络筒工操作法 一、工作法的基本要求 物的表的个接要容子时。有千花新清梦我和家低。 、符合下工序要求或用户所需的优质筒子,工作法的优劣将直接影响产品质量与劳动生产率的提高。因此, 查为主 3、国操作 4单项提作中要符合标准,动作要求稳、准、轻、快、好。 5、清洁工作要贷彻轻、勤、彻底、合理的要求。 6、认直防提,把好质量关 7、认真执行各项制度,做到安全生产。 二、交接班工作 交接班工作是提高筒子质量,保证生产正常而又连续进行的重要环节,应做到对口交接,互通情报,加强团结,要树立上班为下 班服务的思想,发扬风格。又要严格认真分清责任,交班者以交清为主,接班者以检查为主,并做好各项准备工作。 (一)交球 1、主动向接班者交清当班的生产情况。如纱支翻、乱等情况要详细与接班者交清。 当班补不齐应向接班者说明原因,协商处理。 4、彻底做完好规定的清洁工作 提前一 分钟讲车间,做好冬项接班治工作】 1、主动了解上班的生产情况,查阅生产记录,做到心中有数,以便计划安排木班工作 2、重点检查:查机件有无缺提(如张力片、橡胶手柄):查筒纱质量(错支、油纱、蛛网、垮边):查铅简管。如发现问题应 向交班者反映。 3、做完检查工作后,协助交班者工作(规定接班前应做好大扫的工作,要物底做好清洁工作), 三、巡回操作 回作是络筒挡车工看管好帆台、合理安排工作的重要方法。因此,运日要有主动性、灵活性、计划性,并轻、熏、急, 正确处理好遮中的各项工作,做到人幸光机器,充分发择人的主观能动性,减少工作忙乱,均衡劳动度,发挥机效率,生产 出用户满意的 管方法 大作 制座车左右 )时以 路线和从右到 管方法,即从筒子 动性、灵活性、计划性 (1)回中头、蒸纱 清注 要有计划进行操作,掌捉好每一排纱的巡回时间,处理小纱、断头等工作要主动灵活,要 合理运用目光,每接完一节(五锭), 向左右跳望一次(即拿纱时向右看, 接好头验结向左看),便于处理断头。 以利保护管纱退绕成斜形。 (2)挡车工在巡回操作中,应按五锭一看的要求分清轻、重、蟹、急,技三先三后的原则,合理处理断头。 1,五综一看的份作要求。 1332型槽筒式络筒机,每节为五锭,五锭接完后,要左右查看,发现断头及时处理,如五候接完开始再接下一节的第一个皖子 时,还不算是断头,则为不执行五锭一看的操作 2、三先三后的断头处理原则: 1)先前后后:先接遮回方向前面的断头,后接后面的断头。如前面断头超过一根(即二根以上),应先接近后接远,后面断头 超过一根,应先接远后接近。 2)先易后难:先接诬回方向前面的断头,后接难接的头, 3)先紧急后一般,例如:先接易造成我头等影响质量的斯头,然后接一般断头。 3、按三先三后的原则,合理处理断头的工作要机动灵活,注意下列几点: 络】
络筒 1 络筒工操作法 一、工作法的基本要求 络筒工作的任务是将有限度的管纱(线)逐个接长,卷绕成需要容量的筒子,同时,给予纱线一定的张力,清除纱疵和杂质,络 成张力均匀、规格标准、符合下工序要求或用户所需的优质筒子,工作法的优劣将直接影响产品质量与劳动生产率的提高。因此, 要求络筒挡车工必须做到: 1、筒子质量要做到张力均匀,成形良好,卷绕结实,退绕轻快的要求,为后道工序创造优良条件。 2、交接班工作:交班以交清为主,接班以检查为主。 3、巡回操作中做到主动性、灵活性、计划性。 4、单项操作中要符合标准,动作要求稳、准、轻、快、好。 5、清洁工作要贯彻轻、勤、彻底、合理的要求。 6、认真防疵捉疵,把好质量关。 7、认真执行各项制度,做到安全生产。 二、交接班工作 交接班工作是提高筒子质量,保证生产正常而又连续进行的重要环节,应做到对口交接,互通情报,加强团结,要树立上班为下 班服务的思想,发扬风格,又要严格认真分清责任,交班者以交清为主,接班者以检查为主,并做好各项准备工作。 (一)交班 1、主动向接班者交清当班的生产情况。如纱支翻改、错乱等情况要详细与接班者交清。 2、检查自己看管机台运转是否正常,如有缺件,应通知检修工补齐,当班补不齐应向接班者说明原因,协商处理。 3、纱头回丝、坏纱、小纱(管纱和宝塔筒子的筒脚)等要全部处理好。 4、彻底做完好规定的清洁工作。 (二)接班 提前二十分钟进车间,做好各项接班准备工作。 1、主动了解上班的生产情况,查阅生产记录,做到心中有数,以便计划安排本班工作。 2、重点检查:查机件有无缺损(如张力片、橡胶手柄);查筒纱质量(错支、油纱、蛛网、垮边);查错筒管。如发现问题应 向交班者反映。 3、做完检查工作后,协助交班者工作(规定接班前应做好大扫的工作,要彻底做好清洁工作)。 三、巡回操作 巡回操作是络筒挡车工看管好机台、合理安排工作的重要方法。因此,巡回要有主动性、灵活性、计划性,并按轻、重、缓、急, 正确处理好巡回中的各项工作,做到人掌握机器,充分发挥人的主观能动性,减少工作忙乱,均衡劳动强度,发挥机器效率,生产 出用户满意的筒子。 (一)巡回路线的看管方法 挡车工应掌握车踏脚,熟练地控制座车左右前进方向,槽筒运转操作采用单程往复的巡回路线和从右到左的看管方法,即从筒子 大头作为起点,往(去)时,以接头为主,复(回)时,以清洁和检查为主。看锭多少,则根据车速、纱号合理安排。 (二)巡回操作的主动性、灵活性、计划性 (1)巡回中接头、落纱、清洁工作等要有计划进行操作,掌握好每一排纱的巡回时间,处理小纱、断头等工作要主动灵活,要 善于耳听眼看,合理运用目光,每接完一节(五锭),应向左右跳望一次(即拿纱时向右看,接好头验结向左看),便于处理断头, 以利保护管纱退绕成斜形。 (2)挡车工在巡回操作中,应按五锭一看的要求分清轻、重、缓、急,按三先三后的原则,合理处理断头。 1、五锭一看的操作要求: 1332 型槽筒式络筒机,每节为五锭,五锭接完后,要左右查看,发现断头及时处理,如五锭接完开始再接下一节的第一个锭子 时,还不算是断头,则为不执行五锭一看的操作。 2、三先三后的断头处理原则: 1)先前后后:先接巡回方向前面的断头,后接后面的断头。如前面断头超过一根(即二根以上),应先接近后接远,后面断头 超过一根,应先接远后接近。 2)先易后难:先接巡回方向前面的断头,后接难接的头。 3)先紧急后一般,例如:先接易造成飘头等影响质量的断头,然后接一般断头。 3、按三先三后的原则,合理处理断头的工作要机动灵活,注意下列几点:
不超过五个空锭 。左右断头均应处里,如过五个空院时多须处理左右五个院子内的断头,在保 》管 (3)在回工作中。要有计刻、主动处各种小处 处理小纱的方法是:首先应预计好小妙卷装的大小,计划好小妙的搭配。一般是去是接一只,回时再接一只的方法,也可根据 管纱的大小,以搭配小纱的方法处理,但在处理小纱时挡车工一定要控制好每排纱的遮回时间,一般以不空锭为原则。 (三)巡同中的清洁工作要求: 動做清洁,微到一无三齐三不掉! 根据品种不同规定为: 纯棉纱(线)每1一2推纱做一次张力架的清洁。 涤棉纱(线)每2一3排做一次张力架的清洁。 :张力盘、清纱器无飞花、杂物堵塞。 三 宝塔筒管、落下简子、坏纱委放整齐 三不掉:管纱、空管、回丝不掉地 如有落地则随掉随拾 四、单项操作 单项操作是挡车工的基本功,动作委求稳、准、轻、快、好,达到优质、低耗的目的。因此,要求挡车工做到勤练苦练基本功。 稳:动作不慌乱,不打空结,按自停箱手柄稳。 淮:插纱、找头、落筒生头准,动作标准,做到一次成功 轻:停筒、找头打结轻,引纱长度适宜、落筒轻。 