第三章梳理前的准备 本意知识点 1.开清棉工序的任务,工艺流程。 2.开松与除杂的目的、要求。 3.重点了解纤维的自由开松、握持开松机理和影响开松作用的因素。 4,机械除杂机理、气流除杂机理和除杂效果评定。 5.开清棉联合机联动控制 第一节概述 一、开清棉工序的任务 纺纱原料多数以紧压包形式进厂,为了顺利纺纱并获得优质纱线,首要任务是对原料进行开松。 另外,各种纤维原料,如棉、毛、麻、绢绵等都含有各种各样的杂质,化学短纤维含有疵点,这些 杂质或者疵点的存在、会影响到纱线的加工和品质,因此必须尽可能地去除。 开清棉工序的开清联合机完成下列任务: 1、开松将棉包中压紧的块状纤维开松成小棉块或小棉束。 2、除杂 去除原棉中50%-60%的杂质。 3、混和将各种原料按配棉比例充分混和。 4、成卷制成一定重量、一定长度且均匀的棉卷,供下道工序使用。当采用清梳联时,则输 出棉流到梳棉工序各台梳棉机的储棉箱中。 二、开清棉机械的组成 为完成开松、除杂、混和、均匀成卷四大作用,开清棉联合机由各种单机组合成,按作用特点 一般分为四类机械:喂棉一混棉→开棉→清棉。 1、抓棉机械 抓棉机从棉包或化纤包中抓取棉束和棉块喂给前方机械。在抓取的同时也有开松、混和作用。 2、混棉机械 本类机械有自动混棉机、多仓混棉机、双棉箱给棉机等。它们的作用是将原料充分混和,并有 开松和除杂作用 3、开棉机械 此类机械简称开棉机,型式有多种。其主要作用是利用打手进行开松,在原料松解的情况下利 用尘棒除杂。 4、清棉机械 此机械通过较细致的打手机件进一步的开松和除杂,并利用均匀成卷机构制成均匀的棉卷或纤
第三章 梳理前的准备 本章知识点 1.开清棉工序的任务,工艺流程。 2.开松与除杂的目的、要求。 3.重点了解纤维的自由开松、握持开松机理和影响开松作用的因素。 4.机械除杂机理、气流除杂机理和除杂效果评定。 5. 开清棉联合机联动控制 第一节 概述 一、开清棉工序的任务 纺纱原料多数以紧压包形式进厂,为了顺利纺纱并获得优质纱线,首要任务是对原料进行开松。 另外,各种纤维原料,如棉、毛、麻、绢绵等都含有各种各样的杂质,化学短纤维含有疵点,这些 杂质或者疵点的存在、会影响到纱线的加工和品质,因此必须尽可能地去除。 开清棉工序的开清联合机完成下列任务: 1、开松 将棉包中压紧的块状纤维开松成小棉块或小棉束。 2、除杂 去除原棉中 50%~60%的杂质。 3、混和 将各种原料按配棉比例充分混和。 4、成卷 制成一定重量、一定长度且均匀的棉卷,供下道工序使用。当采用清梳联时,则输 出棉流到梳棉工序各台梳棉机的储棉箱中。 二、开清棉机械的组成 为完成开松、除杂、混和、均匀成卷四大作用,开清棉联合机由各种单机组合成,按作用特点 一般分为四类机械:喂棉→混棉→开棉→清棉。 1、抓棉机械 抓棉机从棉包或化纤包中抓取棉束和棉块喂给前方机械。在抓取的同时也有开松、混和作用。 2、混棉机械 本类机械有自动混棉机、多仓混棉机、双棉箱给棉机等。它们的作用是将原料充分混和,并有 开松和除杂作用。 3、开棉机械 此类机械简称开棉机,型式有多种。其主要作用是利用打手进行开松,在原料松解的情况下利 用尘棒除杂。 4、清棉机械 此机械通过较细致的打手机件进一步的开松和除杂,并利用均匀成卷机构制成均匀的棉卷或纤
