细纱操作法 一、交接班制度 交接班制度是保证正常生产的主要环节,交班者以主动交清为主,为接班者 提供生产变化信息和良好的生产条件:接班者以检查为主,认真守好质量关,做 到既要发扬风格,加强合作,又要分清责任。 1、交班:(以服务客户的态度) (1)主动交清生产情况:如断头、换粗纱、空锭、宝塔分段、号数翻改 工艺变动、平揩车、坏车、定台供应、温湿度等情况。 (2)交清机器运转情况:如零部件是否有损坏、机械故障等。 (3)全面做好机台、风口、地面清洁工作,做到文明生产交班 (4)交清公用工具(清洁工具、轨道车、纱箱、扫把等)入、工具齐全。 2、接班:(以负责任的态度) (1)提前15分钟上班进行交班,检查牵伸部分。 (2)了解支数、换批、改纺、生产质量情况;检查宝塔分段,定台供应 空锭情况。 (3)检查机台风口,地面清洁情况,回花,粗纱头,绒辊花,回丝,下脚 是否收清, (4)工具是否齐全,机台零部件是否缺损。 (5)主动问清上班的工艺情况,机械运转情况,生产、质量情况、平揩车 情况等。 二、操作 1、基本操作 细纱单项操作主要有细纱接头、细纱生头两项基本功。 细纱接头:50”/10个 细纱生头:40”10个 接头要求:采用“平接头”方法。接头要做到:一好、一轻、二准、二短、 三结合、六快。 一好:接头质量好: 一轻:接头动作轻(动作重容易产生白点) 二准:卡头长度准(16mm 一22mm),接头位置准(罗拉中上部右侧):
细纱操作法 一、交接班制度 交接班制度是保证正常生产的主要环节,交班者以主动交清为主,为接班者 提供生产变化信息和良好的生产条件;接班者以检查为主,认真守好质量关,做 到既要发扬风格,加强合作,又要分清责任。 1、交班:(以服务客户的态度) (1)主动交清生产情况:如断头、换粗纱、空锭、宝塔分段、号数翻改、 工艺变动、平揩车、坏车、定台供应、温湿度等情况。 (2)交清机器运转情况:如零部件是否有损坏、机械故障等。 (3)全面做好机台、风口、地面清洁工作,做到文明生产交班。 (4)交清公用工具(清洁工具、轨道车、纱箱、扫把等)、工具齐全。 2、接班:(以负责任的态度) (1)提前 15 分钟上班进行交班,检查牵伸部分。 (2)了解支数、换批、改纺、生产质量情况;检查宝塔分段,定台供应、 空锭情况。 (3)检查机台风口,地面清洁情况,回花,粗纱头,绒辊花,回丝,下脚 是否收清, (4)工具是否齐全,机台零部件是否缺损。 (5)主动问清上班的工艺情况,机械运转情况,生产、质量情况、平揩车 情况等。 二、操作 1、基本操作 细纱单项操作主要有细纱接头、细纱生头两项基本功。 细纱接头:50″/10 个 细纱生头:40″/10 个 接头要求:采用“平接头”方法。接头要做到:一好、一轻、二准、二短、 三结合、六快。 一好:接头质量好; 一轻:接头动作轻(动作重容易产生白点); 二准:卡头长度准(16mm——22mm),接头位置准(罗拉中上部右侧);
二短:引纱短(五个锭子、四个锭距),提纱短(不超过绒辊 三结合:插管、绕导纱钩、卡头交叉结合: 六快:拔管、找头、挂钢丝圈、套气圈环、插管、绕导纱钩快。 (1)拔管:刹锭拔管,用左手拇、食、中三指为主,无名指、小指为辅, 握住纱管沿直线向上拔出。 (2)找头:将纱管拔出后,目光立即寻找纱头位置,用右手拇指和食指 的第一关节在纱管斜面捏住纱头将纱条引出,如找不到纱头时左手拇、食、中 指三指可向右轻轻动找头。 (3)引纱:小纱由纱管底引出,大、中纱由纱管上部引出,纱的长度越 短越好(一般不超过四个锭距、五个锭子)。 (4)挂钢丝圈:左手拿纱管略带倾斜,大纱管底部向锭杆、小纱管顶部 向锭子、纱管尽量靠近钢领板,用右手的食指将钢丝圈从里向外带出,位置在 钢领板右前方,食指尖紧扣钢丝圈,同时拇指第一关节轻压纱条将纱挂入钢丝 圈内。 (5)插管:插管前先刹锭,再用右手的食、中指夹住纱条套入气圈环, 插管时动作要快,同时右手的食指配合抬起叶子板,左手用拇、食、中、无名 指及尾指的第一关节分散握纱管,对准锭尖垂直插到底部(插管时动作要快)。 (6)绕导纱钩和卡头:插好管后放开刹锭,右手同时绕导纱钩(弧度越小 越好)并结合处,食、中、无名指稍成品字形,拇指压住纱条绷紧卡头,卡出的 头挺直,长度符合标准(16mm一22mm)。 (7)接头:卡头后右手拇、食指微弯捏住挺直的纱头,对准罗拉中上部须 条右侧,食、拇指轻微分开,利用锭子回转自然加捻将纤维捻合。从插好管放开 刹锭开始绕导纱钩到接好头的动作一定要快,时间为2秒,避免接头时间过长引 起高捻纱。 2、基本操作评级标准 优级 二级 三级 单项 99 97 95 93 全项97 95 93 90 3、赛络纺和氨纶纱操作 ()赛络纺纺纱操作主要注意粗纱间隔均匀,双粗纱喂入牵伸区时要平行 防止交叉打结,导纱杆卡花要即时清除,杜绝相互摩擦使粗纱条起毛。 (2)赛络纺纱严禁单根粗纱喂入纺纱,发现要立即将有质量问题纱果分开 处理,防止流入下工序。 (3)纺氨纶时在氨纶纱贴有标签纸位置找出氨纶丝,用左手轻轻托住氨纶用