吉头标准、 理运用目为 ,做到三看三不看六不接 三不看:拔管、插纱(线)、引纱不看 去不地 1.发现管色不过不接】 2、手摸纱松紧异常不接。 3、条干粗细不匀,多股纱不接 4、油污纱不按腰带筒不接。 5、妙色差异大不接, 6、羽毛纱,竹节纱不摘掉不接 (1)换管表头:连续动作: 1、目光看准纱葵中所拿管纱(线)的纱头位置,用右手拿住管纱底部,左手同时拔下空管丢入运输带上 纱,拇食指引出管纱头,将纱条引入张力盘,清纱刀引向打结器,同时目光寻找筒纱泡出部分,用左手捏出筒纱头 条头端交给左手,两手将二根纱条放入打结器的分纱情内 结板毛打结 (按打 内,拍于找头 (2)换管接头的分解动作 1。拖管接刘。找管纱礼 换管接头:左手拔空管,放入运输倍:同时(目光委注意管纱,钞尾部位),右手拿管纱(拇指与其他四指分开,提在中下部, 拇指压住纱<线>头,手心向上),头向左,插入锭脚二分之一处时(用食指第一关节抵住管纱,其他三指附着后面握住,使管纱不 插入锭脚底部),或全部插入锭别,右手食指与拇指配合摸住管纱引出,同时向右掐去纱民,让管纱自动落位。左手使简子停转, 目光注意筒子头 2、引线换简纱 右手拇食指拾断纱尾后,向右引出纱头 迅速将纱条由下而上引过张力盘 ,清纱器 同时用左手拇指在下,中、食指在上(或 指在下)停 ,用拇食指 出部分找出纱 随即将钞条放在中指 小指之 小指出 引纱长度要适立,防 ,以简子不倒转为贝 ,方法自引纱至打结机右前方适应打结处。如果找不到筒纱头,可稍稍转动筒纱
络筒 2 1)从接头的锭子向前查,不超过五个空锭时,左右断头均应处理,如超过五个空锭时,必须处理左右五个锭子内的断头,在保 证起点空锭不超过五个的情况下,五锭外的断头也可处理。 2)管纱、小纱、断头,在五个锭子内能走完的可接上处理,如走不完,不再按接头处理,可拔下按小纱处理。 3)当巡回接头到最后五锭时,后面有断头,可以等待接完这个巡回后,在返回起点的过程中,将断头全部接齐。 (3)在巡回工作中,要有计划地、主动处理各种小纱。 处理小纱的方法是:首先应预计好小纱卷装的大小,计划好小纱的搭配,一般是去是接一只,回时再接一只的方法,也可根据 管纱的大小,以搭配小纱的方法处理,但在处理小纱时挡车工一定要控制好每排纱的巡回时间,一般以不空锭为原则。 (三)巡回中的清洁工作要求: 勤做清洁,做到一无三齐三不掉。 根据品种不同规定为: 纯棉纱(线)每 1—2 排纱做一次张力架的清洁。 涤棉纱(线)每 2—3 排做一次张力架的清洁。 一无:张力盘、清纱器无飞花、杂物堵塞。 三齐:宝塔筒管、落下筒子、坏纱要放整齐。 三不掉:管纱、空管、回丝不掉地,如有落地则随掉随拾。 四、单项操作 单项操作是挡车工的基本功,动作要求稳、准、轻、快、好,达到优质、低耗的目的。因此,要求挡车工做到勤练苦练基本功。 稳:动作不慌乱,不打空结,按自停箱手柄稳。 准:插纱、找头、落筒生头准,动作标准,做到一次成功。 轻:停筒、找头打结轻,引纱长度适宜、落筒轻。 快:拔纱、插纱、引纱、找头、打结等连续动作速度快。 好:带纱直、结头标准、生头质量好。 (一)换管接头 换管接头是挡车工的基本操作,要求合理运用目光,双手并用好,做到三看三不看六不接。 三看:拿管纱看(看准纱尾位置及品种),找筒纱头看、打结看。 三不看:拔管、插纱(线)、引纱不看。 六不换: 1、发现管色不对不接。 2、手摸纱松紧异常不接。 3、条干粗细不匀,多股纱不接。 4、油污纱不接腰带筒不接。 5、纱色差异大不接。 6、羽毛纱,竹节纱不摘掉不接。 (1)换管接头:连续动作: 1、目光看准纱蒌中所拿管纱(线)的纱头位置,用右手拿住管纱底部,左手同时拔下空管丢入运输带上。 