维流。 三、开清棉联合机的工艺流程举例 1、国产LFAO01型开清联合机 用于加工含杂率为3%-4%原棉。纺15tx纱时,除杂效率达65%左右,棉卷重量不匀率在1%以 内。联合机的组成如下: FA002型圆盘式抓棉机(2台)→FA121型除金屈装置→FA104型六辑筒开棉机▲(附A045型凝棉 器)一FA022型多仓混棉机一FA106型家猪式开棉机▲(附A045型凝棉器)一FA107型豪猪式开棉机▲ (附A045型凝棉器)→A062型二路电气配棉器一A092AST型双棉箱给棉机(附A045型凝器)(2台)一 FA141型单打手成卷机▲(2台) 符号“▲”表示该机是联合机里的开清点,上例共有四个。若原棉含杂率较低,可使用间道装 置跳过其中1或2个开清点.棉型化纤含杂更少,加工时可不采用六辊筒开棉机除杂,还可选用FA1064 型梳针辊筒开棉机代替F106型豪猪式开棉机,以增强对化纤的梳理开松 2、清梳联合机 用于加工含杂率3%的原棉。纺制14-18t©x精梳纱 FA006型往复抓棉机一TF27型桥式吸铁装置→TF30型重物分离器→FO16型自动混棉机▲(附 A045型凝棉器)→FA103型双辊轴流开棉机▲→FA133型二路气动配棉器→FA022-8型多仓混棉机(2 台)一FA106B型豪猪式开棉机▲(附A045B-5,5型凝棉器)(2台)→FA031型中喂棉机(附A045B-5,5 型凝棉器)(2台)→FA108E型锯齿辊筒清机机▲(2台)→FA151型除微尘机→FA202B输棉风机→FA177 型稷棉箱和FA221型梳棉机(2X8台)。 第二节抓棉机械(喂棉机械) 一、抓棉机的作用 1、从棉包中抓取原棉喂给前方机械: 2、具有开松、混和作用。 二、抓棉机的分类 1、抓棉小车回转式:如FA0O2等 2、抓棉小车往复式:如FA006等 三、环行式抓棉机的机械作用 (一)结构作用 抓棉小车:环形运动,内装抓棉打手和肋条 抓棉打手:锯齿刀片式内→外分三组:9齿、12齿、15齿 肋条:在打手抓棉时阻滞棉块 伸缩管、输棉管、内外墙板、地轨等 (二)抓棉机的运动 1、抓棉打手的回转运动:实现对原棉的抓取: 2、抓棉小车的回转运动:实现对原棉的多包抓取
维流。 三、开清棉联合机的工艺流程举例 1、国产 LFA001 型开清联合机 用于加工含杂率为 3%-4%原棉。纺 15tex 纱时,除杂效率达 65%左右,棉卷重量不匀率在 1%以 内。联合机的组成如下: FA002 型圆盘式抓棉机(2 台)→FA121 型除金属装置→FA104 型六辊筒开棉机▲(附 A045 型凝棉 器)→FA022 型多仓混棉机→FA106 型豪猪式开棉机▲(附 A045 型凝棉器)→FA107 型豪猪式开棉机▲ (附 AO45 型凝棉器)→AO62 型二路电气配棉器→AO92AST 型双棉箱给棉机(附 AO45 型凝器)(2 台)→ FA141 型单打手成卷机▲(2 台)。 符号“▲”表示该机是联合机里的开清点,上例共有四个。若原棉含杂率较低,可使用间道装 置跳过其中1或2个开清点。棉型化纤含杂更少,加工时可不采用六辊筒开棉机除杂,还可选用FA106A 型梳针辊筒开棉机代替 FA106 型豪猪式开棉机,以增强对化纤的梳理开松。 