三.影响装配精度的主要因素1.零件的加工精度自身精度的高低、精度的一致性2.零件之间的配合精度及接触精度3.力、热、内应力等引起零件的变形4.旋转零件的不平衡
三.影响装配精度的主要因素 1. 零件的加工精度 自身精度的高低、精度的一致性 2. 零件之间的配合精度及接触精度 3. 力、热、内应力等引起零件的变形 4. 旋转零件的不平衡
第二节装配工艺规程的制订原则::①工件的预先处理;清洗、去毛刺等1.保证产品质量;②先基准件、重大件的装配,以保证装配过程的稳定性;2.满足装配周期的要求;3.尽量减少手工劳动量;③先复杂件、精密件和难装配件的装配;4.尽量降低装配成本;④先进行易破坏后续装配质量的工作:③集中安排使用相同设备及工艺装备的装配;二.步骤:③处于基准件同一方位的装配应尽可能集中进1.分析产品图纸行;2.确定生产的组织形式电线、油气管路的安装应与相应工序同时进3.确定装配顺序行;4.选择合理的装配方法③易燃、易爆、易碎、有毒物质或零部件的装5.编制装配文件配,尽可能放在最后,以减少安全防护工作量
第二节 装配工艺规程的制订 一.原则: 1. 保证产品质量; 2. 满足装配周期的要求; 3. 尽量减少手工劳动量; 4. 尽量降低装配成本; 二.步骤: 1. 分析产品图纸 2. 确定生产的组织形式 固定式装配 3. 确定装配顺序 移动式装配 ① 工件的预先处理;清洗、去毛刺等。 ② 先基准件、重大件的装配,以保证装配过程 的稳定性; ③ 先复杂件、精密件和难装配件的装配; ④ 先进行易破坏后续装配质量的工作; ⑤ 集中安排使用相同设备及工艺装备的装配; ⑥ 处于基准件同一方位的装配应尽可能集中进 行; ⑦ 电线、油气管路的安装应与相应工序同时进 行; ⑧ 易燃、易爆、易碎、有毒物质或零部件的装 配,尽可能放在最后,以减少安全防护工作 量。 4. 选择合理的装配方法 5. 编制装配文件