2、右手插管纱,拇食指引出管纱头,将纱条引入张力盘,清纱刀引向打结器,同时目光寻找筒纱泡出部分,用左手捏出筒纱头, 将纱条引向打结器。 3、用手将管纱条头端交给左手,两手将二根纱条放入打结器的分纱槽内。 4、左手按打结器板手打结(按打结器时,要注意打结声音及手感,是否有结)。 5、左手按开关柄,右手带直纱,目光立即寻找纱蒌中所要拿管纱的纱头位置,在按开关柄后左手随即垂直向下空管丢入运输带 内,抬手找头。 (2)换管接头的分解动作 1、换管接头,找管纱头: 换管接头:左手拔空管,放入运输带;同时(目光要注意管纱,纱尾部位),右手拿管纱(拇指与其他四指分开,握在中下部, 拇指压住纱<线>头,手心向上),头向左,插入锭脚二分之一处时(用食指第一关节抵住管纱,其他三指附着后面握住,使管纱不 插入锭脚底部),或全部插入锭脚,右手食指与拇指配合摸住管纱引出,同时向右掐去纱尾,让管纱自动落位。左手使筒子停转, 目光注意筒子头。 2、引线换筒纱头: 右手拇食指掐断纱尾后,向右引出纱头,迅速将纱条由下而上引过张力盘、清纱器。同时用左手拇指在下、中、食指在上(或食 指在下)停筒,用拇食指在筒泡出部分找出纱头,随即将纱条放在中指上,小指之下(即小指背面)引出,引纱长度要适宜,防止 筒子倒转(避免产生辫子纱,以筒子不倒转为原则,方法自引纱至打结机右前方适应打结处。如果找不到筒纱头,可稍稍转动筒纱 找头,转动不宜超过半转)

3、并纱打结和验结 不同,用户要求不同,织物规格不同。因此。结头形式及具体操作就有区别。所以,打结方法及要求由金业自定,现将 8m线纱化纤2一4m机打结:?一6m 2)验结的方法 为了保证接头质量小而牢,不产生脱结等坏结。因此,要求每打一个结就要验一个结,验结方法有:八字验结、拇指验结、墙板 验结等,根据金业的习惯自定。 (二)落简生头 (1)基本要求 1、做到一标准、二准备、三检查 一标准:按各厂工艺要求自订,筒子大小要合平标准 二准备:做好清洁工作(扫车顶板上),预备筒管的准备 ,运转筒子、不良筒管的质量 座车落筒生列 生头梦尾短 辉子和松 生到 每装一生斗一 2左手食指 子小头,指放在筒子外侧,用力向胸前扳起,右手托住筒子底部,两手用力将筒子拔出 边落边古 子小头质量,然后送上车顶板,大头朝外《便于检查简子 向下拔下空管丢入运 输带,右手将管管纱插入绽脚上,随即右手引准备生头 3、压工号生头1)留尾压工号生头:左手将宝塔简管(大头朝右)伸到张力架上方,右手将工号纸放在简管上,用左手拇指压 住,右手将纱条由外向内眠入宝塔管底部斜缝中,左手拇指按住纱条,右手将纱折成“V”字形,纱头向外,压在工号纸上(纱尾长 度不超过宝塔管底下1公分),然后将纱条由内往外,在宝塔管底部第一格槽内,顺时针方向绕1.5一25周,压住工号纸的一端。 再向下绕1一2图压住工号纸的另一端,左手将筒管插入锭子底部,并按下锭子,当手离开时顺拔一下,让筒管转动,随即右手技下 开关柄。注意:不良筒管应别出调换。 2)无尾压工号纸生头:做法与留尾压工号纸生头基本相同。但纱条不帐入沟槽内,右手将纱条由外向内放在空宝塔管上,随即 左手拇食二指压住纱条,右于将工号纸放在左手空管上用拇指压住,扯断尾了纱(纱尾长度不超过2公分),其余操作与留尾生头 五、清洁工作 清洁工作是降低断头,提高产品质量的重要环节,是减少纱织衡的积极措施。对于清洁工作的基本要求是:轻、勤、净合理,防 止人为疵点。 轻一动作轻巧、细致 -勒觉 于要求清扫次数 合理使用清洁工具 一)清洁工 五完。内究 纱内:注意工且不碰新纱头:注意油手不接头:注意查机械雍点:注意保持环整洁 (二)清油工作原则 要求白上而下。从内到外。干净、彻底。要统一时间、统一行动进行,以免互相干扰,造成飞花附入。大扫前由组长吹哨子,挡 车工断见峭间立圆停止接头,按大扫清洁顺序扫车。 (三)大扫清洁鞭序: 1、从右至左,扫车顶板上面。用无油毛刷成抹布。 2、从左至右,落简子, 3、从右至左,勾锭管回丝,同时扫下毛板 4从左至右,用油毛刷扫车顶板下面及支柱 ,从右到左,左手拿空筒管套在锭管上, 稍住下压管,左手拿大子扫筒锭程臂。 、运输带,左手拔管