2、清梳联合机 用于加工含杂率 3%的原棉,纺制 14-18tex 精梳纱。 FA006 型往复抓棉机→TF27 型桥式吸铁装置→TF30 型重物分离器→F016 型自动混棉机▲(附 AO45 型凝棉器)→FA103 型双辊轴流开棉机▲→FA133 型二路气动配棉器→FA022-8 型多仓混棉机(2 台)→FA106B 型豪猪式开棉机▲(附 AO45B-5.5 型凝棉器)(2 台)→FA031 型中喂棉机(附 AO45B-5.5 型凝棉器)(2台)→FA108E型锯齿辊筒清机机▲(2台)→FA151型除微尘机→FA202B输棉风机→FA177 型喂棉箱和 FA221 型梳棉机(2×8 台)。 第二节 抓棉机械(喂棉机械) 一、抓棉机的作用 1、从棉包中抓取原棉喂给前方机械; 2、具有开松、混和作用。 二、抓棉机的分类 1、抓棉小车回转式:如 FA002 等; 2、抓棉小车往复式:如 FA006 等。 三、环行式抓棉机的机械作用 (一)结构作用 抓棉小车:环形运动,内装抓棉打手和肋条 抓棉打手:锯齿刀片式内→外分三组:9 齿、12 齿、15 齿 肋条:在打手抓棉时阻滞棉块 伸缩管、输棉管、内外墙板、地轨等 (二)抓棉机的运动 1、抓棉打手的回转运动:实现对原棉的抓取; 2、抓棉小车的回转运动:实现对原棉的多包抓取;
3、抓棉小车的下降运动:实现对原棉的连续抓取。 四、抓棉机的作用分析与工艺调整 (一)开松作用 开松作用是抓棉打手在抓棉讨程中产生。影响开松的工艺参数如下: 1、抓棉打手的转速:转速高时,刀片抓取的棉块小,开松作用好。下A002打手转速为7OOr/mi -800r/min:FA006为1000r/min-1200r/min。 2、抓棉小车下降的距离:下降距离大时,抓棉机产量高,但抓取的棉块大。一般为3一6m 3、抓棉小车的回转速度:速度快时,抓取棉块小,产量高。一般为20-25m/mn。 4、刀片伸出肋条的距离:距离大时,抓取的棉块大,刀片易损坏:一般为1mm-6mm (二)混和作用 混和作用的产生:抓棉小车一转,抓取各种成分的原棉。 影响混和作用的因素如下: 1、抓棉小车的运行效率 测定时间内成卷机运行时间×100%(4-21)) 测定时间内小车运行时间 运行效率= 一般抓棉小车的运行效率不低于80%。运行效率高,打手单位时间内抓取的原料成分多,混和 效果好。提高运行效率的方法是采取抓棉打手“勤抓少抓”的工艺原则。 2、棉包的排列: (1)相同成分的原棉横向错开、纵向分散: (2)棉包的松紧、岛高低要一致: (3)棉包排列要按层次进行,不能横放倒置: (4)回花要打包后使用。 五、往复式抓棉机结构与工艺 1、结构 F006往复式自动抓棉机结构如图4-2-1所示,由抓棉小车8、转塔7、抓棉头2、打手3、肋 条4、压棉罗拉5、伸缩输棉管6、卷绕装置9、覆盖带10、输棉道11、光电管1等组成。棉包堆在 轨道两则,抓棉器在一侧抓棉的同时,另一侧准备堆包。抓棉小车通过四个行走轮在地轨上作双向 往复运动。间数下降的抓棉头打手在随转塔作往复运动的同时,对棉包作顺序抓取,被抓取的棉束 在前方机台凝棉器或输棉风机的作用下经输道管向前方机台输送。 本机每侧可分2一4组排列不同原料的棉包,工作时作自动分组抓取,以实现一台抓棉机同时供 应2~3条开清棉生产线。不同高度的棉包需同时生产时,可分组排列并由抓棉机在抓取时自动找 平 2、工艺(同回转式)