二短:引纱短(五个锭子、四个锭距),提纱短(不超过绒辊) 三结合:插管、绕导纱钩、卡头交叉结合; 六快:拔管、找头、挂钢丝圈、套气圈环、插管、绕导纱钩快。 (1)拔管:刹锭拔管,用左手拇、食、中三指为主,无名指、小指为辅, 握住纱管沿直线向上拔出。 (2)找头:将纱管拔出后,目光立即寻找纱头位置,用右手拇指和食指 的第一关节在纱管斜面捏住纱头将纱条引出,如找不到纱头时左手拇、食、中 指三指可向右轻轻动找头。 (3)引纱:小纱由纱管底引出,大、中纱由纱管上部引出,纱的长度越 短越好(一般不超过四个锭距、五个锭子)。 (4)挂钢丝圈:左手拿纱管略带倾斜,大纱管底部向锭杆、小纱管顶部 向锭子、纱管尽量靠近钢领板,用右手的食指将钢丝圈从里向外带出,位置在 钢领板右前方,食指尖紧扣钢丝圈,同时拇指第一关节轻压纱条将纱挂入钢丝 圈内。 (5)插管:插管前先刹锭,再用右手的食、中指夹住纱条套入气圈环, 插管时动作要快,同时右手的食指配合抬起叶子板,左手用拇、食、中、无名 指及尾指的第一关节分散握纱管,对准锭尖垂直插到底部(插管时动作要快)。 (6)绕导纱钩和卡头:插好管后放开刹锭,右手同时绕导纱钩(弧度越小 越好)并结合处,食、中、无名指稍成品字形,拇指压住纱条绷紧卡头,卡出的 头挺直,长度符合标准(16mm —22mm)。 (7)接头:卡头后右手拇、食指微弯捏住挺直的纱头,对准罗拉中上部须 条右侧,食、拇指轻微分开,利用锭子回转自然加捻将纤维捻合。从插好管放开 刹锭开始绕导纱钩到接好头的动作一定要快,时间为 2 秒,避免接头时间过长引 起高捻纱。 2、基本操作评级标准 优级 一级 二级 三级 单项 99 97 95 93 全项 97 95 93 90 3、赛络纺和氨纶纱操作 ⑴赛络纺纺纱操作主要注意粗纱间隔均匀,双粗纱喂入牵伸区时要平行、 防止交叉打结,导纱杆卡花要即时清除,杜绝相互摩擦使粗纱条起毛。 ⑵赛络纺纱严禁单根粗纱喂入纺纱,发现要立即将有质量问题纱果分开 处理,防止流入下工序。 ⑶纺氨纶时在氨纶纱贴有标签纸位置找出氨纶丝,用左手轻轻托住氨纶用