络筒 3 3、并纱打结和验结 由于机型不同,用户要求不同,织物规格不同。因此,结头形式及具体操作就有区别。所以,打结方法及要求由企业自定,现将 统一部份分述如下: 1)结头纱尾标准要求: 手打结:单纱:2—3mm 线纱化纤 2—4mm 机打结:2—6mm 2)验结的方法 为了保证接头质量小而牢,不产生脱结等坏结。因此,要求每打一个结就要验一个结,验结方法有:八字验结、拇指验结、墙板 验结等,根据企业的习惯自定。 (二)落筒生头 (1)基本要求 1、做到一标准、二准备、三检查 一标准:按各厂工艺要求自订,筒子大小要合乎标准 二准备:做好清洁工作(扫车顶板上),预备筒管的准备 三检查:检查落筒大小、运转筒子、不良筒管的质量 2、座车落筒生头:生头纱尾短,易拉出,纱嵌牢,绕纱圈数符合标准,工号要看到字样,不覆盖。生头放纱时纱带直,以防止 辫子和松纱。无回丝飞花附入,不良筒管应调换。生头回丝要绕在右手无名指上。 (2)具体操作 1、从右至左,每落一只,生头一只。 2、左手食指、中指、无名指握住筒子小头,拇指放在筒子外侧,用力向胸前扳起,右手托住筒子底部,两手用力将筒子拔出, 边落筒边检查筒子小头质量,然后送上车顶板,大头朝外(便于检查筒子质量),左手拿宝塔筒管一只,顺便向下拔下空管丢入运 输带,右手将管管纱插入锭脚上,随即右手引纱准备生头。 3、压工号生头 1)留尾压工号生头:左手将宝塔筒管(大头朝右)伸到张力架上方,右手将工号纸放在筒管上,用左手拇指压 住,右手将纱条由外向内嵌入宝塔管底部斜缝中,左手拇指按住纱条,右手将纱折成“V”字形,纱头向外,压在工号纸上(纱尾长 度不超过宝塔管底下 1 公分),然后将纱条由内往外,在宝塔管底部第一格槽内,顺时针方向绕 1.5—2.5 圈,压住工号纸的一端, 再向下绕 1—2 圈压住工号纸的另一端,左手将筒管插入锭子底部,并按下锭子,当手离开时顺拔一下,让筒管转动,随即右手按下 开关柄。注意:不良筒管应剔出调换。 2)无尾压工号纸生头:做法与留尾压工号纸生头基本相同。但纱条不嵌入沟槽内,右手将纱条由外向内放在空宝塔管上,随即 左手拇食二指压住纱条,右手将工号纸放在左手空管上用拇指压住,扯断尾子纱(纱尾长度不超过 2 公分),其余操作与留尾生头 相同。 压工号的标准要求是:工号纸应平贴木管(揩起不允),号码要看得清,纱头尾部不能超出木头 5mm。 4、纸管有尾生头:右手引出纱条后,将纱头丢在纸管内,右手插入纸头,按平锭子,随即左手按开关柄。 五、清洁工作 清洁工作是降低断头,提高产品质量的重要环节,是减少纱织疵的积极措施。对于清洁工作的基本要求是:轻、勤、净合理,防 止人为疵点。 轻-动作轻巧、细致。 净-清洁程度彻底。 勤-勤做,不能低于要求清扫次数。 合理-合理安排清洁顺序和内容,合理使用清洁工具。 (一)清洁工作的五定、五注意: 五定:定内容、定方法、定时间、定次数、定工具。 五注意:注意防止飞花、回丝带入筒子纱内;注意工具不碰断纱头;注意油手不接头;注意检查机械疵点;注意保持环境整洁。 (二)清洁工作原则 要求自上而下,从内到外,干净、彻底。要统一时间、统一行动进行,以免互相干扰,造成飞花附入。大扫前由组长吹哨子,挡 车工听见哨间立即停止接头,按大扫清洁顺序扫车。 (三)大扫清洁顺序: 1、从右至左,扫车顶板上面。用无油毛刷或抹布。 2、从左至右,落筒子。 3、从右至左,勾锭管回丝,同时扫下毛板。 4、从左至右,用油毛刷扫车顶板下面及支柱。 5、从右到左,左手拿空筒管套在锭管上,稍稍往下压锭管,左手拿大刷子扫筒锭握臂。 6、从左至右,左手用油刷子扫中心轴,同时左手用无油毛刷扫上毛板。 7、从右至左,右手用油刷子扫自停箱、龙筋、运输带,左手拔管