3、抓棉小车的下降运动:实现对原棉的连续抓取。 四、抓棉机的作用分析与工艺调整 (一)开松作用 开松作用是抓棉打手在抓棉过程中产生。影响开松的工艺参数如下: 1、抓棉打手的转速:转速高时,刀片抓取的棉块小,开松作用好。FA002 打手转速为 700r/min -800r/min;FA006 为 1000r/min -1200r/min。 2、抓棉小车下降的距离:下降距离大时,抓棉机产量高,但抓取的棉块大。一般为 3mm-6mm。 3、抓棉小车的回转速度:速度快时,抓取棉块小,产量高。一般为 20-25m/min。 4、刀片伸出肋条的距离:距离大时,抓取的棉块大,刀片易损坏;一般为 1mm-6mm。 (二)混和作用 混和作用的产生:抓棉小车一转,抓取各种成分的原棉。 影响混和作用的因素如下: 1、抓棉小车的运行效率 = 100% 测定时间内小车运行时间 运行效率 测定时间内成卷机运行时间 (4-2-1) 一般抓棉小车的运行效率不低于 80%。运行效率高,打手单位时间内抓取的原料成分多,混和 效果好。提高运行效率的方法是采取抓棉打手“勤抓少抓”的工艺原则。 2、棉包的排列: (1)相同成分的原棉横向错开、纵向分散; (2)棉包的松紧、高低要一致; (3)棉包排列要按层次进行,不能横放倒置; (4)回花要打包后使用。 五、往复式抓棉机结构与工艺 1、结构 FA006 往复式自动抓棉机结构如图 4-2-1 所示,由抓棉小车 8、转塔 7、抓棉头 2、打手 3、肋 条 4、压棉罗拉 5、伸缩输棉管 6、卷绕装置 9、覆盖带 10、输棉道 11、光电管 1 等组成。棉包堆在 轨道两则,抓棉器在一侧抓棉的同时,另一侧准备堆包。抓棉小车通过四个行走轮在地轨上作双向 往复运动。间歇下降的抓棉头打手在随转塔作往复运动的同时,对棉包作顺序抓取,被抓取的棉束 在前方机台凝棉器或输棉风机的作用下经输道管向前方机台输送。 本机每侧可分 2~4 组排列不同原料的棉包,工作时作自动分组抓取,以实现一台抓棉机同时供 应 2~3 条开清棉生产线。不同高度的棉包需同时生产时,可分组排列并由抓棉机在抓取时自动找 平。 2、工艺(同回转式)
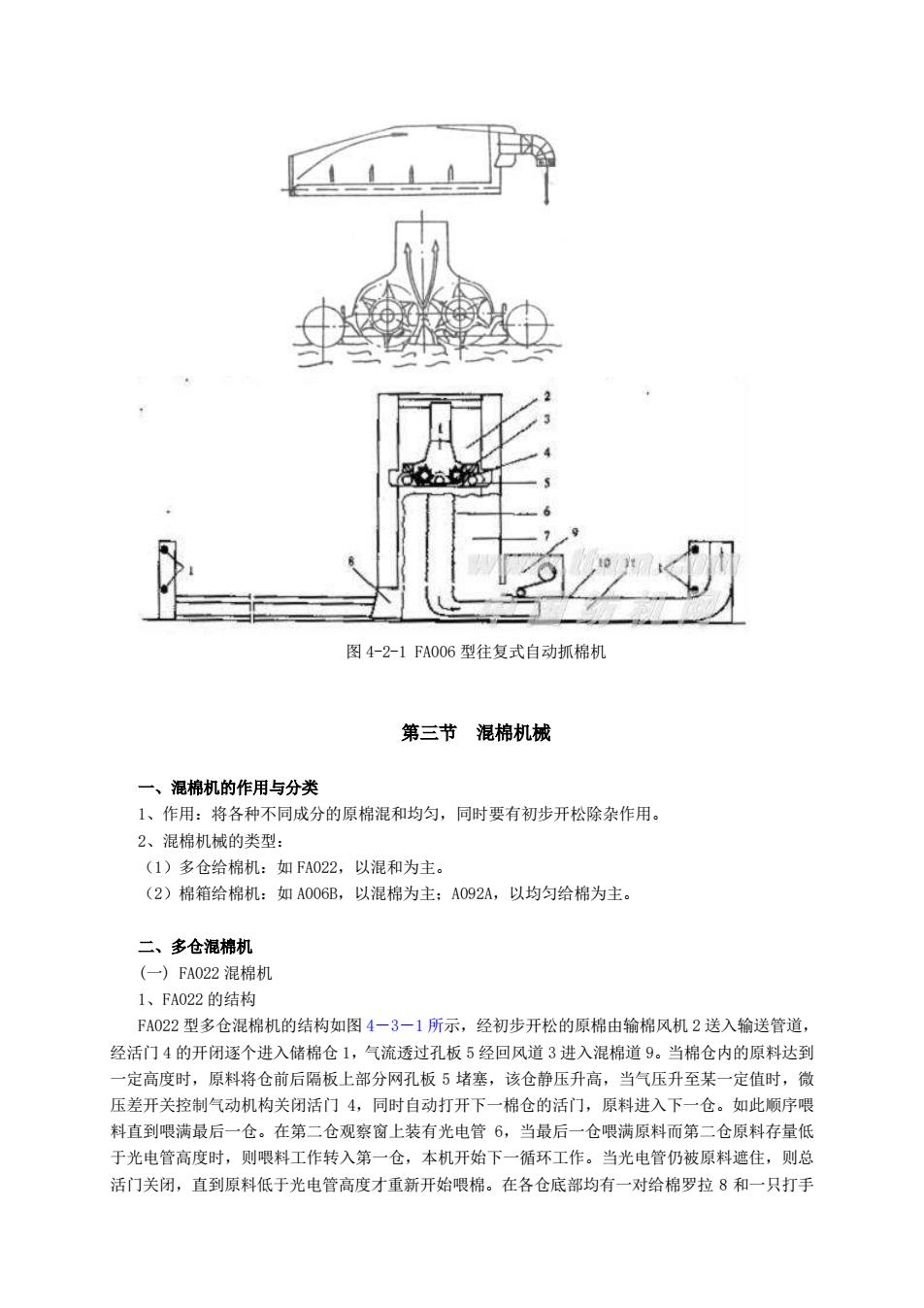
图4-2-1FA006型往复式自动抓棉机 第三节混棉机械 一、混棉机的作用与分类 1、作用:将各种不同成分的原棉混和均匀,同时要有初步开松除杂作用。 2、混棉机械的类型: (1)多仓给棉机:如FA022,以混和为主。 (2)棉箱给棉机:如A006B,以混棉为主:A092A,以均匀给棉为主。 二、多仓混棉机 (一)FA022混棉机 1、FA022的结构 F4022型多仓混棉机的结构如图4一3一1所示,经初步开松的原棉由输棉风机2送入输送管道 经活门4的开闭逐个进入储棉仓1,气流透过孔板5经回风道3进入混棉道9。当棉仓内的原料达到 一定高度时,原料将仓前后隔板上部分网孔板5堵塞,该仓静压升高,当气压升至某一定值时,微 压差开关控制气动机构关闭活门4,同时自动打开下一棉仓的活门,原料进入下一仓。如此顺序喂 料直到喂满最后一仓。在第二仓观察窗上装有光电管6,当最后一仓喂满原料而第二仓原料存量低 于光电管高度时,则喂料工作转入第一仓,本机开始下一循环工作。当光电管仍被原料遮住,则总 活门关闭,直到原料低于光电管高度才重新开始喂棉。在各仓底部均有一对给棉罗拉8和一只打手