手来回拔开氨纶丝大约长度为20~25厘米。 (④)用右手轻轻夹住氨纶丝,将氨纶丝卡入转动轮,再从外到里卷入前皮辊 中间,不论赛络纺或普通纺氨纶包芯纱必须确保氨纶丝包覆在纱线中心。 (⑤)用来生头的纱果必须含有氨纶丝,在生头前检查清楚,如没有氨纶丝的 纱线须拉掉,不能用作生头。生头时因氨纶纱弹性较强,纱头卷入筒管不能少于 一个小圈,方可正常生头。 (6)巡回氨纶机台时,目光一定要运用好,注意氨纶张力轮是否在转动,如 发现张力轮没有正常转动时,表示氨纶丝已断头或氨纶丝移位、偏离皮辊中心位, 必须纱线打断,将没氨纶丝的纱线拉掉,以防影响质量。 (⑦)氨纶纱断头时将纱果拔出检查是否有氨纶丝包在中间,必须取另一支筒 管重新生头,不准采用接头方式直接接上。 (⑧)氨纶纱绕皮辊严重时,应将相邻的纱果打断,打起摇架,拿下皮辊,用 手剥干净皮辊绕花,不能使用钩刀,以防钩伤皮辊。 (9)氨纶机台换粗纱时(60个锭位为一段),将氨纶丝拉断,氨纶纱反方向 放在黑色转动轮,然后打起摇架将皮辊互换纺纱,这样可延长皮辊的使用寿命。 0氨纶风箱花必须分开回收,严防混入其它下脚料。 4、粗纱宝塔式分段 (1)粗纱宝塔式分段可根据机台宽狭、锭距大小、不同纱支,一般可采用同 台同向、同台异向等宝塔式分段。 (2)纺中号纱和细号纱采用同台异向的方式。宝塔式分段,以一面为单位, 在车速快、支数低的情况下,为使段与段之间换粗纱间隔不致于过短,也可采用 半面为单位。 (3)粗纱的分段,是根据粗纱的定量、定长和细纱的定量、定长和细纱的定 量、车速计算出宝塔分段规定的数量和时间,逐步调整好宝塔。一般在车头(或 车尾)留3一4节罗拉范围专门处理小粗纱,以保证粗纱宝塔分段整齐。 (④)换粗纱时,根据机器车速、看锭多少和巡回时间,合理掌握粗纱圈数, 既减少不必要的浪费,又防止空粗纱。一般粗纱底层要少于15cm才可以除下更 换。 (⑤)换粗纱时防止粗纱交叉使用的现象,以防相互摩擦引起毛纱:不能使用 搭粗纱头的方法接头,要等粗纱用完后才能上条,使用细纱接头。 (6)粗纱供应不够时,一律不准开机,必须停台待粗纱,一般粗纱不能纺空 10个锭位交班。 5、几种难接头的处理方法 ()空锭时间稍长,而又接不上的头,可用一个邻纱换上。 (②)滑纱时,个别头难接,在钢领板往下时接头或采用不拔管接头
