
2.机床导轨误差对工件精度的影响b.水平面内直线度误差的影响P由于刀尖相对于工件回转轴线在加工表面径向方向的变化属敏感方向,故其对零件的形状精度影响很大。AR' = △yAY
2. 机床导轨误差对工件精度的影响: b. 水平面内直线度误差的影响 由于刀尖相对于工件回转轴线 在加工表面径向方向的变化属 敏感方向,故其对零件的形状 精度影响很大。 R y ' =
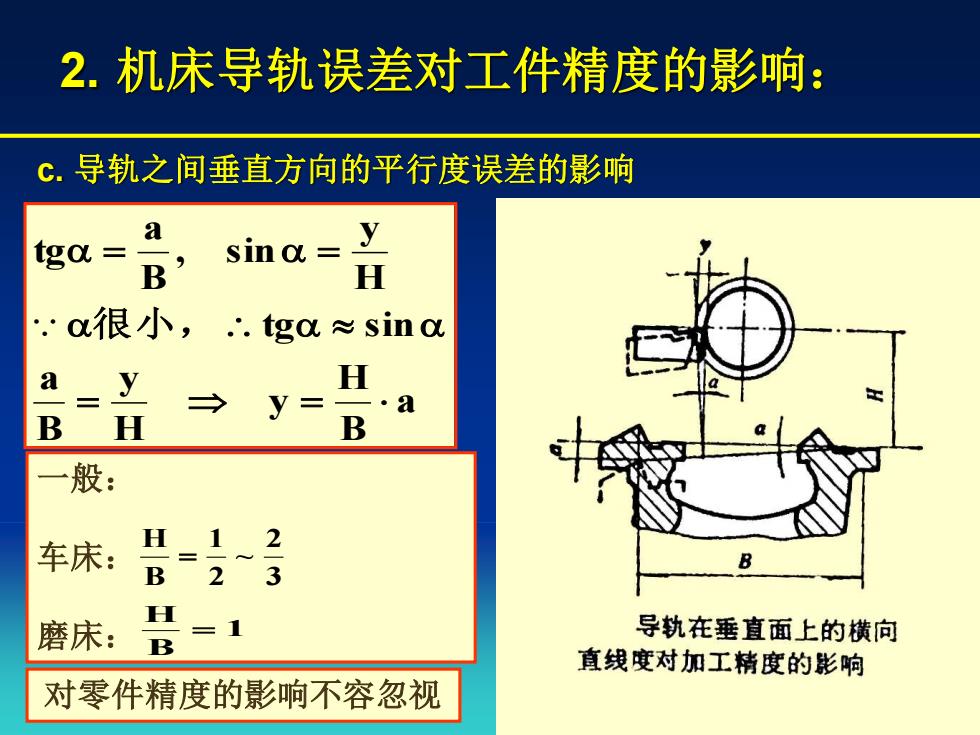
2.机床导轨误差对工件精度的影响C.导轨之间垂直方向的平行度误差的影响aysinαtgα =BH:α很小,…tgα~~sinαHayYBBH般:H1.2车床:.3B2H导轨在垂直面上的横向=1磨床:B直线度对加工精度的影响对零件精度的影响不容忽视
2. 机床导轨误差对工件精度的影响: c. 导轨之间垂直方向的平行度误差的影响 a B H y H y B a tg sin H y , sin B a tg = = = = 很小, 一般: 车床: 磨床: 3 2 ~ 2 1 B H = 1 B H = 对零件精度的影响不容忽视

3.传动链精度以车螺纹为例,说明传动链精度对工件加工精度的影响如图所示:P.=i.P丝EZ.31i=Z4Z.2对上式微分:dPL=i·dPu+Pu·di工件导程误差可表示为:△PI =i·△P丝 +P丝·△i由丝杠副传动误差引起的误差由传动链总传动比误差引起的误差
3. 传动链精度 以车螺纹为例,说明传动链精度对工件加工精度的影响: 4 3 2 1 z z z z i P i P = 工 = 丝 如图所示: 对上式微分: dP工 = i dP丝 + P丝 di P工 = i P丝 + P丝 i 工件导程误差可表示为: 由丝杠副传动误差引起的误差 由传动链总传动比误差引起的误差
3.传动链精度若仅考虑传动比的误差因素:API = Puμ ·Ni福A0s△i的变化量最终反映到工件上是转角误差,故△i可表示为:Ni2元△.:丝杠总的转角误差,即由各传动件的转角误差累积到丝杠上的误差之和。设:di:为传动链中第i个环节传动件在工件转一转内的转角误差i;:为第i个传动件到机床丝杠的传动比Ae:第个传动件的转角误差所引起的丝杠转角误差则:o, =i,Adi4丝杠总的转角误差:A0,=
3. 传动链精度 若仅考虑传动比的误差因素: P工 = P丝 i △i的变化量最终反映到工件上是转角误差,故△i可表示为: 2 s i = : 丝杠总的转角误差,即由各传动件的转角误差累积到 丝杠上的误差之和。 s 设: :为传动链中第j个环节传动件在工件转一转内的转角误差 :为第j个传动件到机床丝杠的传动比 :第j个传动件的转角误差所引起的丝杠转角误差 j j i j j j j = i = = n j s j 1 2 则: 丝杠总的转角误差:
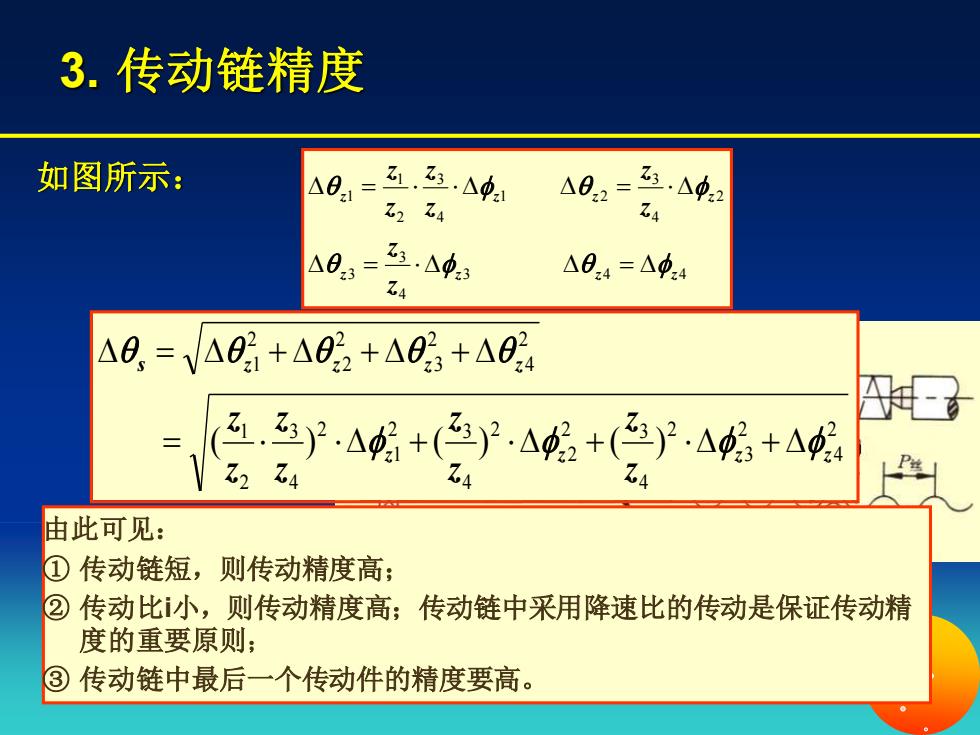
3.传动链精度如图所示:10,=2.3.4010,=3.02Z4Z2Z4A0,-.01024=024Z.40=,+0+0+0年.)2.+().+()+PuZ2Z42.44由此可见:①传动链短,则传动精度高;②传动比i小,则传动精度高;传动链中采用降速比的传动是保证传动精度的重要原则;③传动链中最后一个传动件的精度要高
3. 传动链精度 3 4 4 4 3 3 2 4 3 1 2 4 3 2 1 1 z z z z z z z z z z z z z z z z = = 如图所示: = = 2 4 2 3 2 4 2 3 2 2 4 2 3 1 2 4 3 2 1 2 4 2 3 2 2 2 1 ( ) ( ) ( ) z z z z s z z z z z z z z z z z z = + + + = + + + 由此可见: ① 传动链短,则传动精度高; ② 传动比i小,则传动精度高;传动链中采用降速比的传动是保证传动精 度的重要原则; ③ 传动链中最后一个传动件的精度要高