图 4-2-1 FA006 型往复式自动抓棉机 第三节 混棉机械 一、混棉机的作用与分类 1、作用:将各种不同成分的原棉混和均匀,同时要有初步开松除杂作用。 2、混棉机械的类型: (1)多仓给棉机:如 FA022,以混和为主。 (2)棉箱给棉机:如 A006B,以混棉为主;A092A,以均匀给棉为主。 二、多仓混棉机 (一) FA022 混棉机 1、FA022 的结构 FA022 型多仓混棉机的结构如图 4-3-1 所示,经初步开松的原棉由输棉风机 2 送入输送管道, 经活门 4 的开闭逐个进入储棉仓 1,气流透过孔板 5 经回风道 3 进入混棉道 9。当棉仓内的原料达到 一定高度时,原料将仓前后隔板上部分网孔板 5 堵塞,该仓静压升高,当气压升至某一定值时,微 压差开关控制气动机构关闭活门 4,同时自动打开下一棉仓的活门,原料进入下一仓。如此顺序喂 料直到喂满最后一仓。在第二仓观察窗上装有光电管 6,当最后一仓喂满原料而第二仓原料存量低 于光电管高度时,则喂料工作转入第一仓,本机开始下一循环工作。当光电管仍被原料遮住,则总 活门关闭,直到原料低于光电管高度才重新开始喂棉。在各仓底部均有一对给棉罗拉 8 和一只打手
7,原料经开松后落入混棉通道9内被前方气流输出。 该机有4仓、6仓、8仓、10仓之分,适用于经初步开松的各种等级的原棉、棉型化纤和76m 以下的中长化纤,对不同品质、等级的纤维进行充分的混和。 2、空仓喂料先利用手动依次将各仓喂满,而后开车自动运转。 3、混和原理 该机采取逐仓喂入原料,梯度储棉,同步输出,多仓混棉。在混棉通道内不同 时间喂入的原料获得混和,即“时差混和”,时差混和的时差愈大,混和效果愈好。由于气流输送原 料,使原料密度增加而提高“时差”混和效果。 4、影响混和时间的因素分析 设为棉仓个数,Q为任一仓的容量(公斤),Q为与光电管平齐时的棉仓容量(公斤),P为上 道机器的产量(公斤),P。为机器的输出量(公斤),则第一仓与最后一仓的喂料时间差T为: T=(n-IX(Q-C.XnP-P) P(nP-2P) (1)光电管的安装高度 由上式可知:光电管安装高度低时,Q。小,最大混和延时T增大。当Q=40.5kg,P=600kg/h P。=500kg/h,n=6,Q。=18、19、20、21、22kg时,根据公式算得T值见表21。 表4-3-1Q与混和时差的关系 011 22 2 9 0 2 111 1 1 /min3.412.822.221.631.03 (2)机器的喂入量与输出量 在多仓混棉机的棉仓个数n=6,输出量为500kg/h,Q,=20kg,输入量分别为500、550、600 650、700kg时,根据上式算得T值见表2-2。 