手来回拔开氨纶丝大约长度为 20~25 厘米。 ⑷用右手轻轻夹住氨纶丝,将氨纶丝卡入转动轮,再从外到里卷入前皮辊 中间,不论赛络纺或普通纺氨纶包芯纱必须确保氨纶丝包覆在纱线中心。 ⑸用来生头的纱果必须含有氨纶丝,在生头前检查清楚,如没有氨纶丝的 纱线须拉掉,不能用作生头。生头时因氨纶纱弹性较强,纱头卷入筒管不能少于 一个小圈,方可正常生头。 ⑹巡回氨纶机台时,目光一定要运用好,注意氨纶张力轮是否在转动,如 发现张力轮没有正常转动时,表示氨纶丝已断头或氨纶丝移位、偏离皮辊中心位, 必须纱线打断,将没氨纶丝的纱线拉掉,以防影响质量。 ⑺氨纶纱断头时将纱果拔出检查是否有氨纶丝包在中间,必须取另一支筒 管重新生头,不准采用接头方式直接接上。 ⑻氨纶纱绕皮辊严重时,应将相邻的纱果打断,打起摇架,拿下皮辊,用 手剥干净皮辊绕花,不能使用钩刀,以防钩伤皮辊。 ⑼氨纶机台换粗纱时(60 个锭位为一段),将氨纶丝拉断,氨纶纱反方向 放在黑色转动轮,然后打起摇架将皮辊互换纺纱,这样可延长皮辊的使用寿命。 ⑽氨纶风箱花必须分开回收,严防混入其它下脚料。 4、粗纱宝塔式分段 ⑴粗纱宝塔式分段可根据机台宽狭、锭距大小、不同纱支,一般可采用同 台同向、同台异向等宝塔式分段。 ⑵纺中号纱和细号纱采用同台异向的方式。宝塔式分段,以一面为单位, 在车速快、支数低的情况下,为使段与段之间换粗纱间隔不致于过短,也可采用 半面为单位。 ⑶粗纱的分段,是根据粗纱的定量、定长和细纱的定量、定长和细纱的定 量、车速计算出宝塔分段规定的数量和时间,逐步调整好宝塔。一般在车头(或 车尾)留 3—4 节罗拉范围专门处理小粗纱,以保证粗纱宝塔分段整齐。 ⑷换粗纱时,根据机器车速、看锭多少和巡回时间,合理掌握粗纱圈数, 既减少不必要的浪费,又防止空粗纱。一般粗纱底层要少于 15cm 才可以除下更 换。 ⑸换粗纱时防止粗纱交叉使用的现象,以防相互摩擦引起毛纱;不能使用 搭粗纱头的方法接头,要等粗纱用完后才能上条,使用细纱接头。 ⑹粗纱供应不够时,一律不准开机,必须停台待粗纱,一般粗纱不能纺空 10 个锭位交班。 5、几种难接头的处理方法 ⑴空锭时间稍长,而又接不上的头,可用一个邻纱换上。 ⑵滑纱时,个别头难接 ,在钢领板往下时接头或采用不拔管接头
