T/min 12.2216.2420.3024.37 (4)棉仓容量Q 由上式可知:在其它条件不变时,棉仓容量Q越大,混和延时越长,在棉仓高度与棉仓截面利 不变的情况下,棉仓容量Q与仓内的压力有关。棉仓压力大时,其存棉密度越大,则棉仓容量Q越 大:但压力过大时,易于在棉仓底部的给棉罗拉处产生噎车。在其它条件不变时,不同Q值时最大 混和延时的计算结果见表2-5。 表4-3-5棉仓容量与最大混和延时的关系 Q/kg 30.535.540.545.550.5 T/min 6.25 9.2412.2215.20 18.18 图4-3-1FA022多仓混棉机 (二)FA025多仓混棉机 1、F025型多仓混棉机结构和工艺流程 F4025型多仓混棉机的结构如图43-2所示,上机台输出的棉流经顶部输棉风机吸入进入喂棉管 道1,在导向叶片作用下,均匀喂入六只棉仓2、气体由棉仓上网眼孔板排出。各仓原棉由弯板处转 90度后叠加在水平导带7向前输送,受角针帘5的逐层抓取作用撕扯成小棉束输出,均棉罗拉4回 击过厚的棉块落入小混箱内产生细致混和,剥棉罗拉6剥取角钉帘上棉束喂入下一机台。 2、该机的工作特点是同时喂入,各仓堆棉高度相同,各仓瞬时混和,多层混和,角针断扯开松。 “路程差混合
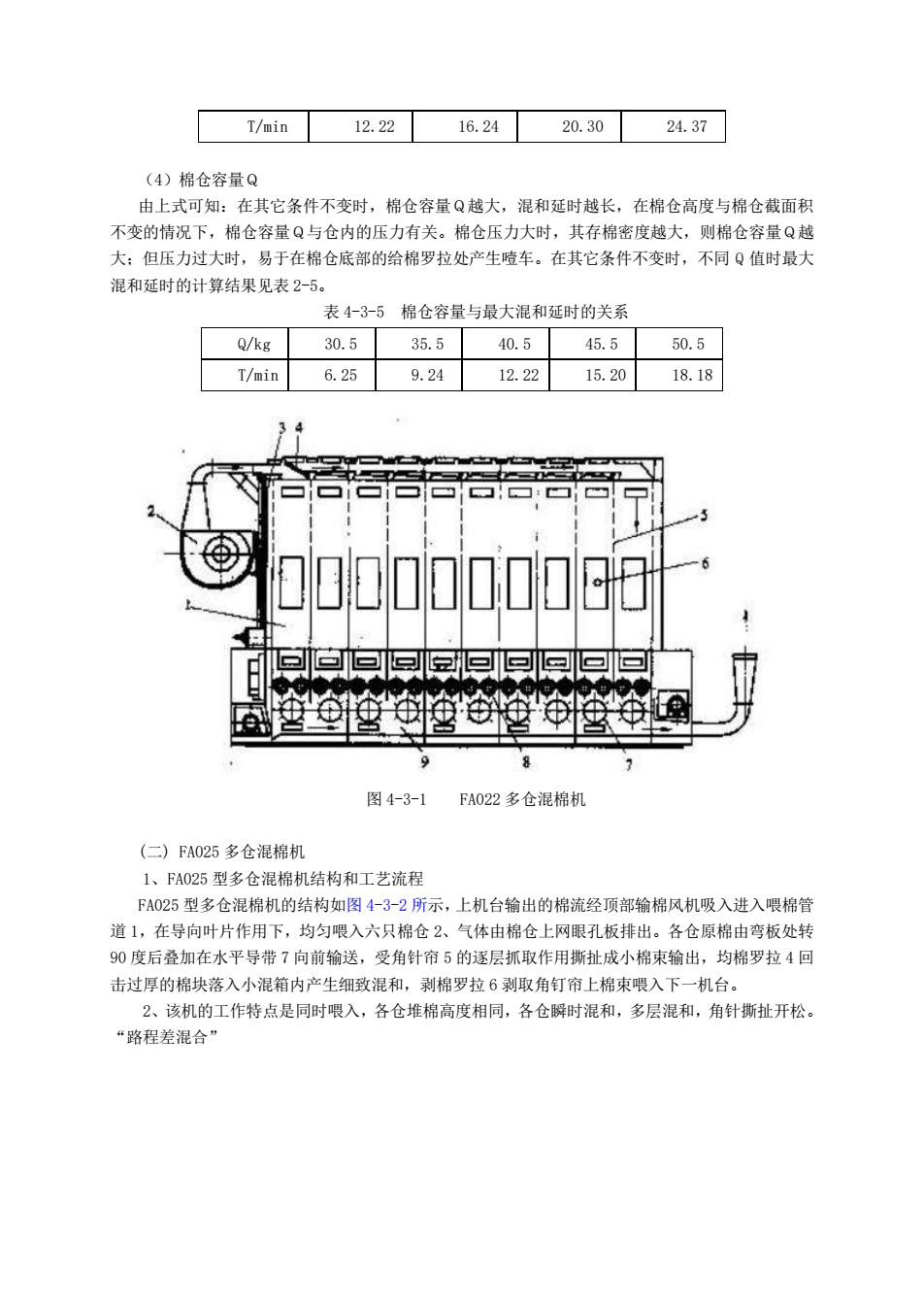
T/min 12.22 16.24 20.30 24.37 (4)棉仓容量Q 由上式可知:在其它条件不变时,棉仓容量Q越大,混和延时越长,在棉仓高度与棉仓截面积 不变的情况下,棉仓容量Q与仓内的压力有关。棉仓压力大时,其存棉密度越大,则棉仓容量Q越 大;但压力过大时,易于在棉仓底部的给棉罗拉处产生噎车。在其它条件不变时,不同 Q 值时最大 混和延时的计算结果见表 2-5。 表 4-3-5 棉仓容量与最大混和延时的关系 Q/kg 30.5 35.5 40.5 45.5 50.5 T/min 6.25 9.24 12.22 15.20 18.18 图 4-3-1 FA022 多仓混棉机 (二) FA025 多仓混棉机 1、FA025 型多仓混棉机结构和工艺流程 FA025 型多仓混棉机的结构如图 4-3-2 所示,上机台输出的棉流经顶部输棉风机吸入进入喂棉管 道 1,在导向叶片作用下,均匀喂入六只棉仓 2、气体由棉仓上网眼孔板排出。各仓原棉由弯板处转 90 度后叠加在水平导带 7 向前输送,受角针帘 5 的逐层抓取作用撕扯成小棉束输出,均棉罗拉 4 回 击过厚的棉块落入小混箱内产生细致混和,剥棉罗拉 6 剥取角钉帘上棉束喂入下一机台。 2、该机的工作特点是同时喂入,各仓堆棉高度相同,各仓瞬时混和,多层混和,角针撕扯开松。 “路程差混合
019190I1o 图4-3-2FA025型多仓混棉机 三、A006B型自动给棉机 (一)结构 A006B、C型自动混棉机结构如图4-3-5所示,原料通过其上凝棉器1吸入本机,在摆斗2上金 属翼片的作用下,将棉块横向铺放在水平输棉帘5上,成为多层横铺的混和棉堆。摇栅3(或光电 管)控制棉箱棉量高度,当高度达到要求时,控制抓棉小车仃车,低于要求高度时,控制抓棉小车 开始抓棉,使棉箱中的存棉量保持一定稳定。在机身外调节混棉比斜板4角度(22.5°-40°)可控 制混棉量和混棉效果。压棉帘13与输入棉帘5同速,将棉块夹持并逐渐压缩送入角钉帘7,角钉帘 速度快,角钉针尖向上,而压棉帘速度慢,针尖向下,于是两者间对棉块产生了撕扯开松作用。角 钉帘向上带动棉块时,又受到均棉罗拉12上角钉的撕扯和打击作用,并将多余棉块回击到压棉帘上, 重新进入棉箱混和。角钉帘上棉块运行到剥棉打手11位置时,棉块受打手作用被剥下,击到尘格9 上,部分大杂被抛出。被撕扯打击后的小棉块受前方机台凝棉器上风机的作用,经磁铁装置8除去 部分铁杂后到前方机台,或根据工艺要求,利用间道隔板10从上出口输送到前方机台。A006C型自 动混棉机用于纺化纤,只有上出口。 (二)开松作用 1、开松作用产生的部位 有以下几处: (1)角钉帘子对棉堆的高速抓取: (2)角钉帘子与压棉帘对棉块的撕扯: (3)角钉帘子与均棉罗拉对棉块的撕扯 (4)剥棉打手对棉块的快速打击: (5)剥棉打手与尘棒对棉块的撕扯
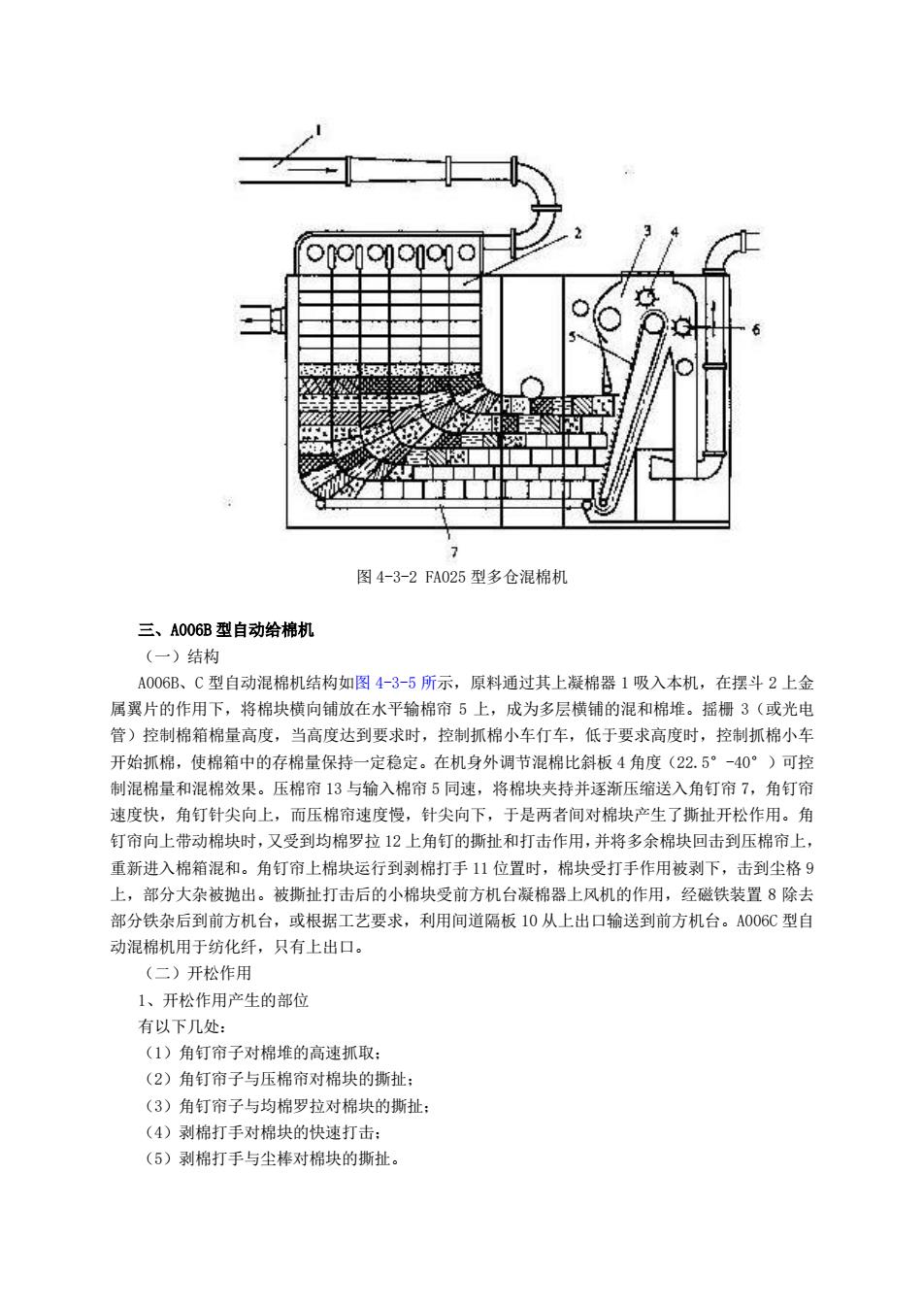
图 4-3-2 FA025 型多仓混棉机 三、A006B 型自动给棉机 (一)结构 A006B、C 型自动混棉机结构如图 4-3-5 所示,原料通过其上凝棉器 1 吸入本机,在摆斗 2 上金 属翼片的作用下,将棉块横向铺放在水平输棉帘 5 上,成为多层横铺的混和棉堆。摇栅 3(或光电 管)控制棉箱棉量高度,当高度达到要求时,控制抓棉小车仃车,低于要求高度时,控制抓棉小车 开始抓棉,使棉箱中的存棉量保持一定稳定。在机身外调节混棉比斜板 4 角度(22.5°-40°)可控 制混棉量和混棉效果。压棉帘 13 与输入棉帘 5 同速,将棉块夹持并逐渐压缩送入角钉帘 7,角钉帘 速度快,角钉针尖向上,而压棉帘速度慢,针尖向下,于是两者间对棉块产生了撕扯开松作用。角 钉帘向上带动棉块时,又受到均棉罗拉 12 上角钉的撕扯和打击作用,并将多余棉块回击到压棉帘上, 重新进入棉箱混和。角钉帘上棉块运行到剥棉打手 11 位置时,棉块受打手作用被剥下,击到尘格 9 上,部分大杂被抛出。被撕扯打击后的小棉块受前方机台凝棉器上风机的作用,经磁铁装置 8 除去 部分铁杂后到前方机台,或根据工艺要求,利用间道隔板 10 从上出口输送到前方机台。A006C 型自 动混棉机用于纺化纤,只有上出口。 (二)开松作用 1、开松作用产生的部位 有以下几处: (1)角钉帘子对棉堆的高速抓取; (2)角钉帘子与压棉帘对棉块的撕扯; (3)角钉帘子与均棉罗拉对棉块的撕扯; (4)剥棉打手对棉块的快速打击; (5)剥棉打手与尘棒对棉块的撕扯
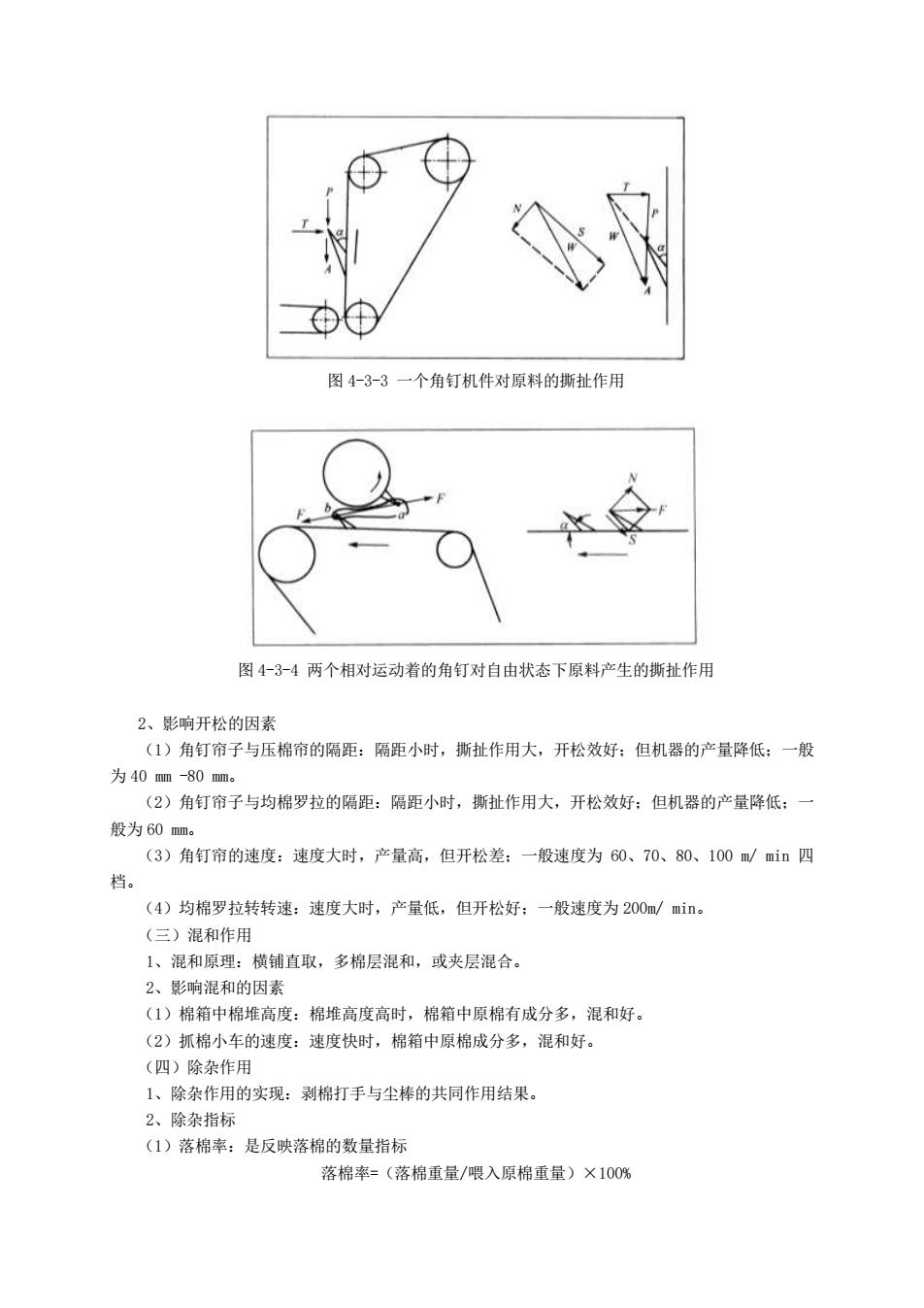
图4-3-3一个角钉机件对原料的撕扯作用 图43-4两个相对运动着的角钉对自由状态下原料产生的撕扯作用 2、影响开松的因素 (1)角钉帘子与压棉帘的隔距:隔距小时,撕扯作用大,开松效好:但机器的产量降低:一般 为40mm-80mm。 (2)角钉帘子与均棉罗拉的隔:隔距小时,撕扯作用大,开松效好:但机器的产量隆低:一 般为60m。 (3)角钉帘的速度:速度大时,产量高,但开松差:一般速度为60、70、80、100m/min四 档。 (4)均棉罗拉转转速:速度大时,产量低,但开松好:一般速度为200m/mi。 (三)混和作用 1、混和原理:横铺直取,多棉层混和,或夹层混合 2、影响混和的因素 (1)棉箱中棉堆高度:棉堆高度高时,棉箱中原棉有成分多,混和好 (2)抓棉小车的速度:速度快时,棉箱中原棉成分多,混和好。 (四)除杂作用 1、除杂作用的实现:剥棉打手与尘棒的共同作用结果。 2、除杂指标 (1)落棉率:是反映落棉的数量指标 落棉率=(落棉重量/喂入原棉重量)×100%
图 4-3-3 一个角钉机件对原料的撕扯作用 图 4-3-4 两个相对运动着的角钉对自由状态下原料产生的撕扯作用 2、影响开松的因素 (1)角钉帘子与压棉帘的隔距:隔距小时,撕扯作用大,开松效好;但机器的产量降低;一般 为 40 mm -80 mm。 (2)角钉帘子与均棉罗拉的隔距:隔距小时,撕扯作用大,开松效好;但机器的产量降低;一 般为 60 mm。 (3)角钉帘的速度:速度大时,产量高,但开松差;一般速度为 60、70、80、100 m/ min 四 档。 (4)均棉罗拉转转速:速度大时,产量低,但开松好;一般速度为 200m/ min。 (三)混和作用 1、混和原理:横铺直取,多棉层混和,或夹层混合。 2、影响混和的因素 (1)棉箱中棉堆高度:棉堆高度高时,棉箱中原棉有成分多,混和好。 (2)抓棉小车的速度:速度快时,棉箱中原棉成分多,混和好。 (四)除杂作用 1、除杂作用的实现:剥棉打手与尘棒的共同作用结果。 2、除杂指标 (1)落棉率:是反映落棉的数量指标 落棉率=(落棉重量/喂入原棉重量)×100%