第三节装配尺寸链装配尺寸链的含义装配尺寸链是以某项装配精度指标或装配要求作为封闭环,查找所有与该项精度指标有关零件的尺寸(或位置要求)作为组成环而形成的尺寸链。,装配尺寸链的分类A1.线性尺寸链2.角度尺寸销9ABB3.平面尺寸链BoBBI1
第三节 装配尺寸链 一.装配尺寸链的含义 装配尺寸链是以某项装配精度指标或装配要求作为封闭环,查找所有与该项 精度指标有关零件的尺寸(或位置要求)作为组成环而形成的尺寸链。 二.装配尺寸链的分类 1. 线性尺寸链 2. 角度尺寸链 3. 平面尺寸链
三.装配尺寸链的建立41.基本原则:A.A.①封闭的原则A1A2②环数最少的原则(b)③形位公差及配合间隙也是组成环主轴前维孔中心线主轴箱体主轴孔中心线后顶尖前顶尖后锥中心线轴承外环中心线A7arA.7aaA,A:主轴轴颈中心线Ao(c)前顶尖前锥中心乡AA1轴承内环中心线A(a)主轴箱底面蜗轮副对称啮合装配尺寸链Na江成饭安装主轴箱的床身平面底面安装尾座底板的床身导轨面(b)
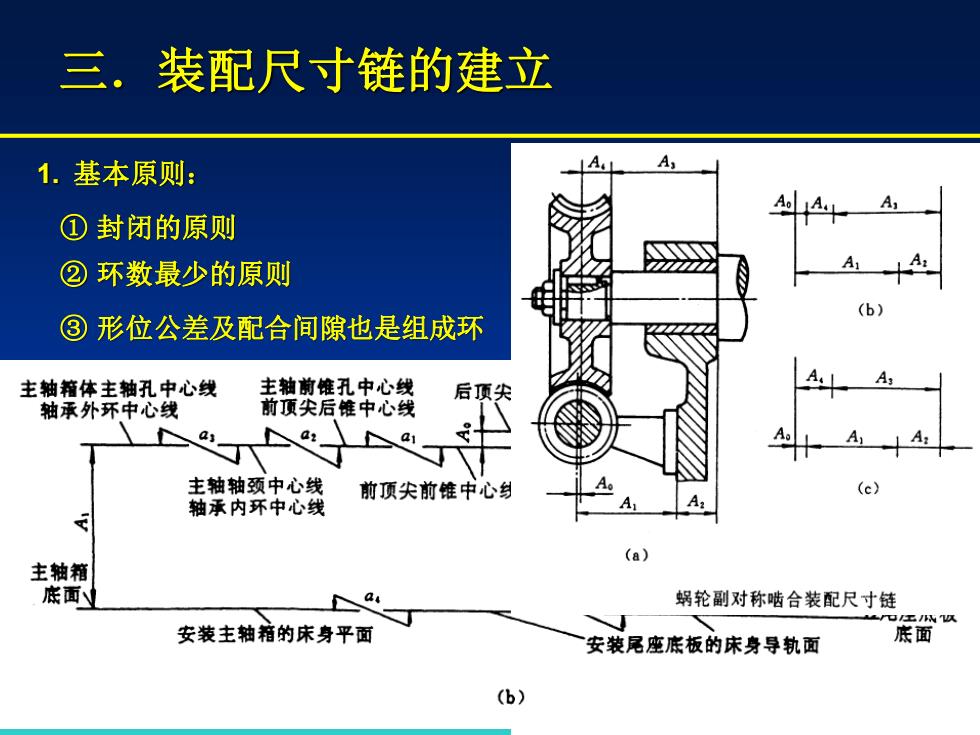
三.装配尺寸链的建立 1. 基本原则: ① 封闭的原则 ② 环数最少的原则 ④ 形位公差及配合间隙可以合并到尺寸组成环中 ③ 形位公差及配合间隙也是组成环
四.装配尺寸出现次数1.极值法:A2.概率法:封闭环的基本尺寸Ai>A =i-l正态分布:封闭环公差的平方等于TATA0各组成环公差的平方和A非正态分布:TA = kMTAkm=1.2~1.7
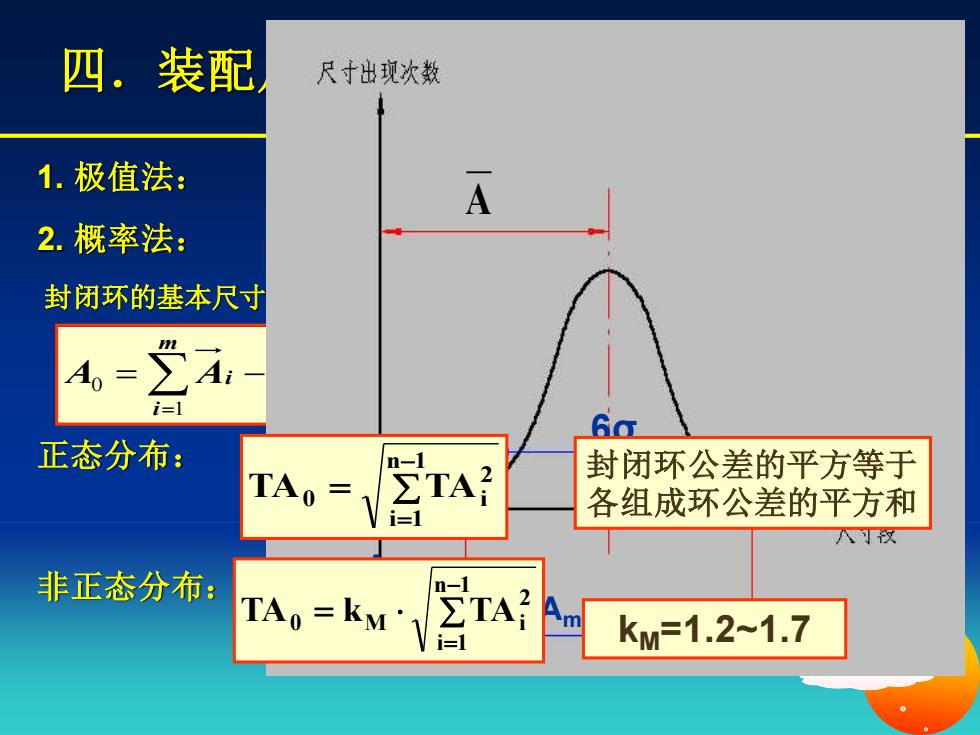
四.装配尺寸链的计算 2. 概率法: 1. 极值法: 封闭环的基本尺寸和组成环的基本尺寸的关系 − = = + = − 1 1 1 0 n i m i m i A Ai A Amax Amin 6σ A 正态分布: = − = n 1 i 1 2 TA0 TAi 非正态分布: = − = n 1 i 1 2 TA0 k M TAi kM=1.2~1.7 封闭环公差的平方等于 各组成环公差的平方和