(3)遇到几个锭子断头时,可先拔出两个纱管,再逐个接上,这样可防止断 头蔓延。 ()遇到紧头,先套好导纱钩,再放管接头。 6、在巡回或清洁中必须避开游动风机,以防撞坏风机。 7、细纱机停机超过2小时必须卸压,严防压伤皮辊。 8、清扫地面时,不准直接将回花扫到地面回风口里面。 五、巡回工作 巡回时分清轻重缓急,处理各种断头:掌握“三先三后”的接头、换粗纱方 法: A、先易后难 B、先紧急后一般C、先右后左 六、清洁工作 1、做好清洁工作是提高产品质量、减少断头的重要环节。清洁时要做到: (1)动作快: (2)防人为纱疵和人为断头: (3)操作方法好,清洁质量好,周围整洁好。 2、“五不落地”:筒管、纱果、白花、回丝、粗纱头不落地。 3、清洁进度表 (1)值车工: 清洁时间 清洁项目 清洁工具 冷 中 酱 皮银芯 10:30 18:30 2:30 清洁枪 罗拉座 13:00 21:00 5:00 清洁枪 后罗拉 14:00 22:00 6:00 油漆扫 每班2次 每班2次 每班2次 尘箱 手掏 15:0015:30 23:0023:30 7:007:30 风箱花 30分钟清1次 30分钟清1次 30分钟清1次 手掏
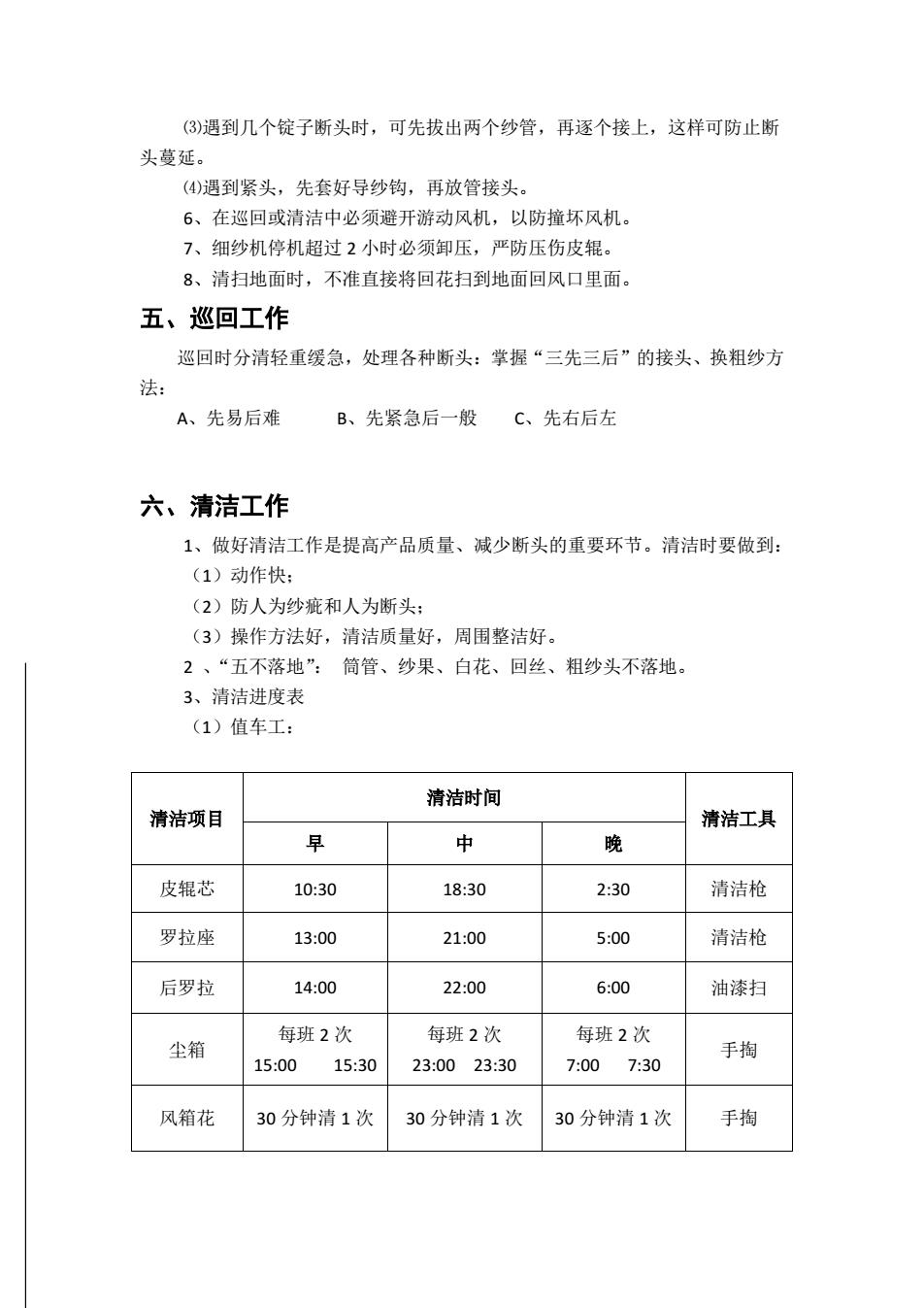
⑶遇到几个锭子断头时,可先拔出两个纱管,再逐个接上,这样可防止断 头蔓延。 ⑷遇到紧头,先套好导纱钩,再放管接头。 6、在巡回或清洁中必须避开游动风机,以防撞坏风机。 7、细纱机停机超过 2 小时必须卸压,严防压伤皮辊。 8、清扫地面时,不准直接将回花扫到地面回风口里面。 五、巡回工作 巡回时分清轻重缓急,处理各种断头:掌握“三先三后”的接头、换粗纱方 法: A、先易后难 B、先紧急后一般 C、先右后左 六、清洁工作 1、做好清洁工作是提高产品质量、减少断头的重要环节。清洁时要做到: (1)动作快; (2)防人为纱疵和人为断头; (3)操作方法好,清洁质量好,周围整洁好。 2 、“五不落地”: 筒管、纱果、白花、回丝、粗纱头不落地。 3、清洁进度表 (1)值车工: 清洁项目 清洁时间 清洁工具 早 中 晚 皮辊芯 10:30 18:30 2:30 清洁枪 罗拉座 13:00 21:00 5:00 清洁枪 后罗拉 14:00 22:00 6:00 油漆扫 尘箱 每班 2 次 15:00 15:30 每班 2 次 23:00 23:30 每班 2 次 7:00 7:30 手掏 风箱花 30 分钟清 1 次 30 分钟清 1 次 30 分钟清 1 次 手掏