表4-3-2喂入量与混和时差的关系 P/kg500550600650700 T/min15.8913.6112.2211.0910.16 在机器的喂入量P=600kg/h,输出量P,分别为450、500、550、600kg/h时,根据上式算得T 值见表2-3。由表2-3可知:输出量减小,最大混和延时T值减小。 表43-3机器输出量与混和时差的关系 Pa/kg 450500550600 T/min 11.9612.2 12.51 12.81 (3)棉仓个数 由上式可知:在其它条件不变时,棉仓个数n越多,混和延时越长。在P=600kg/h,P,=500kg/h Q。=20kg,n=6、8、10、12时,算得混和延时见表2-4。 表4-3-4棉仓个数与混和时差的关系 n 681012
7,原料经开松后落入混棉通道 9 内被前方气流输出。 该机有 4 仓、6 仓、8 仓、10 仓之分,适用于经初步开松的各种等级的原棉、棉型化纤和 76mm 以下的中长化纤,对不同品质、等级的纤维进行充分的混和。 2、空仓喂料 先利用手动依次将各仓喂满,而后开车自动运转。 3、混和原理 该机采取逐仓喂入原料,梯度储棉,同步输出,多仓混棉。在混棉通道内不同 时间喂入的原料获得混和,即“时差混和”,时差混和的时差愈大,混和效果愈好。由于气流输送原 料,使原料密度增加而提高“时差”混和效果。 4、影响混和时间的因素分析 设 n 为棉仓个数,Q 为任一仓的容量(公斤),Q0为与光电管平齐时的棉仓容量(公斤),P 为上 道机器的产量(公斤),P0为机器的输出量(公斤),则第一仓与最后一仓的喂料时间差 T 为: ( 2 ) ( 1)( )( ) 0 0 0 P nP P n Q Q nP P T (1)光电管的安装高度 由上式可知:光电管安装高度低时,Q0小,最大混和延时T增大。当Q=40.5kg,P=600kg/h, P0=500kg/h, n=6,Q0=18、19、20、21、22kg 时,根据公式算得 T 值见表 2-1。 表 4-3-1 Q0与混和时差的关系 Q0 /kg 1 8 1 9 2 0 2 1 2 2 T /min 1 3.41 1 2.82 1 2.22 1 1.63 1 1.03 (2)机器的喂入量与输出量 在多仓混棉机的棉仓个数 n=6,输出量为 500kg/h,Q0=20kg,输入量分别为 500、550、600、 650、700kg 时,根据上式算得 T 值见表 2-2。 表 4-3-2 喂入量与混和时差的关系 P/kg 500 550 600 650 700 T/min 15.89 13.61 12.22 11.09 10.16 在机器的喂入量P=600 kg/h, 输出量P0分别为 450、500、550、600kg/h 时,根据上式算得 T 值见表 2-3。由表 2-3 可知:输出量减小,最大混和延时 T 值减小。 表 4-3-3 机器输出量与混和时差的关系 P0/kg 450 500 550 600 T/min 11.96 12.22 12.51 12.81 (3)棉仓个数 由上式可知:在其它条件不变时,棉仓个数 n 越多,混和延时越长。在P=600 kg/h,P0=500 kg/h, Q0=20kg,n=6、8、10、12 时,算得混和延时见表 2-4。 表 4-3-4 棉仓个数与混和时差的关系 n 6 8 10 12