
二、刀具的制造精度和尺寸磨损1.定尺寸刀具和成形刀具的制造精度和尺寸磨损对加工精度的影响2.一般刀具的尺寸磨损对加工精度的影响:一般刀具如:车刀、立铣刀等,主要靠调整刀具位置来保证加工尺寸,其制造精度不会影响加工尺寸精度。但刀具的磨损将对工件的加工精度产生影响。a.初期磨损阶段:LNB=BNBL,Db.正常磨损阶段L-LVB!NB=μBuo1000式中:L:切削长度L:初期磨损的切削行程长度单位磨损量Ho:B:刀具的初期磨损量刀具磨损误差
二、刀具的制造精度和尺寸磨损 1. 定尺寸刀具和成形刀具的制造精度和尺寸磨损对加工精度的影响: 2. 一般刀具的尺寸磨损对加工精度的影响: 一般刀具如:车刀、立铣刀等,主要靠调整刀具位置来保证加工 尺寸,其制造精度不会影响加工尺寸精度。但刀具的磨损将对工 件的加工精度产生影响。 a. 初期磨损阶段: B L L NB = 1 b. 正常磨损阶段: 0 1 1000 L L NB B − = + 式中:L:切削长度 L1:初期磨损的切削行程长度 μ0:单位磨损量 μB:刀具的初期磨损量
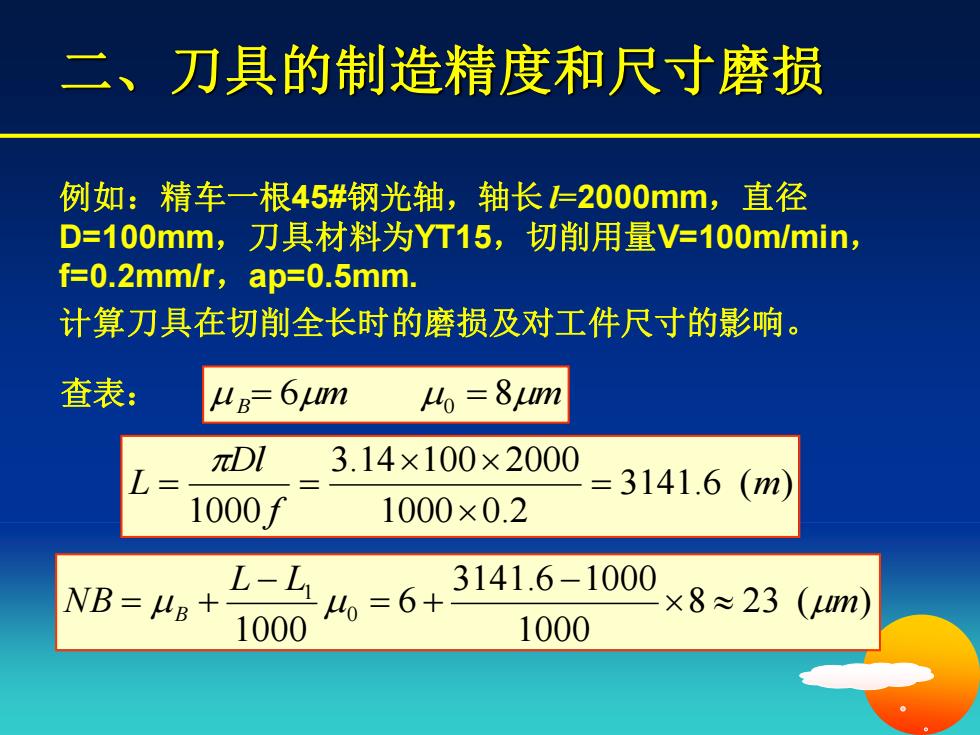