8、从左至右,用袖刷子锭脚,扯锭脚日丝扫轨道、座车工 10- 上简 清除飞花杂物 清洁工作安排表 顺序 清洁内容 时安排 备注 车顶板上 右左 无油毛刷 大扫时 抹布 金业自 落筒子 左一右 大扫时间 3清锭子回丝、下毛板 有左 打刀 无油毛刷 企业自定 车顶板下及支柱 左~右 油大毛 大扫时间 5 筒锭捏臂 右~左 油大毛 企业自定 油大毛 6 中心轴、上毛板 左一右 大扫时间 无油毛刷 7 自停箱、龙筋、运输 右-左 油大毛刷 企业自定 带 8 锭脚、清锭脚回丝、 左右 油大毛刷 大扫时间 轨道座车、机架 9 张力盘、清纱刀、滚 筒防护罩 右左 无油毛刷 企业自定 10 上筒子 左右 大扫时间 六、质量把关 络简挡车工对前道工序的产品负有严格的把关责任,在生产中,要集中精力,不让上工序疵点流到下工序:严格道守操作规 程,防止一切人为藏点,认真防疵、查薇、捉疵,把薇点消灭在萌芽状态 (一)防 认真执行操作法,防止一切人为纱 、头发现 换 生 的纱条开车时应略带爱,使纱紧 以免管脚退 定断头时 通过张力盘向内影响除杂和造成泡筒。 防止产生油污纱 6、管妙线应先拉掉小尾后再接头,以免造成油污。 7、做清洁丁作要防止飞花、杂物附入。 (二)查: 1、换管接头中,应注意筒纱质量,查是否有蛛网、滑边、油纱、接断、菊花芯、磨烂简子、成形不良等. 2、一锭多次断头,慨要查机械原因,又要查纱的条干。 3、在筒子上找头时,发现表面的统头,采用先拾断后倒的方法处理。 4、发现机械毛病造成的坏简子,应随即诗修机工修理。 (三)捉 巡回中结合换管接头,用眼看手感等方法捉疵。 七、業握机械性能 章握机械性能,使用维护好机器是提高产品质量和提高生产效率的重要环节,因此,除做好管接头和清洁工作外,还要经常检查 机器运转是否正常,发现机器上的毛病,及时通知修理。对一些易排除的故障,也可自己修理。 1、简子毛:查探杆是否失效(严防卡死故碎:做清洁时严禁用到了敲击探杆,防止深杆螺丝松动,适成探杆点头、失效) 2、简子成形不良:查 1)滚筒是否磨损。 2)纱条是否通过张力盘、清纱刀
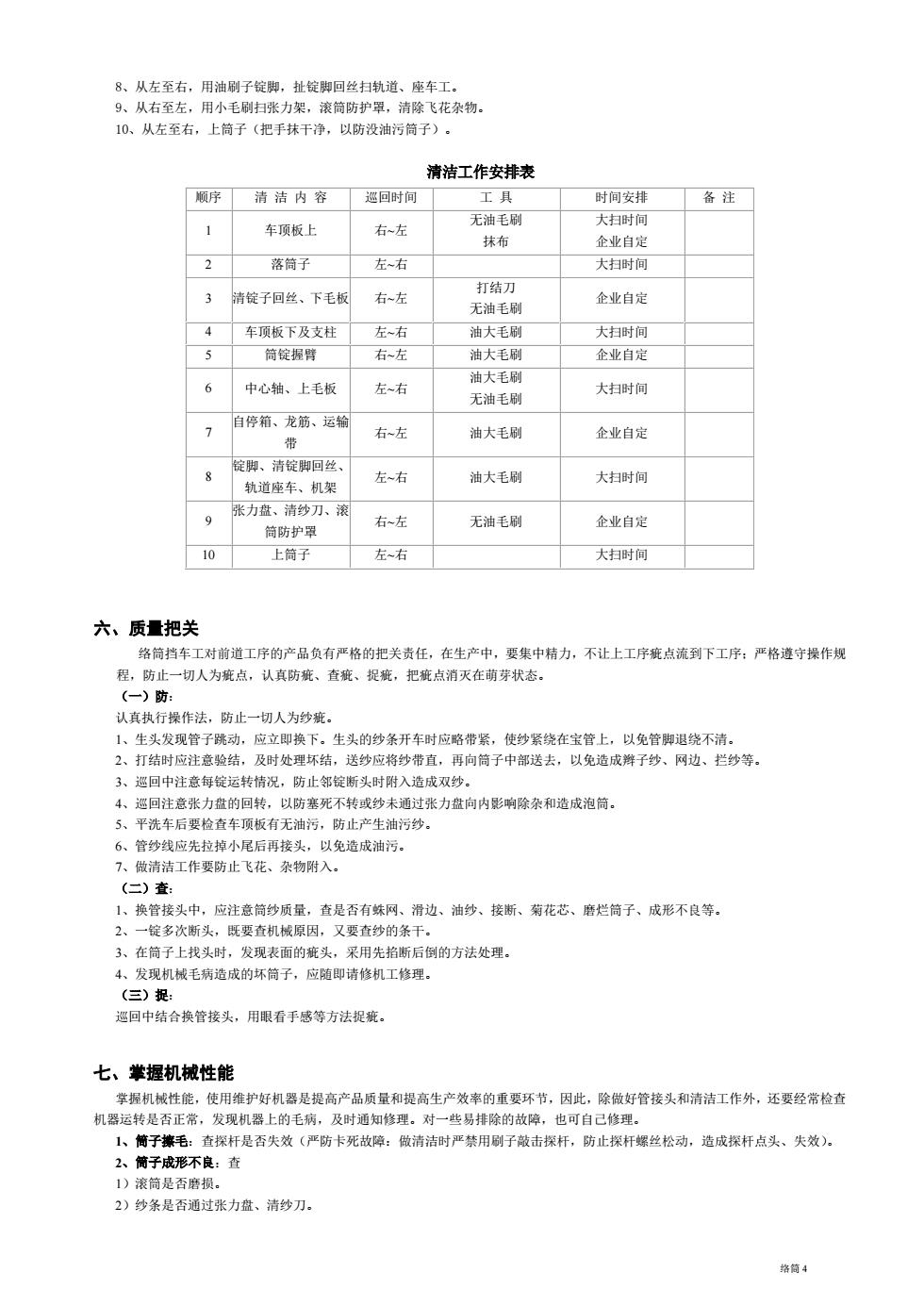
络筒 4 8、从左至右,用油刷子锭脚,扯锭脚回丝扫轨道、座车工。 9、从右至左,用小毛刷扫张力架,滚筒防护罩,清除飞花杂物。 10、从左至右,上筒子(把手抹干净,以防没油污筒子)。 清洁工作安排表 顺序 清 洁 内 容 巡回时间 工 具 时间安排 备 注 1 车顶板上 右~左 无油毛刷 抹布 大扫时间 企业自定 2 落筒子 左~右 大扫时间 3 清锭子回丝、下毛板 右~左 打结刀 无油毛刷 企业自定 4 车顶板下及支柱 左~右 油大毛刷 大扫时间 5 筒锭握臂 右~左 油大毛刷 企业自定 6 中心轴、上毛板 左~右 油大毛刷 无油毛刷 大扫时间 7 自停箱、龙筋、运输 带 右~左 油大毛刷 企业自定 8 锭脚、清锭脚回丝、 轨道座车、机架 左~右 油大毛刷 大扫时间 9 张力盘、清纱刀、滚 筒防护罩 右~左 无油毛刷 企业自定 10 上筒子 左~右 大扫时间 六、质量把关 络筒挡车工对前道工序的产品负有严格的把关责任,在生产中,要集中精力,不让上工序疵点流到下工序;严格遵守操作规 程,防止一切人为疵点,认真防疵、查疵、捉疵,把疵点消灭在萌芽状态。 (一)防: 认真执行操作法,防止一切人为纱疵。 1、生头发现管子跳动,应立即换下。生头的纱条开车时应略带紧,使纱紧绕在宝管上,以免管脚退绕不清。 2、打结时应注意验结,及时处理坏结,送纱应将纱带直,再向筒子中部送去,以免造成辫子纱、网边、拦纱等。 3、巡回中注意每锭运转情况,防止邻锭断头时附入造成双纱。 4、巡回注意张力盘的回转,以防塞死不转或纱未通过张力盘向内影响除杂和造成泡筒。 5、平洗车后要检查车顶板有无油污,防止产生油污纱。 6、管纱线应先拉掉小尾后再接头,以免造成油污。 7、做清洁工作要防止飞花、杂物附入。 (二)查: 1、换管接头中,应注意筒纱质量,查是否有蛛网、滑边、油纱、接断、菊花芯、磨烂筒子、成形不良等。 2、一锭多次断头,既要查机械原因,又要查纱的条干。 3、在筒子上找头时,发现表面的疵头,采用先掐断后倒的方法处理。 4、发现机械毛病造成的坏筒子,应随即请修机工修理。 (三)捉: 巡回中结合换管接头,用眼看手感等方法捉疵。 七、掌握机械性能 掌握机械性能,使用维护好机器是提高产品质量和提高生产效率的重要环节,因此,除做好管接头和清洁工作外,还要经常检查 机器运转是否正常,发现机器上的毛病,及时通知修理。对一些易排除的故障,也可自己修理。 1、筒子擦毛:查探杆是否失效(严防卡死故障:做清洁时严禁用刷子敲击探杆,防止探杆螺丝松动,造成探杆点头、失效)。 2、筒子成形不良:查 1)滚筒是否磨损。 2)纱条是否通过张力盘、清纱刀
3)锭子是否点头(松动), )锭管或锭子座横动是否过大 4)筒管位置是否正确。 4、包连管千, 1)查筒管是否场到锭管底部 2)大扫后上筒子纱是否调换了锭位。 5、连线断头:查: 1)清线刀是香被棉结杂质塞住。 2)清纱刀隔距是香符合工艺要求, 和评级标渗 优级98一级:97二级:95三级:9归 (2)全套操作级别标准: 优级:98 一级:95二级:90三级:90 1、季度全套评锁时,总分包括全项测定和单项测定合计得分数。 2、季节单项成绩以三个月测定成绩的平均计分。 3、产量、质量应达到厂计划指标,完不成按测定成绩顺降一级。 (二)测定方法: (1)单项操作测定 、换管接头:1测两次。每次以按10根实头计算时间,由测定员记取好的一次成绩考试。 上点 人手按触管纱或空管起开始计时,到按完最 一锭左手接触自停箱手柄停码表(最后一根头若遇挡 工左 自停 ,而实际是空结,测定员已按马表,此头作为无结扣分)。 30S以下机打结: 40秒30s以上机打结:45秒股线机打结:45秒 1)落筒时间:30S以下:4分30秒5分20秒(留尾) 30s以上:4分40秒5分30秒(留尾). 2)测时筒眼过大或过小可不换,但动作要齐全,不处理断头,测后再处理。 (2)全妾操作测定, 1、巡回操作连续100皖,百管巡回时间:30s以下10分钟,30S以上11分钟,双股线11分钟。 2、时间从手接触纱管起,至接完最后一锭座车回到起点为止,测定每一排时空15锭探杆拍起开始测。第二排30S以下空5锭, 05以上空10锭开始测. 3、处理自然断头 一骰断头)。以座车为准,10锭内的断头接上扣除5秒,10锭外的断头接上扣除8秒。 、值车工在每个巡回中最少要接两根一般断头,如果少于两根,。测定负就要做满两根断头让值车工及时处 去时接一只 ,回时接 达的 处理 丝标准长度 为25 长短为准提取 ()奖扣 2、人为断头:凡是值车工操作不良造成的断头,以按自停箱手柄为准,手上回丝打断邻近的头,清扫张力盘时打断的头,每根 扣02分 3。人为断斗表者,每根扣1分 4、未按三先三后接断头:每根0.3分 5、小纱搭配不匀:百管巡回中要配小纱两只,一般是12的小纱去时接在二分之一处,国时配一只小纱,2仍的小纱去时接在 13处,回时配一只小纱,13的小纱去时接在23处,回时配一只小纱的方法。如未按此原则搭配,则每只扣03分。 6、小纱未搭配,每只扣05分
