 三尖七刃锐当先, 月牙弧槽分两边。 一侧外刃开屑槽, 横刃磨低窄又尖
2.扩孔钻:工作部分①3~4条切削刃及排切削部分柄部导向部分屑槽,钻芯大,刚性强K②3~4条导向棱,稳Ar定性7钻芯后面③没有横刃切削刃刀带前面扩孔钻的种类:直柄、锥柄、套式
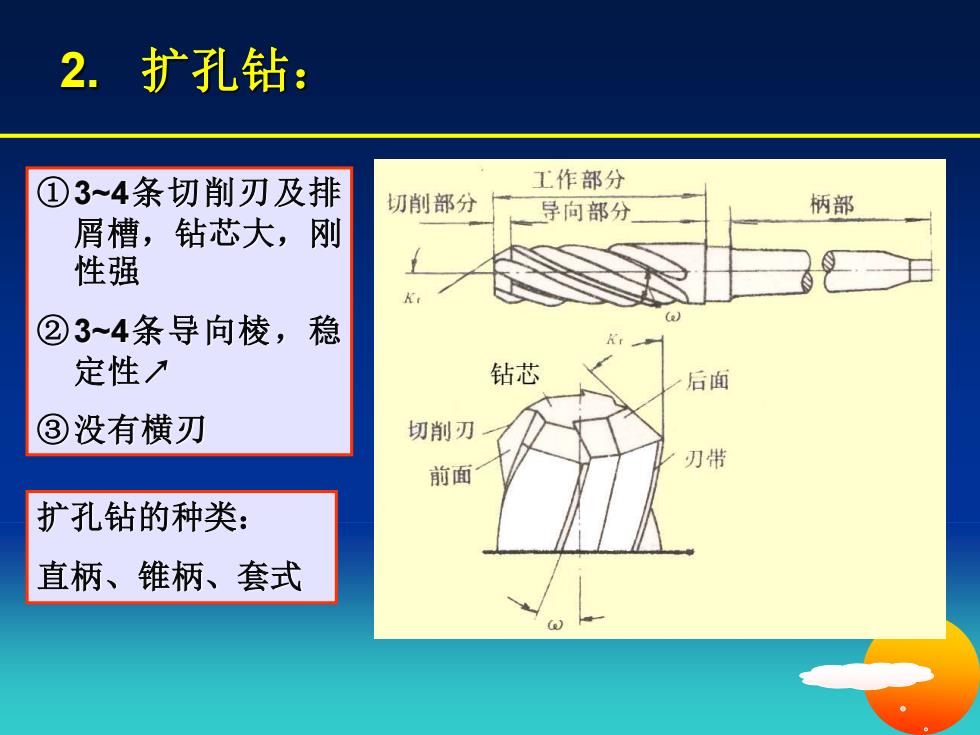
2. 扩孔钻: ①3~4条切削刃及排 屑槽,钻芯大,刚 性强 ②3~4条导向棱,稳 定性↗ ③没有横刃 扩孔钻的种类: 直柄、锥柄、套式
铰刀:3. 工作部分颈部柄部倒锥圆柱部分引导锥→校准部分切削部分一16~12个刀刃,排屑槽更浅,刚性/7。②有修光刃,可校准孔径和修光孔壁③切削条件好,切削余量小
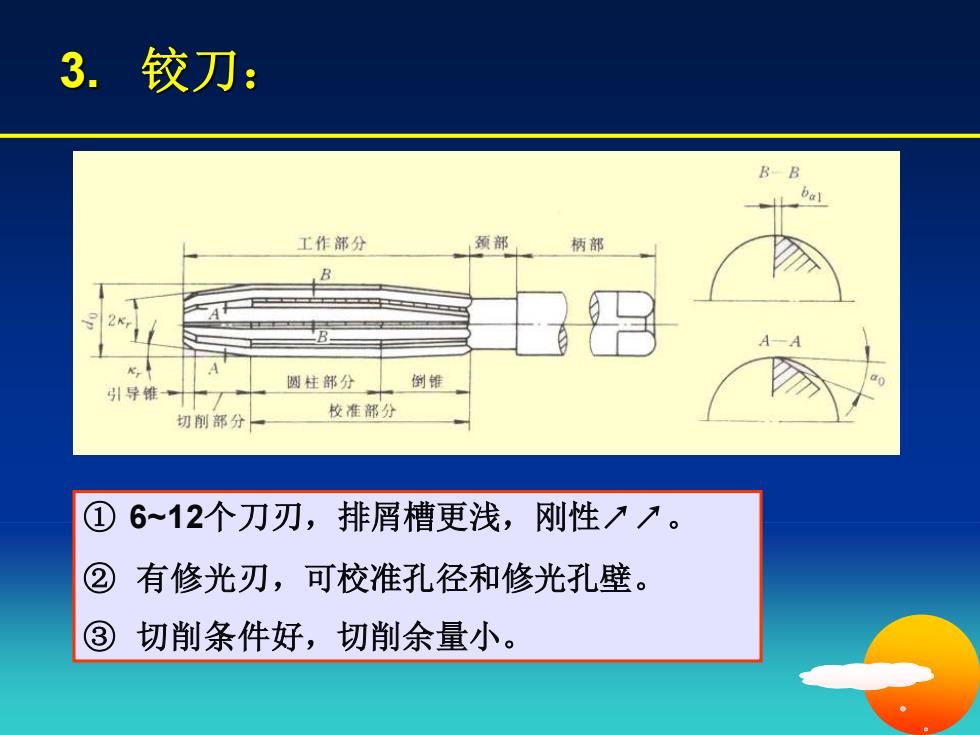
3. 铰刀: ① 6~12个刀刃,排屑槽更浅,刚性↗↗。 ② 有修光刃,可校准孔径和修光孔壁。 ③ 切削条件好,切削余量小
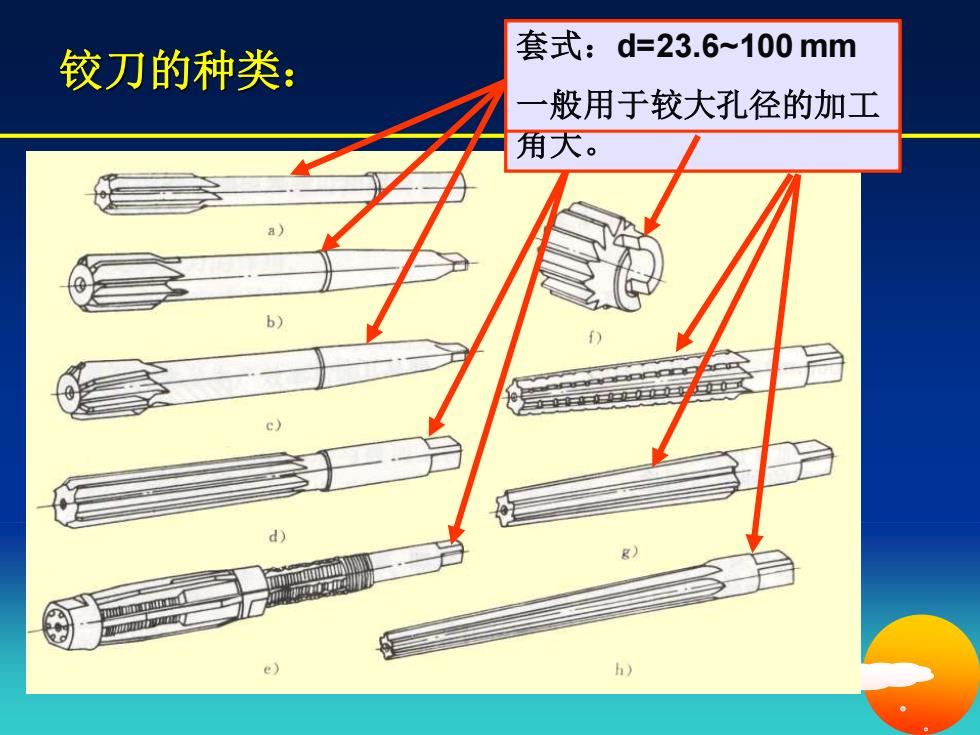
套式:d=23.6~100mm铰刀的种类:般用于较大孔径的加工角大。360E1h
铰刀的种类: 手用铰刀:d= 1 ~71 mm 特点:工作部分长 ,刃锥 角小 。 机用铰刀:d= 1 ~50 mm 特点:工作部分短 ,刃锥 角大 。 套式:d=23.6~100 mm 一般用于较大孔径的加工