二、刀具的制造精度和尺寸磨损例如:精车一根45#钢光轴,轴长=2000mm,直径D=100mm,刀具材料为YT15,切削用量V=100m/min,f=0.2mm/r,ap=0.5mm.计算刀具在切削全长时的磨损及对工件尺寸的影响查表:μg=6umo = 8m元Dl3.14×100x2000=3141.6 (m)1000.f1000 ×0.2L-13141.6-1000LNB=μB×8~23 (μum)=6+uo10001000
例如:精车一根45#钢光轴,轴长 l=2000mm,直径 D=100mm,刀具材料为YT15,切削用量V=100m/min, f=0.2mm/r,ap=0.5mm. 计算刀具在切削全长时的磨损及对工件尺寸的影响。 二、刀具的制造精度和尺寸磨损 查表: B = 6m 0 = 8m 3141.6 ( ) 1000 0.2 3.14 100 2000 1000 m f Dl L = = = 8 23 ( ) 1000 3141.6 1000 6 1000 0 1 m L L N B B − = + − = +
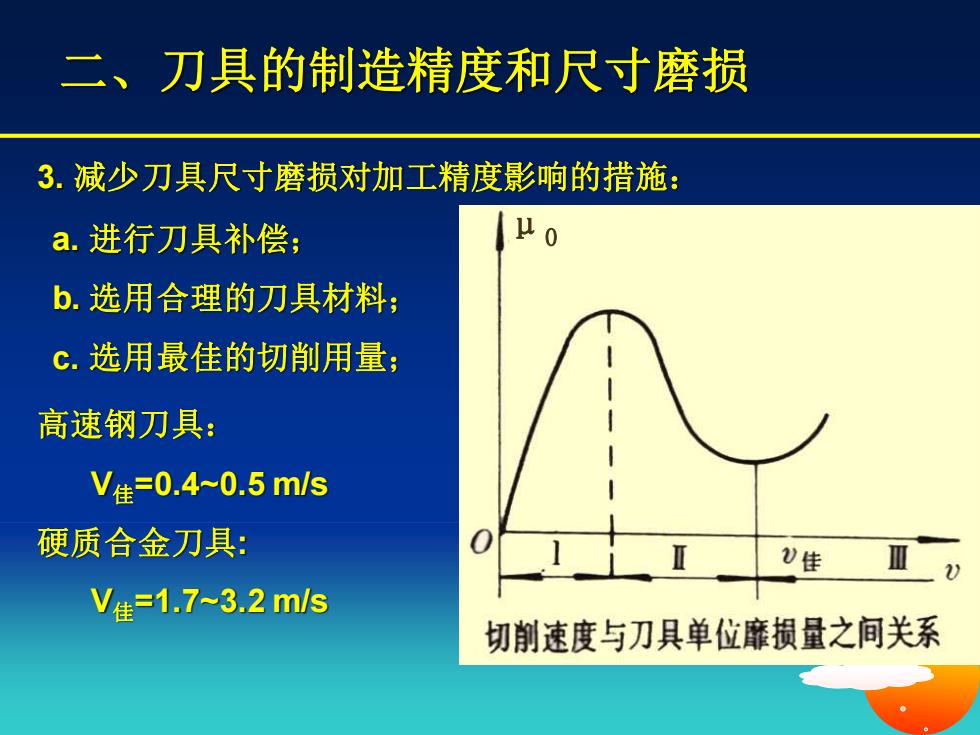