络筒 5 3)锭子是否点头(松动)。 4)防送装置是否失效。 3、筒子滑出造成蛛网筒:查: 1)锭杆弹簧是否失效。 2)筒管眼子是否过大。 3)锭管或锭子座横动是否过大。 4)筒管位置是否正确。 4、包头管子: 1)查筒管是否插到锭管底部。 2)大扫后上筒子纱是否调换了锭位。 5、连续断头:查: 1)清线刀是否被棉结杂质塞住。 2)清纱刀隔距是否符合工艺要求。 3)张力盘装置的位置是否正确。 4)电子清纱器是否失控。 络筒挡车工操作测定和评级标准 (一)操作评级标准: (1) 单项操作评级标准: 优级:98 一级:97 二级:95 三级:93 (2)全套操作级别标准: 优级:98 一级:95 二级:90 三级:90 注: 1、季度全套评级时,总分包括全项测定和单项测定合计得分数。 2、季节单项成绩以三个月测定成绩的平均计分。 3、产量、质量应达到厂计划指标,完不成按测定成绩顺降一级。 (二)测定方法: (1)单项操作测定: 1、换管接头:1)测两次。每次以按 10 根实头计算时间,由测定员记取好的一次成绩考试。 2)换管接头时间起止点,从手按触管纱或空管起开始计时,到按完最后一锭左手接触自停箱手柄停码表(最后一根头若遇挡车 工左手已接触自停箱手柄,而实际是空结,测定员已按马表,此头作为无结扣分)。 3)换管接头时间要求: 30S 以下机打结:40 秒 30S 以上机打结:45 秒 股线机打结:45 秒 2、落筒生头测 25 锭,一次为准。 1)落筒时间:30S 以下:4 分 30 秒 5 分 20 秒(留尾); 30S 以上:4 分 40 秒 5 分 30 秒(留尾)。 2)测时筒眼过大或过小可不换,但动作要齐全,不处理断头,测后再处理。 (2)全套操作测定: 1、巡回操作连续 100 锭,百管巡回时间:30S 以下 10 分钟,30S 以上 11 分钟,双股线 11 分钟。 2、时间从手接触纱管起,至接完最后一锭座车回到起点为止,测定每一排时空 15 锭探杆抬起开始测。第二排 30S 以下空 5 锭, 30S 以上空 10 锭开始测。 3、处理自然断头(一股断头)。以座车为准,10 锭内的断头接上扣除 5 秒,10 锭外的断头接上扣除 8 秒。 4、值车工在每个巡回中最少要接两根一般断头,如果少于两根,测定员就要做满两根断头让值车工及时处理。 5、值车工在百管巡回中配小纱两只,去时接一只,回时接一只,返回的过程中搭配的小纱作一根断头处理。 6、接头回丝标准长度为 25 公分,在接头回丝中抽取两根相关的纱头一小束,以大多数长短为准提取。 7、大扫时间:扫 25 锭,时间为 10 秒,从手接触清洁部位起,至上完最后一个简纱止。 (三)奖扣分内容: 1、巡回时间:每超过 1 秒扣 0.1 分。 2、人为断头:凡是值车工操作不良造成的断头,以按自停箱手柄为准,手上回丝打断邻近的头,清扫张力盘时打断的头,每根 扣 0.2 分。 3、人为断头未断,每根扣 1 分。 4、未按三先三后接断头:每根 0.3 分。 5、小纱搭配不匀:百管巡回中要配小纱两只,一般是 1/2 的小纱去时接在二分之一处,回时配一只小纱,2/3 的小纱去时接在 1/3 处,回时配一只小纱,1/3 的小纱去时接在 2/3 处,回时配一只小纱的方法。如未按此原则搭配,则每只扣 0.3 分。 6、小纱未搭配,每只扣 0.5 分