机头、机尾交班前清 交班前清 交班前清 毛扫 (2)落纱工 清洁时间 清洁项目 清洁工具 早 中 晚 绒辊 9:30 17:30 清洁枪 升降、清洁 10:30 18:30 2:30 清洁枪 器、隔纱板 锭脚 11:30 19:30 3:30 清洁枪 叶子板 14:40 22:40 6:40 油漆扫 机脚 15:00 23:00 7:00 清洁枪、毛扫 七、疵品的产生及预防方法 疵品 产生原因 名称 预防方法 1.粗纱捻度过多。 1.加强巡回注意检查粗纱质量发 接头时右手拉纱条,左手剥皮 现不合的纱要拉尽,细纱要倒尽。 辊花或接头动作过慢。 2.接头动作要快,不要一手接头 紧挖2.由于锭子高速,造成一段紧捻 手撕花。 纱 纱。 3.不要用错粗纱(特别是品种不同 3.用错粗纱 的)。 4.换粗纱搭头。 4.按操作法操作 1.粗纱不良。 1.巡回中注意粗纱质量,拉去不良 2.钢丝圈偏轻。 粗纱。 弱捻3.锭子转动不灵活 2.按工艺要求更换正确型号钢丝圈。 纱4.车速突然变慢,锭子与龙带接3.加强巡回,弱捻锭子及时抢修。 触不良 4.生产要稳定、平衡,不能随便变 更车速
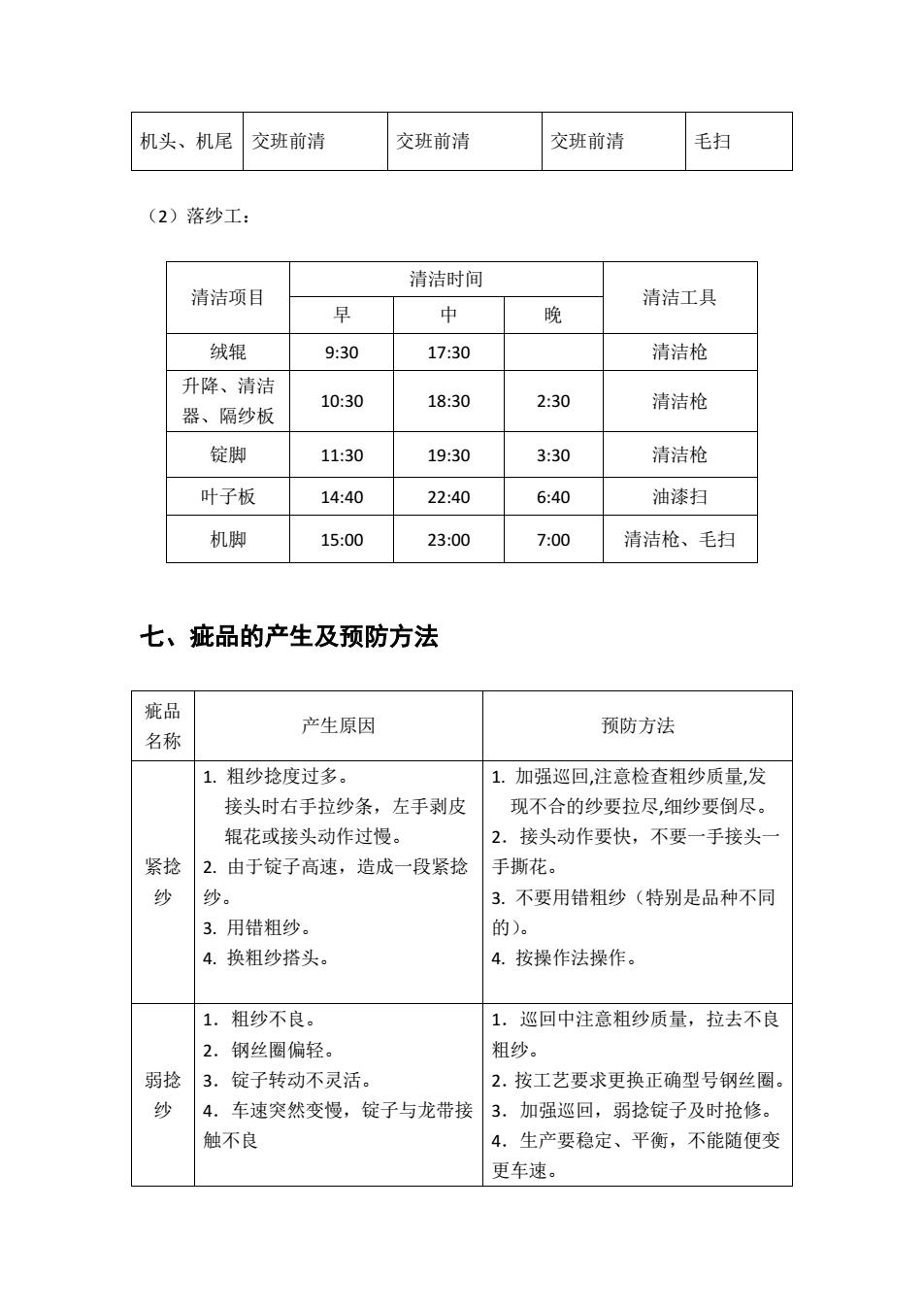
机头、机尾 交班前清 交班前清 交班前清 毛扫 (2)落纱工: 清洁项目 清洁时间 清洁工具 早 中 晚 绒辊 9:30 17:30 清洁枪 升降、清洁 器、隔纱板 10:30 18:30 2:30 清洁枪 锭脚 11:30 19:30 3:30 清洁枪 叶子板 14:40 22:40 6:40 油漆扫 机脚 15:00 23:00 7:00 清洁枪、毛扫 七、疵品的产生及预防方法 疵品 名称 产生原因 预防方法 紧捻 纱 1. 粗纱捻度过多。 接头时右手拉纱条,左手剥皮 辊花或接头动作过慢。 2. 由于锭子高速,造成一段紧捻 纱。 3. 用错粗纱。 4. 换粗纱搭头。 1. 加强巡回,注意检查粗纱质量,发 现不合的纱要拉尽,细纱要倒尽。 2.接头动作要快,不要一手接头一 手撕花。 3. 不要用错粗纱(特别是品种不同 的)。 4. 按操作法操作。 弱捻 纱 1.粗纱不良。 2.钢丝圈偏轻。 3.锭子转动不灵活。 4.车速突然变慢,锭子与龙带接 触不良 1.巡回中注意粗纱质量,拉去不良 粗纱。 2.按工艺要求更换正确型号钢丝圈。 3.加强巡回,弱捻锭子及时抢修。 4.生产要稳定、平衡,不能随便变 更车速