二、刀具的制造精度和尺寸磨损3.减少刀具尺寸磨损对加工精度影响的措施Hoa.进行刀具补偿:b.选用合理的刀具材料:C.选用最佳的切削用量高速钢刀具:V佳=0.4~0.5m/s硬质合金刀具:1佳川2V佳=1.7~3.2m/s切削速度与刀具单位靡损量之间关系
二、刀具的制造精度和尺寸磨损 3. 减少刀具尺寸磨损对加工精度影响的措施: a. 进行刀具补偿; b. 选用合理的刀具材料; c. 选用最佳的切削用量; μ0 高速钢刀具: V佳=0.4~0.5 m/s 硬质合金刀具: V佳=1.7~3.2 m/s
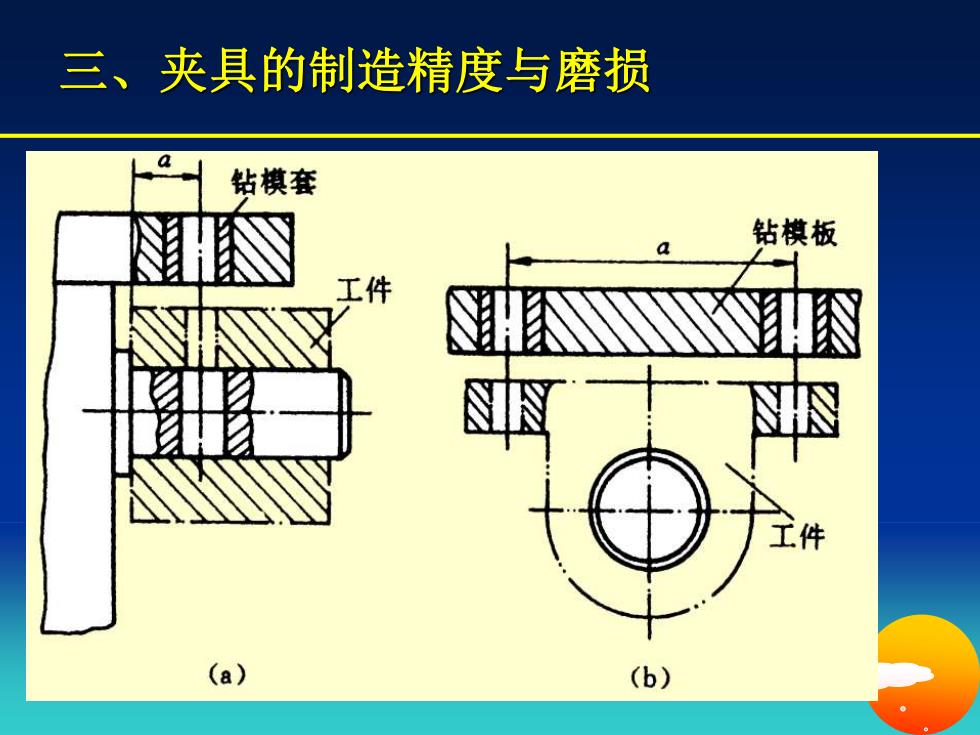
三、夹具的制造精度与磨损钻模套钻模板工件NHS工件(a)(b)
三、夹具的制造精度与磨损
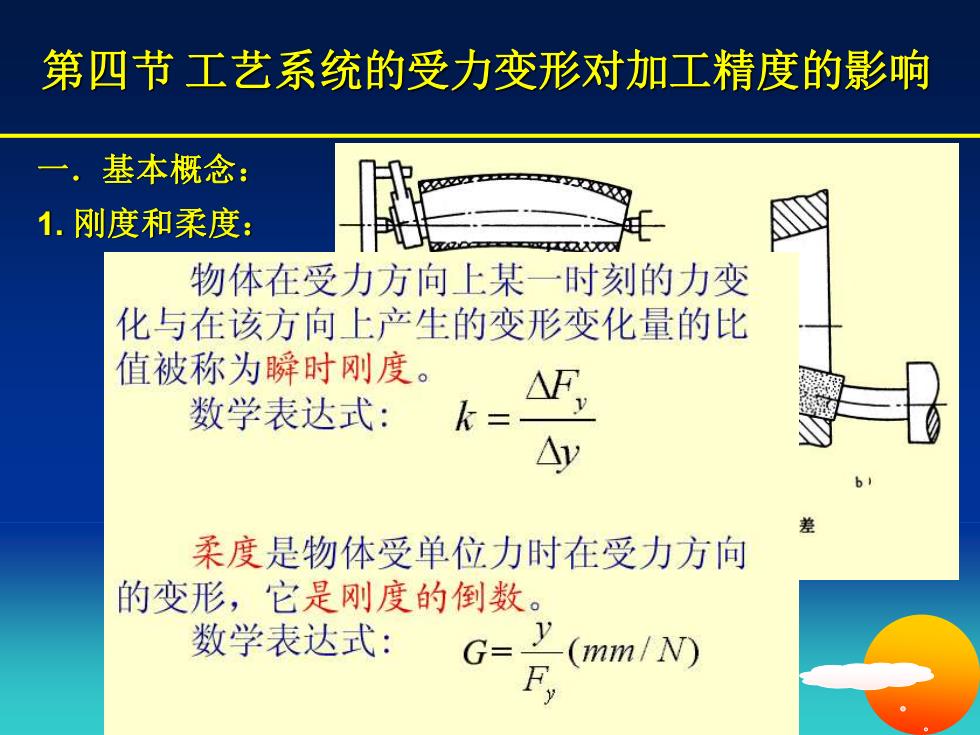
第四节工艺系统的受力变形对加工精度的影响基本概念:.1.刚度和柔度:物体在受力方向上某一时刻的力变化与在该方向上产生的变形变化量的比值被称为瞬时刚度AF1数学表达式:k=Ayb教柔度是物体受单位力时在受力方向的变形,它是刚度的倒数中7数学表达式:G=(mm/N)F
第四节 工艺系统的受力变形对加工精度的影响 一.基本概念: 1. 刚度和柔度: